Content .. 1078 1079 1080 1081 ..
Dodge Caliber. Manual - part 1080
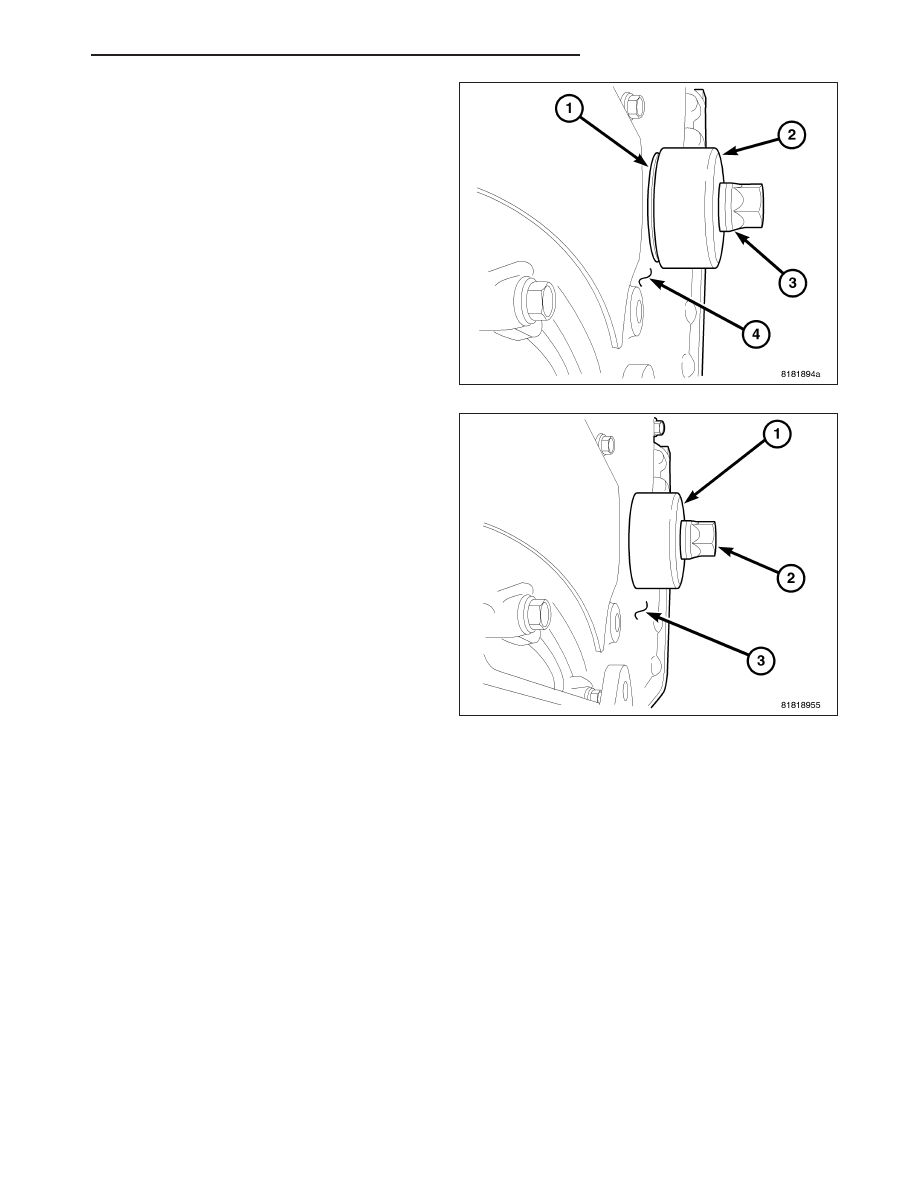
2. Install new seal (1) by using Seal installer 9506 (2)
and crankshaft damper bolt (3).
3. Press seal into front cover until Seal Installer 9506
(1) seats against timing chain cover (3).
4. Remove seal installer 9506 (1).
5. Install crankshaft vibration damper (Refer to 9 -
ENGINE/ENGINE BLOCK/VIBRATION DAMPER -
INSTALLATION.
PM
ENGINE 2.0L WORLD
9 - 1607