содержание .. 86 87 88 89 ..
Mitsubishi: техническое обслуживание автомобилей - часть 88
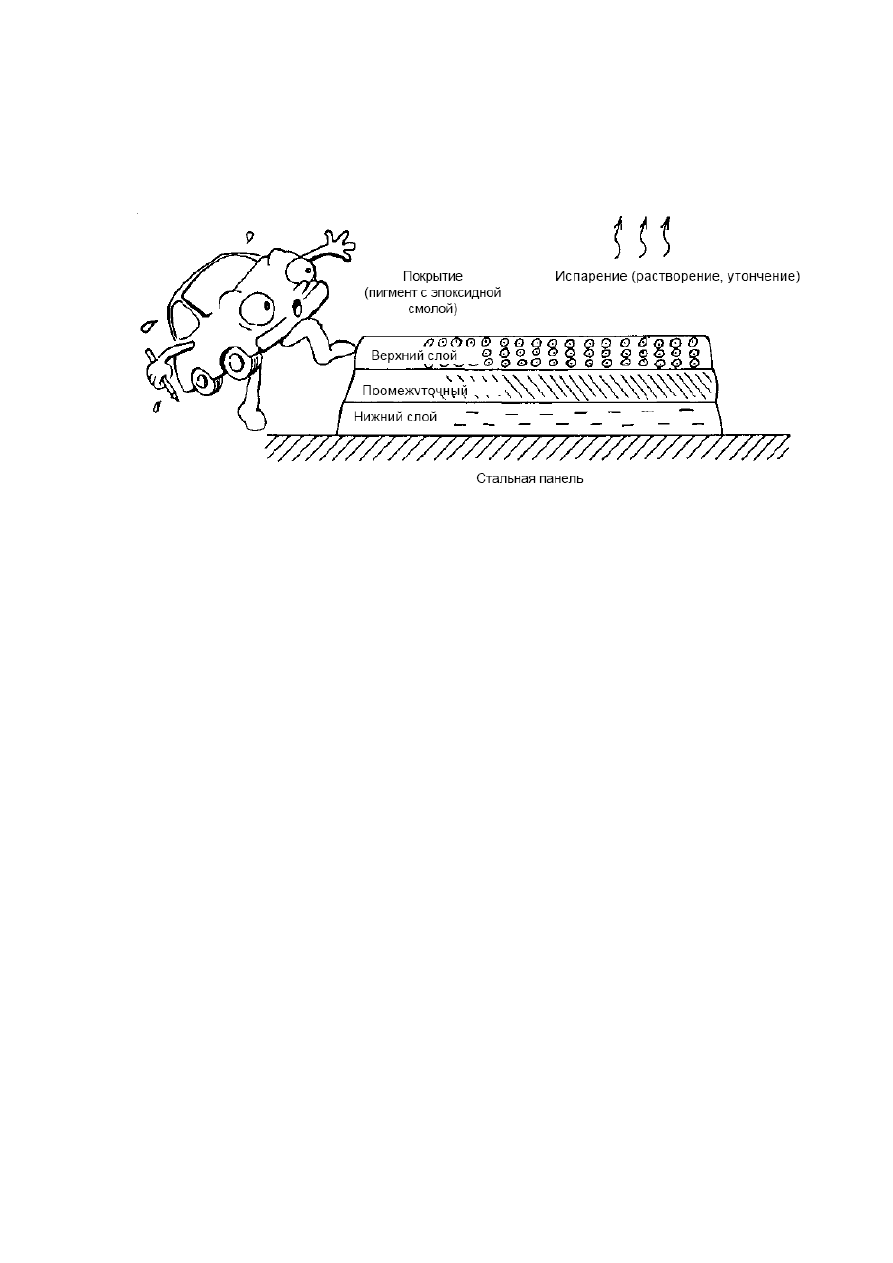
Рис. 5.22.T
Устройство защитного покрытия
Рис. 5.23.
5.4.2. Окраска новых автомобилей
Общие сведения о процессе окраски
От качества окраски кузова зависит его внешний вид и сопротивляемость
коррозии. Поэтому окраска кузовов – более сложный процесс, чем окраска других
изделий. Как правило, окраска состоит из четырех процессов: предварительная
антикоррозионная обработка, нанесение внутреннего слоя (грунтовки), нанесение
промежуточного слоя и, наконец, верхнего слоя. В реальном технологическом
процессе окраски выполняется также множество других операций.
115