Jeep Grand Cherokee WJ. Manual - part 23
(12) Install differential assembly.
RING GEAR
NOTE: The ring gear and pinion are serviced as a
matched set. Do not replace the ring gear without
replacing the pinion.
REMOVAL
(1) Remove differential from axle housing.
(2) Place differential case in a suitable vise with
soft metal jaw protectors. (Fig. 51)
(3) Remove bolts holding ring gear to differential
case.
(4) Using a soft hammer, drive ring gear from dif-
ferential case (Fig. 51).
INSTALLATION
CAUTION: Do not reuse the bolts that held the ring
gear to the differential case. The bolts can fracture
causing extensive damage.
(1) Invert the differential case and start two ring
gear bolts. This will provide case-to-ring gear bolt
hole alignment.
(2) Invert the differential case in the vise.
(3) Install new ring gear bolts and alternately
tighten to 95–122 N·m (70–90 ft. lbs.) torque (Fig.
52).
(4) Install differential in axle housing and verify
gear mesh and contact pattern.
DISASSEMBLY AND ASSEMBLY
STANDARD DIFFERENTIAL
DISASSEMBLY
(1) Remove the ring gear.
(2) Using a suitable roll pin punch, drive out the
roll pin holding pinion gear mate shaft in the differ-
ential case (Fig. 53).
(3) Remove the pinion gear mate shaft from the
differential case and the pinion mate gears.
(4) Rotate differential side gears and remove the
pinion mate gears and thrust washers (Fig. 54).
(5) Remove the differential side gears and thrust
washers.
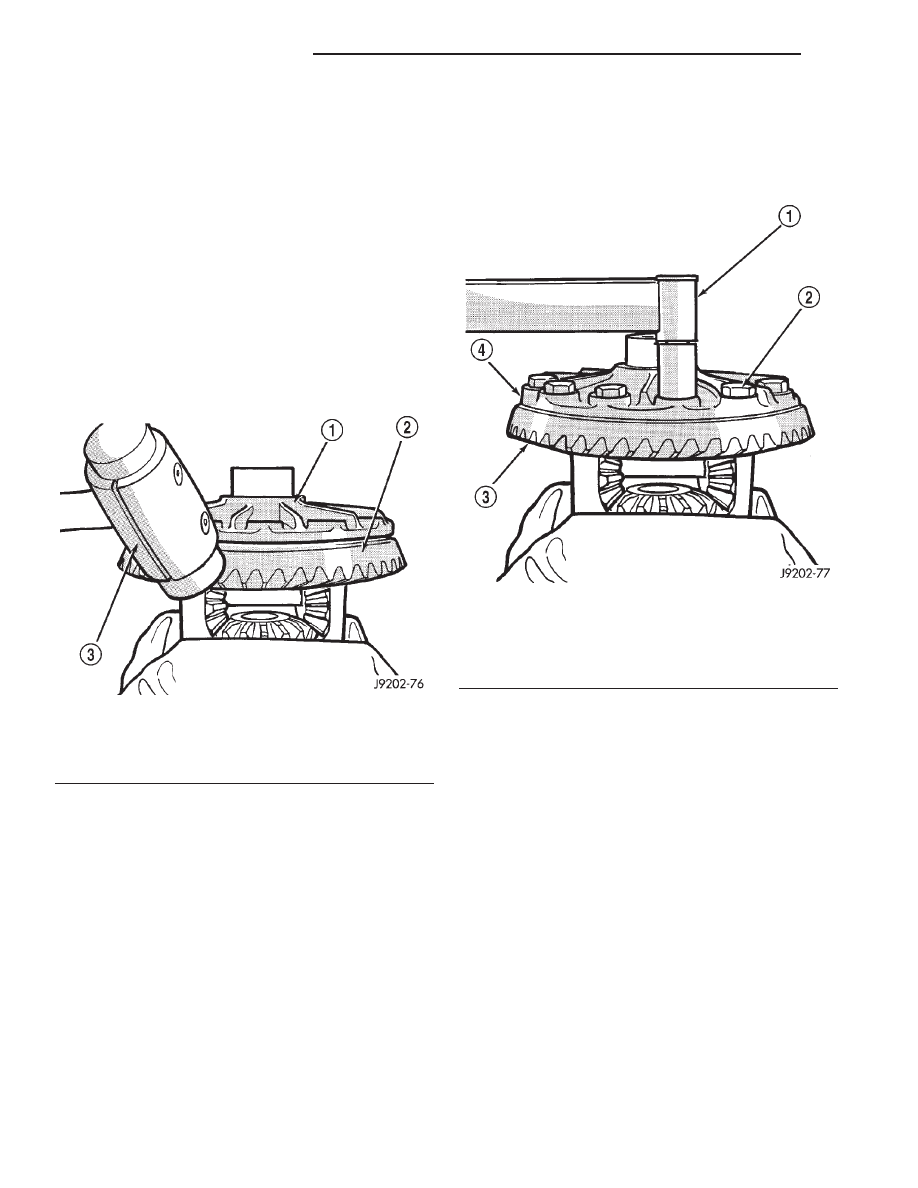
Fig. 51 Ring Gear Removal
1 – CASE
2 – RING GEAR
3 – RAWHIDE HAMMER
Fig. 52 Ring Gear Bolt Installation
1 – TORQUE WRENCH
2 – RING GEAR BOLT
3 – RING GEAR
4 – CASE
3 - 38
TUBE AND 186 FBI AXLE
WJ
REMOVAL AND INSTALLATION (Continued)