Haima 7. Engine HM484 (HM484Q). Service Manual - part 6
Cylinder block and crank connecting rod mechanisms
75
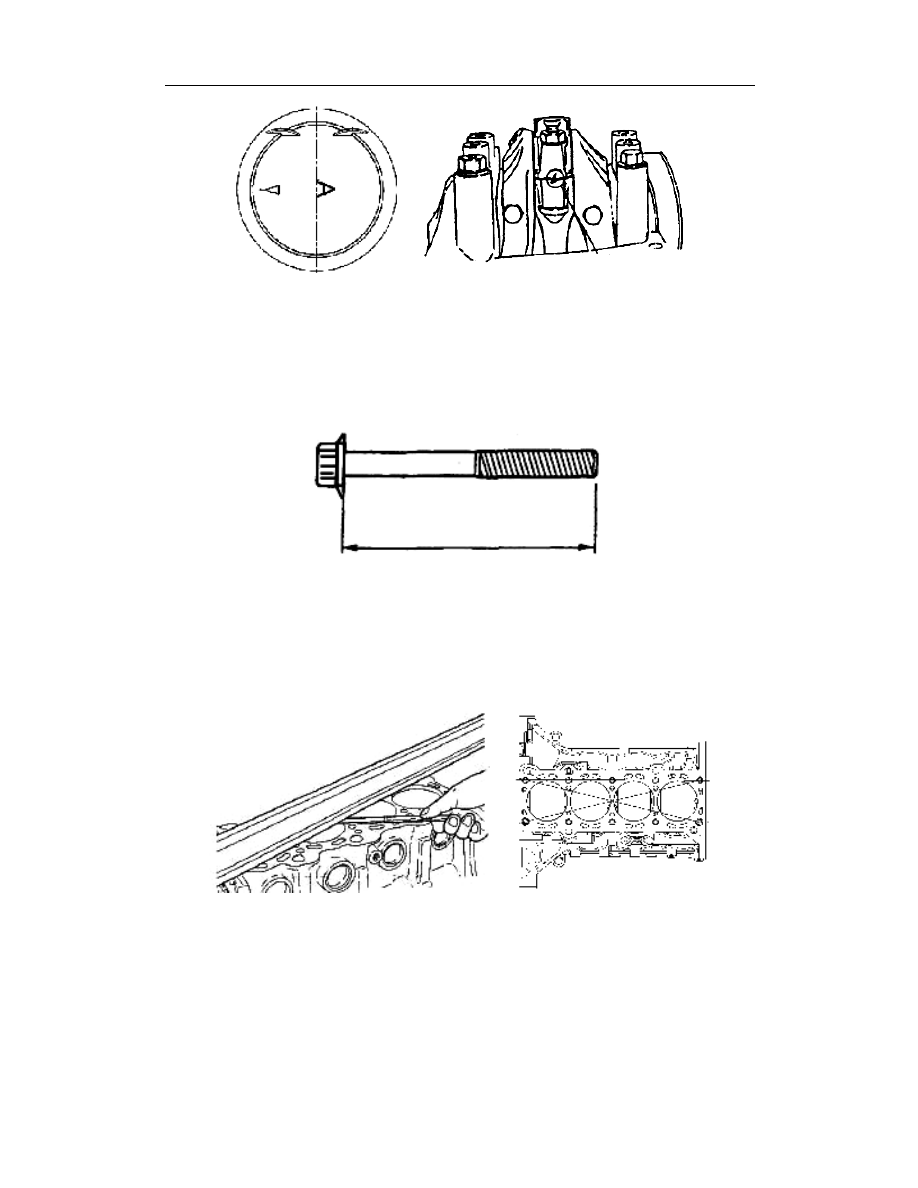
Installation of connecting rod cap
Measure the length of each bolt. Replace when the standard value exceeded.
Standard length: 46.7~47.3mm {1.838~1.862in}
Max.length: 47.6mm {1.874in}
Check/repair of cylinder block
1. Use a straight edge ruler and feeler to measure the distortion on the surface of
cylinder block as per 6 directions shown in Fig.
2. The max.distortion: 0.05mm{0.002in}
3. If the distortion on the surface of cylinder block surpassed the max.value, check the
height of cylinder block. If the height is also out of the standard value, replace the
cylinder block.
Standard height: 213.45~213.55mm{8.4035~8.4066in}
Positioning sign