Infiniti F50. Manual - part 551
CYLINDER BLOCK
EM-91
C
D
E
F
G
H
I
J
K
L
M
A
EM
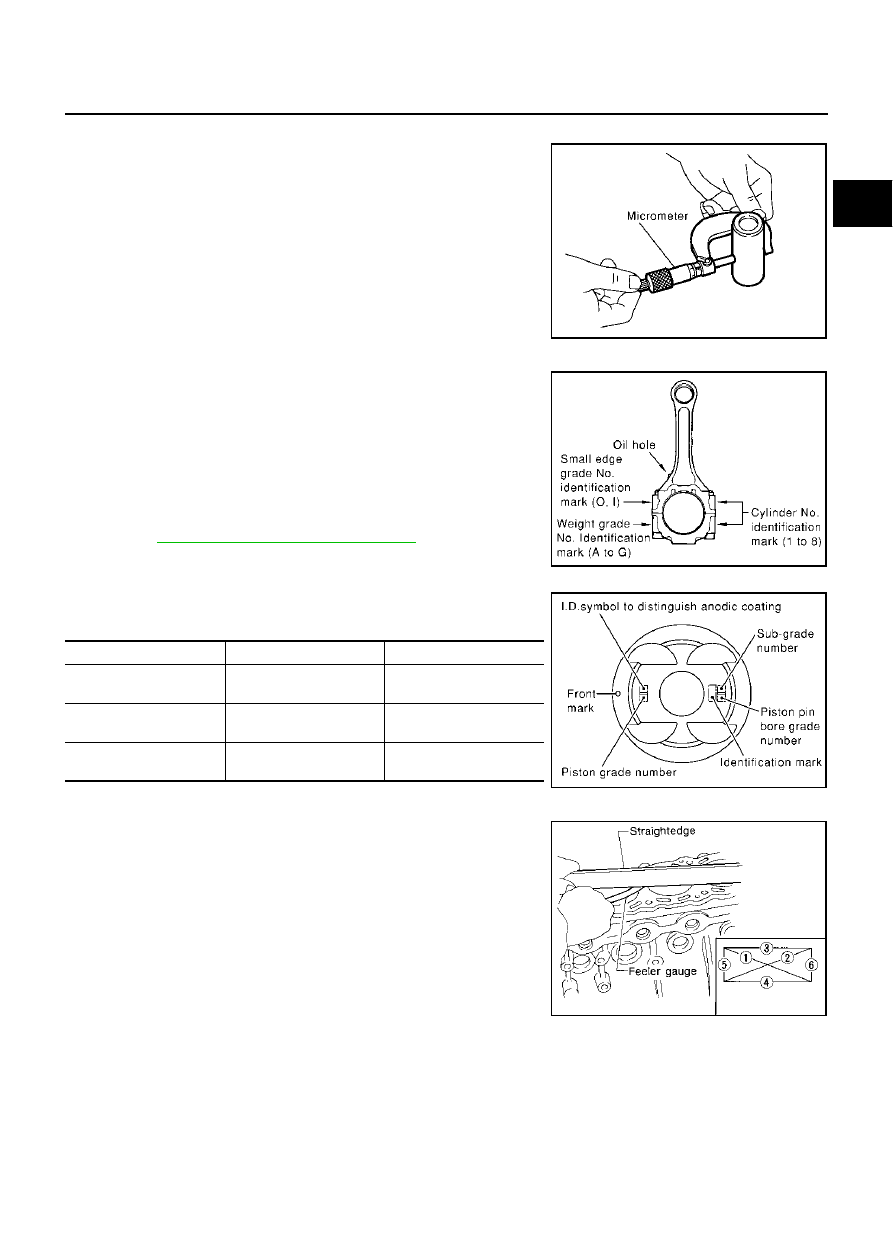
Outer Diameter of Piston Pin
Measure outer diameter of piston pin.
Connecting Rod Bushing Oil Clearance (Small End)
(Connecting rod small end oil clearance) = (Inner diameter of con-
necting rod small end) – (Outer diameter of piston pin)
●
If the measured value exceeds the standard, replace the con-
necting rod assembly and/or piston and piston pin assembly.
●
If replacing the piston and piston pin assembly, refer to the Table
for Selective Fitting for Piston to select the piston corresponding
to the applicable bore grade of the cylinder block to be used.
Refer to
Factory installed parts grading:
Service parts apply only to grade 0.
Unit: mm (in)
CYLINDER BLOCK DISTORTION
●
Using a scraper, remove gasket on the cylinder block surface,
and also remove engine oil, scale, carbon, or other contamina-
tion.
CAUTION:
Be careful not to allow gasket flakes to enter the engine oil
or engine coolant passages.
●
Measure the distortion on the block upper face at some different
points in 6 directions.
●
If out of the distortion limit, replace the cylinder block.
Standard
: 21.989 - 22.001 mm (0.8657 - 0.8662 in)
PBIC0117E
Standard
: 0.005 - 0.017 mm (0.0002 - 0.007 in)
PBIC0103E
Grade
0
1
Connecting rod small end
inner diameter
22.000 - 22.006
(0.8661 - 0.8664)
22.006 - 22.012
(0.8664 - 0.8666)
Piston pin outer diameter
21.989 - 21.995
(0.8657 - 0.8659)
21.995 - 22. 001
(0.8659 - 0.8662)
Piston pin bore diameter
21.993 - 21.999
(0.8659 - 0.8661)
21.999 - 22.005
(0.8661 - 0.8663)
PBIC0109E
Limit
: 0.1 mm (0.004 in)
SEM123C