содержание .. 70 71 72 73 ..
HAFEI BRIO. Руководство - часть 72
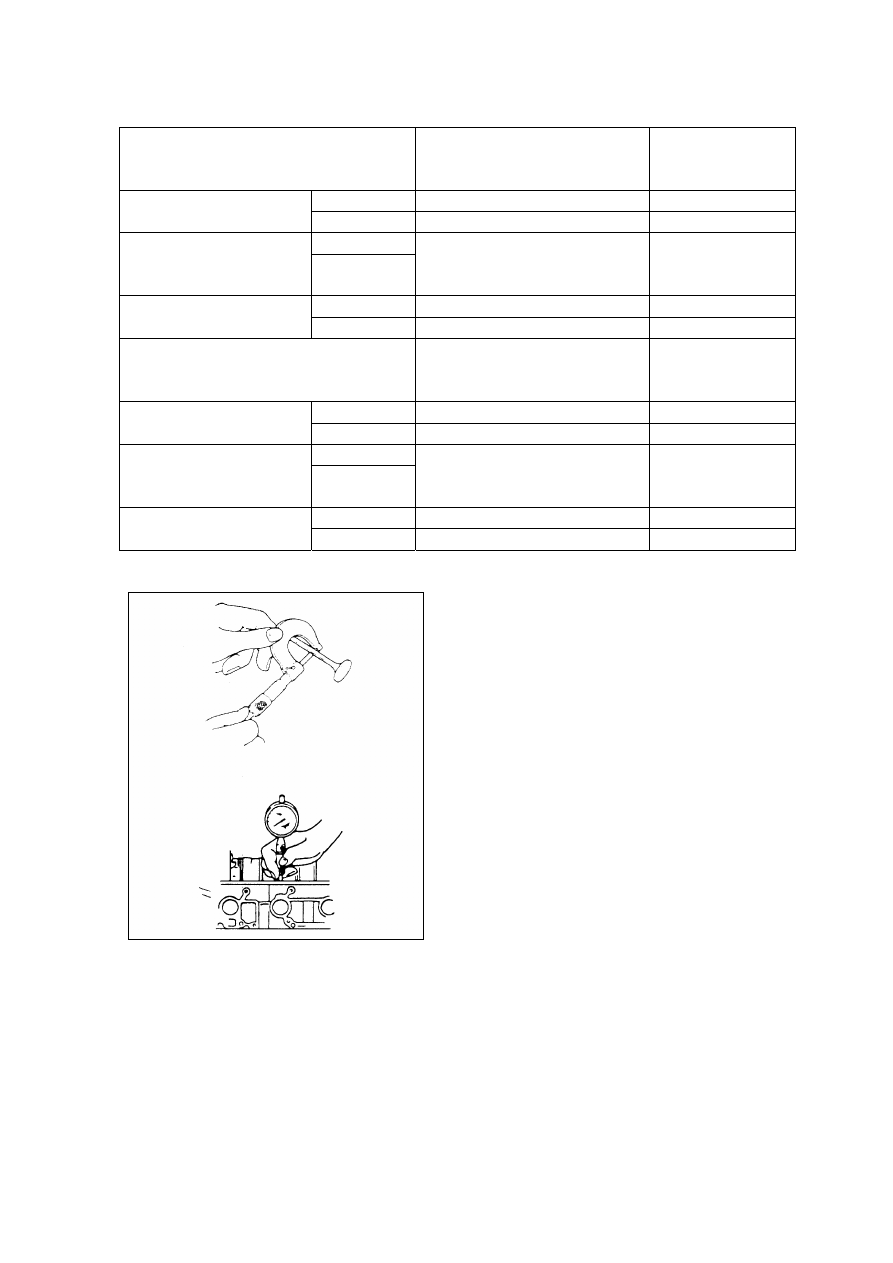
величину колебания конца штока клапана.
Пункт
Стандартное значение
Предельно
допустимое
значение
Впускной 5,465-5,480
——
Диаметр штока
клапана (мм)
Выпускной 5,440-5,455 ——
Впускной
Внутренний диаметр
направляющей втулки
клапана (мм)
Выпускной
5,500-5,512 ——
Впускной 0,020-0,047
0,07
Допустимый зазор
(мм)
Выпускной 0,045-0,072 0,09
Пункт
Стандартное значение
Предельно
допустимое
значение
Впускной 5,465-5,480
——
Диаметр штока
клапана (мм)
Выпускной 5,440-5,455 ——
Впускной
Внутренний диаметр
направляющей втулки
клапана (мм)
Выпускной
5,500-5,512 ——
Впускной 0,020-0,047
0,07
Допустимый зазор
(мм)
Выпускной 0,045-0,072 0,09
.
Рис. 4-96.