Chery QQ6 (S21) / S12LHD. Manual - part 96
1.3 Measurement of main journal clearance: place
a plastic feeler gauge on the crankshaft main
journal, tighten the main bearing shell cover to
specified torque and then loosen it, use the
thickness check list on the plastic feeler gauge to
read the value. The normal value should be:
0.02-0.06mm. Use the same method to measure
connecting rod journal clearance.
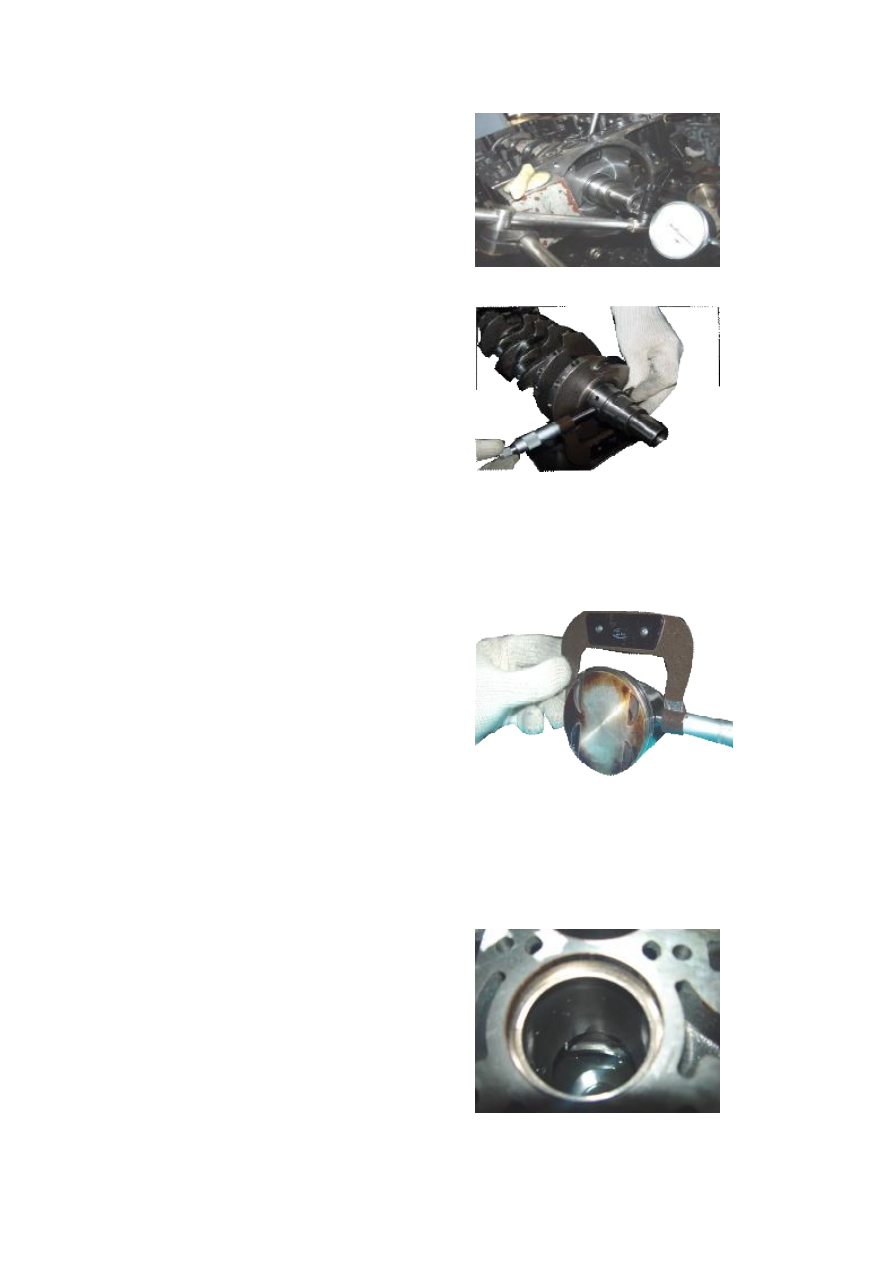
1.4 Measurement of crankshaft axial clearance:
tighten the main bearing shell cover to specified
torque and then use a dial gauge to measure the
crankshaft axial clearance. When measuring, push
the crankshaft off the dial gauge first and keep the
dial gauge has certain amount of compression, set
the pointer to zero, and then push the crankshaft to
the adverse direction and the numerical value
fetched from the dial gauge will be the crankshaft
axial clearance. The normal value should be
0.02-0.30mm. If exceeding this scope, replace the
crankshaft thrust sheet or the crankshaft.
2. Detection of piston
2.1 Detection of piston diameter: use an outside
micrometer to measure the piston diameter. When
measuring, remember to measure at the place about
11mm up from lower end of the piston. The normal
value should be φ72.965±0.009.
2.2 The piston pin is of semi-floating type, which
can not be disassembled during maintenance,
because it can not be assembled using common
machining technique after disassembled. If
abnormal noise occurs due to improper piston pin
clearance, replace the piston assembly.
2.3 Measurement of piston ring.
2.3.1 Measurement of piston ring end play: first,
place the piston ring into cylinder.