содержание .. 34 35 36
Аскон Вертикаль-Технология (V1). Руководство пользователя - часть 36
Система
трудового
нормирования
по
укрупненным
нормативам
времени
36
Приложение
2.
Пример
подключения
нормировочной
карты
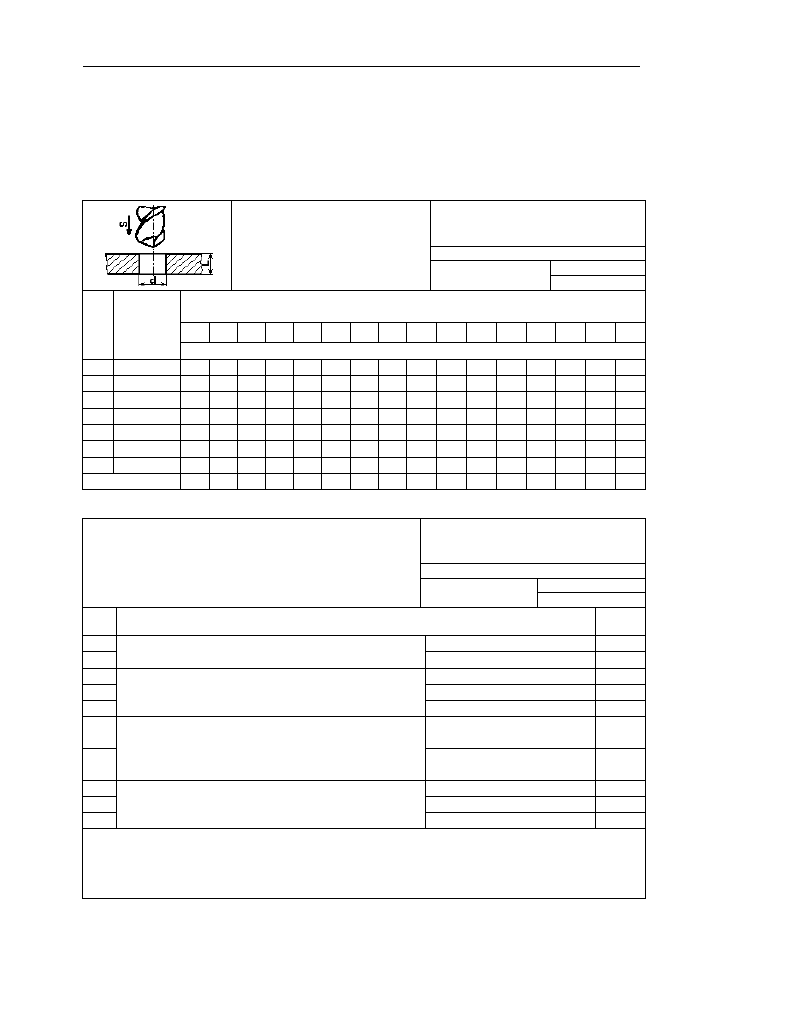
Рассмотрим
процесс
подключения
нормировочной
карты
на
примере
карты
не
-
полного
штучного
времени
на
сверление
отверстий
:
Вертикально
-
и
радиально
-
сверлильные
станки
N
Д
= 1,5…7,5
кВт
Сверла
с
пластинами
ВК
6
Листов
2
Неполное
штучное
время
СВЕРЛЕНИЕ
ОТВЕРСТИЙ
Rz80…Rz40, 14…13
квалитет
,
Чугун
серый
, 180…220
НВ
Карта
8
Лист
1
Длина
обработки
l
,
мм
до
10 15 20 30 40 50 60 80 100 125 150 175 200 225 250 300
№
пози
-
ции
Диаметр
обрабаты
-
ваемого
отверстия
d
,
мм
до
Время
на
рабочий
ход
t
,
мин
1
8
0,17 0,19 0,21 0,27 0,34 0,37 0,55 0,62
-
-
-
-
-
-
-
-
2
10
0,17 0,19 0,21 0,24 0,32 0,4 0,44 0,49 0,6
-
-
-
-
-
-
-
3
12
0,19 0,21 0,22 0,27 0,29 0,34 0,45 0,52 0,69 0,9
-
-
-
-
-
-
4
16
0,2 0,22 0,23 0,29 0,33 0,36 0,53 0,65 0,75 0,88 1,15 1,45
-
-
-
-
5
20
0,21 0,23 0,25 0,31 0,34 0,38 0,43 0,61 0,71 0,86 1,12 1,37 1,55
-
-
-
6
25
0,22 0,24 0,25 0,28 0,32 0,35 0,41 0,49 0,69 0,87 1,05 1,25 1,45 1,74 1,86
-
7
30
0,23 0,25 0,27 0,31 0,34 0,37 0,44 0,51 0,6 0,83
1
1,15 1,4 1,75 1,87 2,23
Индекс
а
б
в
г
д
е
ж
з
и
к
л
м
н
о
п
р
Вертикально
-
и
радиально
-
сверлильные
станки
N
Д
= 1,5…7,5
кВт
Сверла
с
пластинами
ВК
6
Листов
2
Неполное
штучное
время
СВЕРЛЕНИЕ
ОТВЕРСТИЙ
Rz80…Rz40, 14…13
квалитет
,
Чугун
серый
, 180…220
НВ
Карта
8
Лист
2
№
поз
.
Поправочные
коэффициенты
на
время
обработки
для
измененных
условий
работы
в
зависимости
от
:
Коэффи
-
циент
8
до
220
1,0
9
Твердости
чугуна
НВ
свыше
220
1,1
10
ВК
4
0,9
11
ВК
6
1,0
12
Марки
материала
пластины
режущего
инструмента
ВК
8
1,2
13
Деталь
и
система
крепления
жесткие
1,0
14
Условий
жесткости
при
сверлении
отверстий
d
свыше
12
мм
Тонкостенная
деталь
или
сис
-
тема
крепления
нежесткая
1,2
15
До
3
1,0
16
4…10
0,9
17
Числа
одинаковых
отверстий
в
одной
детали
Свыше
10
0,85
Примечания
:
1.
Неполное
штучное
время
предусматривает
сверление
отверстий
без
выдерживания
размера
по
длине
.
В
случае
необходимости
выдерживания
размера
к
приведенному
в
карте
времени
добавлять
время
на
измерение
0.15…0.2
мин
.
2.
При
сверлении
глухих
отверстий
время
по
карте
принимать
с
коэффициентом
К
= 1.1.