содержание .. 1 2 ..
Электровоз 2ЭС4К. Руководство по среднему и капитальному ремонту - часть 1
Содержание
Введение
6
1
Организация ремонта
9
2
Меры безопасности
13
2.1
Техника безопасности и охрана труда
13
3
Требования на ремонт
27
3.1
Общие требования
27
3.2
Требования на дефектацию
29
3.3
Общие требования по сварке
31
4
Ремонт
32
4.1
Общие требования к креплению и гальваническому покрытию деталей. .. 32
4.2
Ремонт тележек
33
4.2.1
Рама тележки (средний ремонт)
33
4.2.2
Рама тележки (капитальный ремонт)
35
4.2.3
Гидродемпферы буксовой и кузовной (вертикальные и горизонтальные)
ступеней подвешивания (средний и капитальный ремонт)
35
4.2.4 Система смазки гребней АГС-8 (средний и капитальный ремонт)
37
4.2.5 Пара колесная (средний и капитальный ремонт)
37
4.2.6 Рессорное подвешивание буксовой ступени (средний и капитальный
ремонт)
38
4.2.7
Буксы (средний и капитальный ремонт)
38
4.2.8
Кожуха зубчатых передач (средний и капитальный ремонт)
43
4.2.9
Подвески тяговых электродвигателей (средний и капитальный ремонт)... 44
4.2.10
Система тормозная (средний и капитальный ремонт)
45
4.2.11
Связи кузова с тележками
48
4.2.12
Узел наклонной тяги
50
4.2.13
Вертикальный упор
53
4.2.14
Горизонтальный упор
53
4.3
Ремонт кузовного оборудования
53
4.3.1
Рама кузова
53
4.3.2
Боковые стенки
55
4.3.3
Крыша
56
4.3.4
Поперечные рамки и каркасы
57
4.3.5
Песочницы
57
4.3.6
Путеочистители (средний и капитальный ремонт)
57
4.3.7
Ручной тормоз (средний и капитальный ремонт)
58
4.3.8
Кабина управления
58
4.3.9
Автосцепные устройства
59
4.3.10
Окна и двери
61
4.3.11
Высоковольтная камера, форкамера, защитные устройства
62
4.3.12
Воздуховоды вентиляционной системы (средний и капитальный
ремонт)
63
4.3.13 Санитарный узел (средний и капитальный ремонт)
63
2
4.4
Тормозное и пневматическое оборудование
64
4.4.1
Общие требования
64
4.4.2
Компрессор ВУ-3,5/10-1450
64
4.4.3
Вспомогательный компрессор токоприѐмника ВВ 0,05/7-1000
64
4.4.4
Клапан аварийного экстренного торможения 130.30
64
4.4.5
Кран машиниста 395
65
4.4.6
Кран управления 215
65
4.4.7
Реле давления 404
65
4.4.8
Воздухораспределитель 483А
65
4.4.9
Пневмоэлектрический датчик 418
65
4.4.10
Клапан электропневматический 266-1
65
4.4.11
Редуктор 348-2
66
4.4.12
Сигнализаторы давления 115, 115А и 115Б
66
4.4.13
Пневматические блокировки штор высоковольтных камер ПБ-3
66
4.4.14
Блокировка тормозов 367А
66
4.4.15
Манометры
66
4.4.16
Форсунки песочниц
67
4.4.17
Ревуны, свистки
67
4.4.18
Клапан КП-16
68
4.4.19
Клапан электропневматический КПЭ-9-03
68
4.4.20
Клапан разгрузочный КР-1-02
69
4.4.21
Клапан токоприѐмника КТ-20-03
70
4.4.22
Клапан электропневматический КП-8-02
71
4.4.23
Клапан продувки КП-29
72
4.4.24
Устройство пневматическое УПН-3-01
72
4.4.25
Воздушные резервуары
73
4.4.26
Тормозные цилиндры
73
4.4.27
Система вентиляции
73
4.5
Электрические машины
77
4.6
Электрические аппараты, оборудование, провода и шины
77
4.6.1
Общие положения
77
4.6.2
Токоприемники
85
4.6.3
Быстродействующие выключатели
89
4.6.4
Разъединители, переключатели ножевого типа, заземлители,
заземляющие и отключающие штанги
91
4.6.5 Переключатели
92
4.6.6 Электропневматические контакторы
94
4.6.7 Электромагнитные контакторы и пускатели
97
4.6.8 Контакторы вакуумные КВ1-160-2, КВ1-160-3
99
4.6.9 Предохранители и автоматические выключатели
99
4.6.10 Релейная аппаратура
100
4.6.11 Регулятор давления типа ДЕМ
102
4.6.12 Датчики температуры и давления (сигнализаторы)
103
4.6.13 Выключатели, блок выключателей, тумблеры
103
4.6.14 Электропневматические клапаны
104
3
4.6.15 Вентиль защиты ВЗ-12
104
4.6.16 Пневматические выключатели (ПВУ-5)
105
4.6.17 Разъемные контактные соединения
106
4.6.18 Трансформаторы, датчики-трансформаторы тока
107
4.6.19 Электроизмерительные приборы
108
4.6.20 Помехоподавляющие дроссели и индуктивные шунты
109
4.6.21 Калориферы, обогреватели, система кондиционирования
109
4.6.22 Система обогрева стекол
111
4.6.23 Резисторы ослабления возбуждения, балластные резисторы, блоки
пуско-тормозных резисторов
111
4.6.24 Ограничители перенапряжений типа ОПН-3,3Э УХЛ1
112
4.6.25 Аккумуляторная батарея
113
4.6.26 Контроллеры машиниста
113
4.6.27 Осветительная аппаратура
114
4.6.28 Электроприводы
114
4.6.29 Провода и шины (средний ремонт)
115
4.6.30 Провода и шины (капитальный ремонт)
116
4.6.31 Локомотивные устройства безопасности движения и радиосвязи
116
4.7
Электронное оборудование
119
4.7.1
Общие требования по ремонту
119
4.7.2
Микропроцессорная система управления движением (МСУД)
125
4.7.3
Шкаф питания ШП-232
125
4.7.4
Панели диодов ПД-499, ПД-295, ПД-615 блоки диодов БД-007, БД-212,
БД-376, БД-206, блок тиристора БТ-256, панель фильтра ПФ-585, панель
резисторов ПР-159, шунтирующие устройства ШУ-131, ШУ-143, ШУ-144,
ШУ-255
126
4.7.5 Блок питания БП-192
126
4.7.6 Блок питания подсветки БПП-254
126
4.7.7 Регулятор тока возбуждения РТВ-252
127
4.7.8 Преобразователь питания стеклоочистителя ППС-253
128
4.8
Установка пожарной сигнализации и системы пожаротушения
128
5
Сборка, проверка и регулирование
130
5.1
Общие требования по сборке:
130
5.2
Правила сборки электровоза и его сборочных единиц
130
5.3
Сборка тележек
133
5.4
Порядок и методы регулирования электровоза
136
6
Испытания, проверка и приемка после ремонта
140
7
Защитные покрытия и смазка
145
8
Маркировка и пломбирование
147
9
Комплектация и транспортирование
148
ПРИЛОЖЕНИЕ А Нормы допусков и износов деталей и узлов механического
оборудования
149
ПРИЛОЖЕНИЕ Б Нормы допусков и износов электрических аппаратов
156
ПРИЛОЖЕНИЕ В Нормы допусков и износов вспомогательных электрических
машин электровозов 2ЭС4К
173
4
ПРИЛОЖЕНИЕ Г Нормы значений сопротивления изоляции и испытательного
напряжения при проверке электрической прочности электрических цепей и
оборудования электровозов 2ЭС4К
175
ПРИЛОЖЕНИЕ Д Перечень основной нормативной и технологической
документации по ремонту электровозов 2ЭС4К
186
ПРИЛОЖЕНИЕ Е Перечень деталей электровозов 2ЭС4К подлежащих
неразрушающему методу контроля, и периодичность его выполнения
193
ПРИЛОЖЕНИЕ Ж Сопротивления катушек аппаратов
196
ПРИЛОЖЕНИЕ И Уставки срабатывания аппаратов защиты и контроля
200
ПРИЛОЖЕНИЕ К Технические данные резисторов и нагревательных
элементов (номинальное значение сопротивления при 20°С)
201
ПРИЛОЖЕНИЕ Л Перечень пломбируемого оборудования, аппаратов,
устройств, приборов электровозов 2ЭС4К
203
ПРИЛОЖЕНИЕ М Перечень устройств безопасности движения,
устанавливаемых на локомотивы (ТПС), в зависимости от рода движения и
состава локомотивной бригады
206
ПРИЛОЖЕНИЕ Н Перечень специализированного стендового оборудования и
приспособлений для технического обслуживания в ремонта оборудования
электровоза 2ЭС4К
207
ПРИЛОЖЕНИЕ О Перечень необходимого инструмента и инвентаря для
следования электровоза в ремонт и из ремонта
208
5
Введение
Настоящее ремонтное руководство определяет основные требования и уста-
навливает перечень, содержание и объем работ при средних и капитальных ремон-
тах электровозов магистральных постоянного тока
(далее электровозов) серии
2ЭС4К на локомотиворемонтных предприятиях (далее заводах). Руководство по ре-
монту предназначено для обязательного изучения работниками заводов, связанными
с ремонтом электровозов серии 2ЭС4К.
Требования Заказчика устанавливаются согласно ЦТ—ЦТВР—409
(п.3 приложения Д). В настоящем ремонтном Руководстве "объектом ремонта" счи-
тать электровозы серии 2ЭС4К.
Руководство по ремонту разработано на основе конструкторской, технологи-
ческой документации, действующих государственных стандартов, Правил техниче-
ской эксплуатации железных дорог, действующих инструкций, материалов исследо-
вания надежности электровозов, анализов износов и повреждений, а также обобще-
ния опыта эксплуатации и ремонта электровозов.
При среднем и капитальном ремонтах исполнять требования документов, оп-
ределяющих пожарную безопасность на электровозе также следует руководство-
ваться:
инструкциями, руководствами по ремонту, указаниями, положениями и
нормативно-технической документацией, определяющей требования к среднему и
капитальному ремонту электровозов постоянного тока серии 2ЭС4К;
ремонтной, конструкторской и технологической документацией по
среднему и капитальному ремонтах оборудования, узлов и деталей электровозов
постоянногоо тока серии 2ЭС4К.
В настоящем Руководстве приняты следующие определения и сокращения:
Дефектация. Комплекс операций или операция по выявлению дефектов (по-
вреждений) деталей, проводников, подвижных и неподвижных соединений, изоля-
ции и т.п. в собранных, частично или полностью разобранных сборочных единицах
6
с применением соответствующих технологических средств измерительных инстру-
ментов и приборов, стендов, установок, приспособлений, дефектоскопов, средств
технической диагностики, ЭВМ и т.д.).
Ремонт. Комплекс операций по восстановлению работоспособности электро-
воза (объекта ремонта) и восстановления ресурса электровоза или его составных
частей. В ремонт могут входить операции по разборке, очистке, дефектации, восста-
новлению, сборке, смазке, испытанию и т.д. деталей и сборочных единиц. Содержа-
ние части операции ремонта может совпадать с содержанием некоторых операций
дефектации. (ГОСТ 18322—78) (п. 65 приложения Д)
Исправная деталь. Деталь, состояние которой по результатам ревизии, про-
верки, испытания удовлетворяет требованиям настоящего Руководства по ремонту и
пригодна для дальнейшей работы без какого-либо ремонта.
Неисправная деталь. Деталь, состояние которой по результатам ревизии,
проверки не удовлетворяет требованиям настоящего Руководства по ремонту. После
проведения ремонта может быть пригодна для дальнейшей работы.
Негодная деталь. Деталь, имеющая дефекты или износы, исправление кото-
рых невозможно.
Дефект. Каждое отдельное несоответствие объекта установленным требова-
ниям. (ГОСТ 18322—78) (п. 65 приложения Д).
Средний ремонт. Ремонт, выполняемый для восстановления исправности и
частичного восстановления ресурса изделий с заменой или восстановлением состав-
ных частей ограниченной номенклатуры и контролем технического состояния со-
ставных частей, выполняемой в объеме, установленной в нормативно-технической
документации ГОСТ 18322-78 (п. 65 приложения Д).
Капитальный ремонт. Ремонт, выполняемый для восстановления исправ-
ности полного или близкого к полному восстановлению ресурса изделий с заменой
или восстановлением любых его частей, включая базовые ГОСТ 18322-78 (п. 65
приложения Д).
ЦТ ОАО «РЖДª - Дирекция тяги ОАО «РЖД».
ЦТР ОАО «РЖДª - Дирекция по ремонту подвижного состава ОАО «РЖД».
7
ЦТА ОАО «РЖДª - Центр технического аудита ОАО «РЖД».
При капитальном и среднем ремонтах электровозов конструктивные измене-
ния производить по проектам модернизации согласованным с ЦТ ОАО «РЖД».
Установленные на электровоз специальными указаниями ОАО «РЖД» опыт-
ные конструкции, приборы и приспособления должны быть оставлены на электро-
возе. При этом специальные указания ОАО «РЖД» об установке опытных конст-
рукций, приборов и приспособлений должны быть распространены и на локомоти-
воремонтные предприятия.
При наличии опытных (нештатных) элементов конструкции и отсутствии
разрешения ЦТ ОАО «РЖД» на их установку, либо отсутствия согласованных схем
и чертежей упомянутых элементов, ремонтное предприятие восстанавливает схему,
установленную для данного локомотива заводом-изготовителем.
Электровоз, требующий по своему состоянию среднего или капитального
ремонта, но не достигший установленной нормы пробега, может быть направлен на
ремонтный завод только с разрешения ЦТ ОАО «РЖД». Такое разрешение выдается
дороге после представления в Дирекциях ОАО «РЖД» материала с указанием при-
чин, вызвавших необходимость преждевременного направления электровоза на ре-
монтный завод, и принятых мер по предупреждению подобных случаев.
Подачу неисправных электровозов на средний или капитальный ремонт вы-
полнять после согласования дорогой этого вопроса с ремонтным заводом. Ремонт-
ный завод обязан по вызову железной дороги командировать своего представителя
для осмотра поврежденного электровоза.
На отремонтированные узлы, агрегаты и детали, установить гарантийные
сроки согласно ЦТ—ЦТВР—409 (п. 3 приложения Д).
На используемые при ремонте покупные агрегаты, детали поставляемые за-
водами промышленности, а также на новые узлы, агрегаты и детали, изготовляемые
на заводах, гарантийные сроки устанавливать в соответствии с ГОСТ и технически-
ми условиями заводов-изготовителей.
Назначенный срок службы до списания электровоза 33 года.
8
1
Организация ремонта
1.1 Взаимоотношения между Заказчиком и заводом по приемке электрово-
зов в ремонт регулируются ЦТ — ЦТВР—409 (п. 3 приложения Д).
1.2 Транспортировку электровоза в ремонт на завод производить в соответ-
ствии с Распоряжением ОАО «РЖД» от 26.08.2011г. № 1873р (п. 14 приложения Д).
1.3 Ремонт электровозов производить на специализированных позициях
оборудованных необходимыми подъемно—транспортными средствами, технологи-
ческой оснасткой и инструментом.
1.4 Порядок и последовательность ремонта электровоза определять техно-
логическими процессами и сетевыми графиками среднего и капитального ремонта с
учетом оптимального количества работающих, средств механизации и приспособ-
лений.
1.5 Оборудование, применяемое при ремонте подвижного состава, должно
соответствовать требованиям ГОСТ 12.2.003 (п. 59 приложения Д).
1.6 Дефектацию и определение работ по ремонту узлов и деталей произво-
дить работниками отделов (бюро) по определению объема ремонта, мастерами и
бригадирами ремонтных участков.
1.7 Неразрушающий контроль деталей электровоза на заводе производить в
соответствии с РД—ЖДРМ—01—05 (п. 46 приложения Д).
1.8 Работы, выполняемые при среднем и капитальном ремонтах электрово-
зов.
1.8.1 Средний и капитальный ремонт тележек:
выкатка, очистка, разборка, проверка и ремонт рамы тележки со снятием
всего оборудования;
ремонт гидравлических гасителей колебаний;
ремонт, сборка и обкатка колесно—моторного блока;
полное освидетельствование и ремонт колесных пар в соответствии с
действующей нормативно - технической документацией;
9
ревизия, ремонт и сборка букс в соответствии с действующей норматив-
но—технической документацией и ремонтной конструкторской документацией;
ремонт рессорного подвешивания с тарировкой цилиндрических пру-
жин, заменой пружин, не удовлетворяющих требованиям чертежей и настоящему
Руководству;
ремонт или замена на новые деталей тормозной системы;
замену на новые резинометаллических изделий, резиновых шайб подве-
сок тяговых двигателей, торцевых резинометаллических шайб, сайлент - блоков
буксовых поводков;
окраска рам тележек;
сборка и проверка тележек;
ремонт или замена на новые деталей узла смазки гребней.
1.8.2 Средний ремонт кузова
ревизия и ремонт узла связи кузова с тележкой и боковых опор кузова,
ремонт подвешивания типа «Флексикойл»;
ремонт автосцепных устройств в соответствии с распоряжением
ОАО «РЖД» № 2745р (п. 10 приложения Д);
осмотр и проверка рамы кузова, стен, крыши, жалюзи, люков, дверей,
лестниц, поручней, полов, каркасов под аппараты и другого оборудования с устра-
нением дефектов;
1.8.3 Капитальный ремонт кузова
1.8.3.1 В дополнении к п.1.8.2 выполнить следующие работы:
восстановление или замена изношенных частей рамы, каркасов и об-
шивки;
полная разборка внутренней обшивки и полов кабин с заменой тепло-
изоляции и линолеума, ремонт оконных блоков и дверей кабин;
полная очистка от старой краски и ржавчины наружной поверхности ку-
зова;
восстановление антикоррозийных покрытий всех элементов кузова.
10

Таблица 1
Виды обслуживания и ремонта
Межремонтный пробег
Средний ремонт (СР)
1 000 000 км
Капитальный ремонт
3 000 000 км
1.12 На узлы, агрегаты, детали, отремонтированные на ремонтных заводах,
устанавливаются гарантийные сроки согласно ЦТ-ЦТВР-409 (п. 3 приложения Д) и
условиям договора.
На используемые при ремонте покупные агрегаты и детали, а также на новые
узлы, агрегаты и детали, гарантийные сроки устанавливаются в соответствии с
ГОСТами и техническими условиями заводов-изготовителей.
1.13 После подписания акта о приемке локомотива в ремонт завод несет пол-
ную ответственность за его сохранность.
1.14 Детали и узлы снятые и предварительно очищенные хранить в специ-
ально оборудованных местах. Запасные части и материалы, а также отремонтиро-
ванные узлы и детали в складских помещениях.
1.15 Материалы, применяемые при ремонте электровозов должны соответст-
вовать конструкторской документации, а так же установленным стандартам и тех-
ническим условиям. Качество материалов и комплектующих изделий, применяемых
при ремонте электровозов, подвергнуть входному контролю в соответствии с
ГОСТ 24297 (п.88 приложения Д).
12
2
Меры безопасности
2.1 Техника безопасности и охрана труда.
2.1.1 При среднем и капитальном ремонтах электровозов необходимо со-
блюдать действующие «Правила по охране труда при ремонте подвижного состава и
производстве запасных частей» и требования национальных стандартов системы
стандартов безопасности труда (ГОСТ Р ССБТ). Вновь разрабатываемые и пере-
сматриваемые технологические процессы и технологические инструкции, карты на
ремонт отдельных узлов и агрегатов должны соответствовать в части требований
безопасности ГОСТ 3.1120 (п.77 приложения Д).
2.1.2 Устройство, содержание помещений заводов, а также организация и
ведение технологических процессов по ремонту подвижного состава должно соот-
ветствовать действующим Правилам пожарной безопасности в Российской Федера-
ции и ЦУО-112 (п.33 приложения Д).
2.1.3 Передвижение электровоза по железнодорожным путям завода произ-
водить маневровым локомотивом. При этом двери кабин машинистов электровозов
должны быть закрыты, а токоприемники опущены.
2.1.4 Машинисту электровоза не допускать высовывания из кабины в зоне
ворот при вводе (выводе) подвижного состава в цех, а также при проследовании
мест, где нарушен габарит приближения строений.
2.1.5 Электрооборудование, а также оборудование и механизмы, которые
могут оказаться под напряжением (корпуса электродвигателей, защитные кожухи
рубильников), должны иметь заземление.
2.1.6 При применении ручного пневматического и электрического инстру-
мента выполнять требования санитарных норм при работе с инструментом, меха-
низмами и оборудованием, создающим вибрацию передаваемую на руки работаю-
щих.
2.1.7 Работы с пневматическим инструментом выполнять в виброзащитных
рукавицах и защитных очках. Подсоединение шланга к сети, инструменту и отсо-
13
единение производить при закрытом вентиле на воздушной магистрали. Работа
пневмоинструментом с приставных лестниц запрещается.
2.1.8 Грузоподъемные механизмы, съемные грузозахватные приспособле-
ния эксплуатировать и испытывать в соответствии с Правилами устройств и безо-
пасной эксплуатации грузоподъемных кранов (машин). На грузоподъемных кранах,
машинах и механизмах должны быть нанесены регистрационные инвентарные но-
мера, данные о грузоподъемности и даты испытаний.
2.1.9 Домкраты должны иметь паспорт и инструкцию по эксплуатации.
2.1.10 Домкраты для подъема кузова подвижного состава устанавливать на
специальные бетонированные фундаменты. Высота подъема должна обеспечивать
свободную выкатку тележек из под кузова. При подъеме кузова подвижного состава
кранами он устанавливается на опоры, которые должны обеспечивать безопасность
работы по низу кузова.
2.1.11 Для транспортирования узлов, деталей и материалов использовать
подъемно—транспортные средства.
2.1.12 Погрузочно—разгрузочные работы и перемещение грузов на заводах
должны проводиться в соответствии с Межотраслевыми правилами по охране труда
при погрузочно—разгрузочных работах и размещении грузов, ГОСТ 12.3.009 (п. 62
приложения Д), ГОСТ 12.3.020 (п. 63 приложения Д), Правилами устройства и
безопасной эксплуатации грузоподъемных кранов.
2.1.13 На местах производства погрузочно—разгрузочных работ с использо-
ванием грузоподъемных механизмов должны быть вывешены схемы строповки
(способы обвязки, крепления и подвешивания груза к крюку грузоподъемной маши-
ны с помощью стропов, изготовленных из канатов, цепей и других материалов) и
зацепки узлов и деталей при транспортировании их кранами, применения контейне-
ров, ящиков для транспортировки узлов и деталей.
2.1.14 Перемещение грузов кранами следует производить в зоне, в которой
нет рабочих мест. Груз, перемещаемый над проходами, должен сопровождаться ра-
ботником завода, аттестованным в установленном порядке на право проведения ука-
занных работ. Нахождение людей под грузом не допускается.
14
2.1.15 При транспортировке не допускаются касания редуктора об вал и вала
об ось. Для предотвращения повреждений в зазоры между полым валом и ступицей
зубчатого колеса установить предохранительные прокладки. Прокладки должны со-
храняться до окончательной сборки тележки и установки ее рамы в номинальное
положение относительно колесных пар. Не допускается повреждение стропами по-
верхностей их прилегания.
2.1.16 Авто и электрокары должны иметь приспособления, предохраняющие
транспортируемые грузы от падения.
2.1.17 Узлы, детали, переходные агрегаты, материалы и прочие грузы скла-
дировать и хранить на специально подготовленных для этого площадках, стеллажах
и в шкафах. Складирование их в места, предназначенные для прохода людей и про-
езда транспортных средств, запрещается.
2.1.18 При укладке деталей и материалов в штабель необходимо применять
стойки, упоры и прокладки. Способ и высота укладки штабелей должны опреде-
ляться из условий устойчивости укладываемых предметов и удобства строповки при
использовании грузоподъемных механизмов, указанных в технологических картах.
2.1.19 Складирование деталей и материалов вдоль железнодорожных путей
завода разрешается производить не ближе двух метров от наружной головки рельса
при высоте груза до 1,2 м, а при большей высоте не ближе 2,5 м.
2.1.20 На стеллажах и столах, предназначенных для складирования деталей
и материалов, должны быть четко нанесены предельно допустимые нагрузки.
2.1.21 Стеллажи, столы, шкафы и подставки по прочности должны соответ-
ствовать массе укладываемых на них деталей и материалов.
2.1.22 Ширина проходов между стеллажами, шкафами и штабелями должна
быть не менее 0,8 м.
2.1.23 Для складирования и транспортирования мелких деталей и заготовок
должна быть предусмотрена специальная тара, обеспечивающая безопасную транс-
портировку и удобную строповку при перемещении кранами.
2.1.24 Транспортирование запасных частей и материалов по междупутьям
производить только при отсутствии движущегося подвижного состава.
15
при подаче электровоза в цех нахождение людей на железнодорожных
путях, в смотровых канавах, в проемах ворот, внутри передвигаемого электровоза,
на лестницах, подножках, а также на крышах передвигаемого локомотива запреща-
ется;
маневровые работы производить по установленному технологическому
процессу, обеспечивающему безопасность работников и сохранность подвижного
состава.
скорость движения при маневровых работах по железнодорожным пу-
тям 10 км/ч, через технологические проезды и на подъездах к цехам - 3 км/ч, в цехах
- не более 2 км/ч.
во время ввода (вывода) подвижного состава в цех створки (шторы) во-
рот цеха должны быть надежно закреплены в открытом положении.
при вводе в здание цеха завода электровоз должен полностью помес-
титься внутри здания;
расстановка локомотивов в цехе должна обеспечивать безопасную вы-
катку тележек.
2.1.33.2 Требование безопасности при разборке электровоза:
разборку подвижного состава производить в последовательности, пре-
дусмотренной утвержденным на заводе технологическим процессом.
перед началом разборки подвижного состава пришедшего в ремонт в
действующем состоянии необходимо снять с него аккумуляторные батареи и выпус-
тить воздух из резервуаров и воздухопроводов. Смотровые люки в полу подвижного
состава закрыть.
работы, выполняемые на кузове и крыше подвижного состава произво-
дить с технологических передвижных или стационарных боковых платформ.
снятие узлов и деталей с подвижного состава следует производить спе-
циальными приспособлениями.
перед снятием узлов проверить грузозахватные приспособления, пра-
вильность строповки и подготовленность узла для снятия, а также места для их ус-
тановки.
17
законсервированные составные части локомотивов расконсервировать с
удалением средств временной противокоррозионной защиты по установленной тех-
нологии.
все детали и узлы подвижного состава после разборки очистить. Очист-
ку узлов и деталей электровоза рекомендуется производить двухстадийную: узел в
сборе и затем детали после разборки. Очистку производить в моечных установках
(машинах) с применением моющих средств и последующим ополаскиванием водой.
Моющие средства не должны вызывать коррозию металлов.
пневматическое оборудование
(кран машиниста, компрессор, кран
вспомогательного тормоза, клапаны и др.) защитить от попадания посторонних
предметов. Все отверстия воздухопровода, узлов и механизмов пневматического
оборудования, поставляемых на сборку электровоза, на время перерывов в монтаже,
закрывать пробками или заглушками для предотвращения попадания внутрь посто-
ронних предметов, грязи.
для снятия внутренних колец роликовых подшипников с вала тягового
двигателя применять съемники. Для нагрева колец при снятии использовать индук-
ционные нагреватели.
смену деталей рессорного подвешивания производить механизирован-
ным способом.
при выкатке подвижного состава из цеха экипажную часть и автосцепку
подвижного состава полностью собрать.
при продувке магистрали во избежание удара соединительным тормоз-
ным рукавом необходимо использовать кронштейн для подвески соединительного
тормозного рукава или придерживать его рукой у соединительной головки.
выемку и установку поршня тормозного цилиндра производить при по-
мощи специального приспособления.
для разборки поршня после извлечения его из тормозного цилиндра не-
обходимо крышкой цилиндра сжать пружину настолько, чтобы можно было выбить
штифт головки штока и снять крышку, постепенно отпуская пружину до ее полного
разжатия.
18
обстукивание корпуса поглощающего аппарата с заклинившимися дета-
лями допускается производить только, если поглощающий аппарат находится в тя-
говом хомуте с упорной плитой.
перед свинчиванием двух последних (расположенных по диагонали) га-
ек со стяжных болтов нижней поддерживающей планки, для снятия с подвижного
состава поглощающего аппарата, под планку должен быть подставлен специальный
подъемник или другие грузоподъемные механизмы.
разборку и сборку поглощающего аппарата производить на специальном
стенде.
при сборке деталей механизма автосцепки для постановки замка на ме-
сто, нажатие на нижнее плечо собачки для поднятия и направления верхнего плеча
производить специальным приспособлением.
при выемке якоря в вертикальном положении применять рым—болт.
для установки якорей из вертикального положения в горизонтальное
(или наоборот) следует применять специальные кантователи.
применение стального ударного инструмента при снятии и установке
подшипников качения не допускается.
выпрессовку подшипника с вала производить с помощью специальных
съемников и прессов.
разборку кузова локомотива начинать с крыши, дверей, оконных рам
кабины машиниста, поручней, затем стены и пол.
перед снятием узлов проверить грузозахватные приспособления, пра-
вильность строповки и подготовленность узла для снятия, а также места для их ус-
тановки;
продувку электрических машин и тяговых электродвигателей электро-
воза производить в специальных камерах, оборудованных местным отсосом. Нахо-
ждение работников в специальной камере во время продувки запрещается;
выкатку тележек, колесно—моторного блока подъемку кузова, электро-
воза производить под руководством ответственного лица (бригадира, мастера);
19
при выкатывании колесно—моторного блока запрещается находиться
смотровой канаве.
2.1.33.3 Требования безопасности при ремонте экипажной части подвижно-
го состава:
работами по подъему (опусканию) кузовов локомотива должен руково-
дить мастер или бригадир, ответственный за безопасное производство работ дом-
кратами;
перед подъемом отцентрировать домкраты по опорам. На опорные по-
верхности домкратов установить деревянные прокладки толщиной 25 — 30 мм, сов-
падающие по площади с опорами;
при использовании для подъема мостовых кранов соблюдать требования
п. 2.1.12-2.1.14;
необходимо наблюдать при подъеме (опускании) кузова за работой дом-
кратов и горизонтальным положением кузова с каждой стороны, работу домкратов
осуществлять синхронно;
при подъеме кузова подвижного состава вначале его поднять на
50 — 100 мм и осмотреть тележечное оборудование;
запрещается находиться в кузове, на крыше и под кузовом подвижного
состава при их подъеме (опускании) и выкатке (подкатке) тележек;
если в процессе подъема необходимо выполнить работы по отсоедине-
нию отдельных деталей на тележке под кузовом, то подъем приостановить, подвести
тумбы под кузов при использовании домкратов без предохранительных гаек и осу-
ществить необходимые операции. После их выполнения произвести окончательный
подъем кузова подвижного состава;
колесные пары в сборе с тележками и колесные пары, стоящие на же-
лезнодорожных путях в цехе, закрепить тормозными башмаками или деревянными
клиньями.
перед перемещением подвижного состава прекратить работы по ремон-
ту экипажной части на крыше, в кузове, в смотровой канаве. Запретить нахождение
работников в смотровой канаве;
20
при выкатке локомотива из цеха экипажную часть и автосцепку под-
вижного состава полностью собрать;
не допускается оставлять инструмент на крыше кузова локомотива.
2.1.33.4 Требования безопасности при ремонте автосцепных устройств ло-
комотива:
снятие автосцепных устройств с подвижного состава и их постановку
производить с помощью специальных подъемников или грузоподъемными кранами,
оборудованными специальными приспособлениями.
2.1.33.5 Требование безопасности при ремонте и испытании электрообору-
дования:
испытания на электрическую прочность изоляции электровозов (элек-
тропробой) проводить в соответствии с Межотраслевыми правилами по охране тру-
да (правилами безопасности) при эксплуатации электроустановок, Правилами тех-
нической эксплуатации электроустановок потребителей, ГОСТ 12.3.019 (п. 60 при-
ложения Д), методиками, программами испытаний;
испытуемые электровозы на испытательной станции электровозов уста-
новить и надежно зафиксировать на специально отведенных местах встречно уста-
новленными тормозными башмаками;
производство работ по испытанию и опробованию электрооборудования
электровоза под высоким напряжением осуществлять по специально разработанной
на заводе инструкции, учитывающей особенности проведения испытания.
при выполнении работ по проверке и регулировке аппаратов обслужи-
вающий персонал должен стоять на резиновом коврике. Все приборы, используемые
при проведении ремонтно-наладочных работ, необходимо располагать на резино-
вых подставках или ковриках. Обслуживающий персонал должен использовать по-
веренные приборы.
работы по наладке электровоза, находящегося под контактным прово-
дом, производить при наличии на нем средств пожаротушения.
при поднятом и находящемся под напряжением токоприемнике не до-
пускается:
21
1)
подниматься на крышу электровоза;
2)
снимать ограждающие защитные приспособления (щиты, кожухи,
крышки коллекторных люков машин и прочие ограждения);
3)
производить вскрытие, ремонт, регулировку приборов и аппаратов,
за исключением случаев, специально оговоренных в инструкции;
4)
осматривать и ремонтировать электрическое, механическое и пнев-
матическое оборудование под кузовами, а также прикасаться к кожухам и ящикам
подкузовного оборудования, к электрическим аппаратам и вспомогательным маши-
нам в кузове электровоза.
2.1.33.6 Требования безопасности при выполнении сварочных работ:
баллоны со сжатыми газами, их эксплуатация, транспортирование и
хранение должны соответствовать требованиям Правил устройства и безопасной
эксплуатации сосудов, работающих под давлением;
сварочные работы выполнять сварщиками, выдержавшими испытания в
соответствии с Правилами аттестации сварщиков, имеющими удостоверение уста-
новленного образца.
при выполнении сварочных работ сварщики и работники, производящие
работы с ними обязаны быть в спецодежде, спецобуви и применять другие средства
индивидуальной защиты и предохранительные приспособления (защитные очки,
щитки) в зависимости от вида сварки и условий ее применения;
не допускать производство сварочных работы вблизи легковоспламе-
няющихся и огнеопасных материалов, а также на расстоянии менее 5 м от свежеок-
рашенных мест на локомотиве;
не допускать хранение на сварочном участке керосина, бензина и других
легковоспламеняющихся материалов;
сварочные провода от источника тока до рабочего места сварщика за-
щитить от механических повреждений. Запрещено использовать в качестве обратно-
го провода рельс;
22
заземлить корпус стационарной или передвижной сварочной машины,
трансформатора, а также свариваемую деталь во все время выполнения сварочных
работ;
для предупреждения воздействия сварочной дуги на другие рабочие
места, места выполнения сварки оградить переносными ширмами, щитами или спе-
циальными шторами высотой не менее 1,8 м;
2.1.33.7 Требования безопасности при выполнении окрасочных работ:
все производственные процессы, связанные с окраской локомотива и его
деталей, выполнять с соблюдением Правил техники безопасности и производствен-
ной санитарии для окрасочных цехов и участков предприятий железнодорожного
транспорта, Межотраслевых правил по охране труда при окрасочных работах, Пра-
вил пожарной безопасности на железнодорожном транспорте, Правил пожарной
безопасности в Российской Федерации и ГОСТ 12.3.005 (п. 64 приложения Д);
работы, связанные с окраской локомотива, производить в малярных уча-
стках или отделениях, а в случае их отсутствия - на позициях, оборудованных при-
точно—вытяжной вентиляцией и противопожарными устройствами или на откры-
том воздухе при температуре не ниже плюс 5 °С;
окраску локомотива распылителем производить в малярном участке или
отделении, изолированном от соседних помещений завода сплошными несгораемы-
ми перегородками и оборудованном вентиляцией, обеспечивающей на рабочих мес-
тах допустимые концентрации паров растворителей и красочной пыли в воздухе, а
при отсутствии малярного участка или отделения - на открытом воздухе;
очистку поверхности ручным или механизированным инструментом
следует производить в местах, оборудованных местной вытяжной вентиляцией;
операции снятия старой краски, сухой очистки поверхностей, подлежа-
щих окраске (дробеструйная, ручным пневмоинструментом) осуществлять в поме-
щении завода, изолированном от общего окрасочного цеха, оборудованном эффек-
тивной приточно—вытяжной вентиляцией;
для очистки и окраски локомотива применять специальные подмости
(площадки) стационарного или передвижного типа. Применение в качестве подмос-
23
тей стремянок с укрепленными на них досками, служащими как настил, запрещает-
ся;
нанесение трафаретов допускается производить с приставных лестниц;
2.1.33.8 Требования безопасности при работе на крыше
при работах на крыше электровоза выполнять меры безопасности, ука-
занные в разделе 1 Руководства по эксплуатации 3ТС.000.003РЭ8 (п. 26 приложения
Д). Если электровоз стоит под контактным проводом, то находиться на крыше элек-
тровоза можно только в случае, когда напряжение в контактном проводе отсутству-
ет и этот провод надежно заземлен с обеих сторон. При работе на крыше принять
меры, предотвращающие падение с крыши.
перед началом работы убедиться, что из главных резервуаров и из цепей
управления выпущен сжатый воздух, а их краны перекрыты. Однако, во избежание
всяких случайностей и связанных с этим травм, стараться не находиться в зоне дей-
ствия подвижных частей токоприѐмников и разъединителей. При работе непосред-
ственно с этими аппаратами предпринять дополнительные меры безопасности, на-
пример, повесить предупреждающий плакат «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮ-
ДИ!» на краны, перекрывающие доступ воздуха к токоприѐмникам.
2.1.33.9 Требования безопасности при обслуживании аккумуляторных бата-
рей:
при транспортировке ящиков с элементами аккумуляторной батареи
применять грузозахватное приспособление, обеспечивающее надежный захват;
пробки заливочных отверстий аккумуляторных банок при транспорти-
ровке должны быть завернуты;
необходимо соблюдать осторожность во время крепления перемычек
аккумуляторных батарей торцовыми ключами; ручки торцовых ключей изолиро-
вать; класть инструмент и металлические детали на батареи запрещается;
при соединении перемычек и осмотре аккумуляторной батареи непо-
средственно на локомотиве применять переносные электрические светильники на-
пряжением не выше 12 В, оборудованные неметаллической арматурой. Подводящие
провода заключить в резиновые шланги.
24
2.1.33.10 Требования безопасности при обкатке локомотивов:
локомотив на обкаточные испытания отправляется полностью отремон-
тированным, проверенным и удовлетворяющим Правилам технической эксплуата-
ции железных дорог Российской Федерации;
обкаточные испытания локомотивов проводить работниками, имеющие
право управления локомотивом и прошедшие проверку знаний в соответствии с
приказом МПС России от 17 ноября 2000 г. N 28Ц;
лица, не причастные к обкаточным испытаниям, на локомотивы не до-
пускаются;
прежде чем привести в движение локомотив, машинист должен убе-
диться, что его помощник и лица, присутствующие при обкатке локомотива, нахо-
дятся на локомотиве и железнодорожный путь следования свободен;
при движении запрещается находиться на крыше, подножках и других
наружных частях, входить и выходить на ходу локомотива;
приступать к осмотру ходовых частей экипажной части локомотивов в
период обкатки следует только после полной его остановки, убедившись в том, что
локомотив заторможен. При осмотре локомотива запрещается выходить за пределы
середины междупутья;
при порче в пути каких—либо приборов, находящихся под давлением,
изломе кранов, разрыве трубок необходимо немедленно отключить неисправный
прибор от источника питания сжатым воздухом;
2.1.34 Меры безопасности при ремонтах ходовой части и тяговых двигате-
лей:
работы производить при закрепленном от перемещения электровозе.
При ремонте (осмотре) не находиться в опасной близости от колес электровоза. При
смене тормозных накладок необходимо закрепить электровоз тормозными накаточ-
ными башмаками и перекрыть разобщительными кранами магистрали тормозных ци-
линдров тех тележек, на которых производится ремонт.
25
при наличии сжатого воздуха в пневматической системе смену тормоз-
ных накладок и колодок блока восстановления поверхности катания производить
при условии выполнения требования:
1) перекрыть краны КрРШ6, КрРШ7 и КрРШ8 в блоке исполнительно-
го оборудования и вывесить стандартные плакаты «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ
ЛЮДИ!»;
2) перекрыть кран КрРШ4 в блоке тормозного оборудования и убедить-
ся по манометру МН3 в отсутствии сжатого воздуха и вывесить стандартные плака-
ты «НЕ ВКЛЮЧАТЬ! РАБОТАЮТ ЛЮДИ!»
Эти же действия должны выполняться и при работах на тяговых двигателях.
2.1.35 Администрация ремонтного предприятия должна обеспечить предва-
рительное и периодическое медицинское обследование работников связанных с ре-
монтом и модернизацией локомотивов.
26
3
Требования на ремонт
3.1 Общие требования.
3.1.1 При выполнении капитального ремонта локомотивов заменить обору-
дование с истекшим сроком службы на новое. Допускается установка аналогичного
оборудования других типов и марок с улучшенными техническими характеристика-
ми и утвержденного к применению на подвижном составе Дирекцией тяги
ОАО «РЖД» при условии выполнения требований инструкции ЦТ-ЦТВР-409 (п. 3
приложения Д).
3.1.2 При испытании локомотивы должны проходить обкатку в действую-
щем состоянии на магистральных путях железной дороги, узлы и агрегаты прове-
рить и испытать на испытательном оборудовании (стендах). Результаты испытаний
зафиксировать в протоколах испытаний и журналах установленной формы.
3.1.3 Локомотивы на обкатку разрешается отправлять только после оконча-
ния ремонта, при этом они должны удовлетворять требованиям Правил технической
эксплуатации железных дорог Российской Федерации и иметь внутризаводской пас-
порт ремонта, оформленный по всем операциям, предшествующим обкатке.
3.1.4 Объекты ремонта считать отремонтированными только после устра-
нения всех дефектов, обнаруженных при обкатке на магистральных путях или прие-
мо—сдаточных испытаниях на заводе (для узлов и агрегатов), полного укомплекто-
вания их всеми частями и деталями, после заполнения технических и электронных
паспортов и оформления акта приемки объекта из ремонта.
3.1.5 При отсутствии у завода условий для обкатки локомотивов в дейст-
вующем состоянии на магистральных путях, их обкатку производить в депо припис-
ки по договору, заключенному между депо приписки отремонтированного подвиж-
ного состава и заводом на весь ремонтируемый подвижной состав по годовому пла-
ну ремонта.
3.1.6 При выпуске электровозов из среднего и капитального ремонта в зим-
нее время, они должны быть оборудованы снегозащитными устройствами и заправ-
лены зимними смазками.
27
3.1.7 Требования к транспортировке электровоза.
3.1.7.1 Перед отправкой на ремонтный завод в недействующем состоянии с
электровоза снимаются и хранятся в локомотивном депо: аккумуляторные батареи,
аптечка, радиостанция, дополнительные устройства безопасности, бытовой холо-
дильник, электрические плитки.
В действующем состоянии (с аккумуляторными батареями, радиостанцией и
дополнительными устройствами безопасности) пересылка электровоза допускается
- в пределах железной дороги, на которой находится завод, а также со смежных же-
лезных дорог, примыкающих к железной дороге, где расположен ремонтный завод,
при условии, что электровоз не ограничивается состоянием пути и искусственными
сооружениями. Перечень основных и дополнительных устройств безопасности, ус-
танавливаемых на локомотивы приведен в Приложении М настоящего Руководства.
3.1.7.2 Электровоз, сдаваемый в ремонт, должен быть укомплектован всеми
частями и деталями, предусмотренными конструкцией (в соответствии с конструк-
торской документацией), а также необходимым инструментом и инвентарем для его
следования в ремонт и из ремонта (приложение О), комплектом заряженных огне-
тушителей, сопроводительной и технической документацией.
3.1.7.3 При отправке электровоза в ремонт запрещается снимать и подменять
узлы, агрегаты и детали. Исключение составляют тяговые двигатели и вспомога-
тельные электрические машины, не требующие среднего или капитального ремонта,
которые могут заменяться депо на другие электрические машины того же типа и
подлежащие среднему или капитальному ремонту. Замена на электрические маши-
ны, требующие исключения из инвентаря, запрещается.
3.1.7.4 По согласованию с заводом депо может снять с электровозов, отправ-
ляемых в ремонт отдельные узлы, агрегаты, детали и аппараты, подлежащие замене
на заводе другими в связи с модернизацией или в соответствии с настоящим руко-
водством, но годные для дальнейшего использования.
3.1.7.5 Электровоз, направляемый в ремонт, перед отправкой на завод дол-
жен быть очищен от грязи, кабины машиниста и машинные помещения убраны, са-
28
нитарные узлы промыты и продезинфицированны (подвергнуты санитарной обра-
ботке).
3.1.7.6 После транспортировки электровоза в действующем состоянии трубо-
проводы продуть сжатым воздухом, бункера песочниц освободить от песка.
3.1.7.7 Инструмент, инвентарь, в том числе ключи от замков дверей кабины,
сигнальные принадлежности и оборудование для проводников (печи, топчаны и
т.п.), прибывшие с локомотивом, сохраняются и возвращаются при выпуске под-
вижного состава из ремонта в том же количестве, в каком они были сданы на завод.
3.1.7.8 Неисправный инструмент, инвентарь, сигнальные принадлежности,
завод обязан восстановить, а недостающий инвентарь и инструмент доукомплекто-
вать новым при наличии письменной заявки заказчика.
3.1.7.9 Порядок сдачи и приемки локомотивов, поступивших на ремонт на
завод, определяется ЦТ-ЦТВР-409 (п. 3 приложения Д).
3.1.7.10 Сдачу и прием электровоза в ремонт производить на путях завода.
3.1.7.11 На каждый прибывший и принятый в ремонт локомотив составлять
приемочный акт.
3.1.7.12 Началом ремонта электровоза считать дату подписания заводом ак-
та о приемке локомотива в ремонт.
3.2 Требования на дефектацию
3.2.1 Дефектацию электровоза в сборе и определение объема работ по ре-
монту узлов и деталей производить работниками отделов (бюро) по определению
объема ремонта.
3.2.2 В зависимости от габаритов узлов и деталей, материала, предполагае-
мого места расположения дефектов, для их обнаружения рекомендуется применять
следующие методы неразрушающего контроля:
визуально-оптический;
магнитопорошковый;
вихретоковый (трансформаторный, параметрический);
цветной;
отраженного излучения;
29
акустический;
капиллярный.
3.2.3 Громоздкие детали (рама кузова, рама тележки стены и крыша кузова
и т.п.) дефектируют непосредственно на рабочих местах их ремонта.
3.2.4 Работники заводов, выполняющие дефектацию узлов и деталей долж-
ны выявлять состояние узлов, деталей и сопряжений путем сравнения фактических
показателей с данными настоящего Руководства, конструкторской и технической
документации, где приведены нормальные, допустимые и предельные значения раз-
меров и параметров узлов и деталей.
3.2.5 При дефектации рекомендуется сортировать детали на пять групп и
маркировать краской соответствующего цвета:
годные - зеленой;
годные при сопряжении с новыми или восстановленными до номиналь-
ных размеров - желтой;
подлежащие восстановлению на данном предприятии - белой;
подлежащие восстановлению на специализированных предприятиях -
синей;
негодные или выбракованные - красной.
3.2.6 После сортировки годные детали, не вышедшие из допустимых пара-
метров состояния, отправлять в комплектовочное отделение; детали, подлежащие
восстановлению, транспортировать на склад деталей, ожидающих ремонта или не-
посредственно к месту ремонта.
3.2.7 В результате дефектации узлов, деталей и сопряжений рекомендуется
составлять ведомость дефектов, которая является основным документом для даль-
нейшего проведения ремонтных работ, восстановительных операций, выявления по-
требности в запасных частях и ремонтных материалах, определяющих стоимость
ремонта электровоза.
3.2.8 По результатам дефектации выявляют возможность последующего
использования узлов и деталей без восстановления, с восстановлением или необхо-
димость замены новыми.
30
3.2.9 Перечень деталей, подлежащих неразрушающему методу контроля
(ультразвуковой, магнитопорошковый, вихретоковый, капиллярный) приведен в
приложении Е настоящего Руководства.
3.3 Общие требования по сварке
3.3.1 Подготовка к выполнению сварочных работ и их производство долж-
ны соответствовать требованиям ЦТ-336 (п. 13 приложения Д) и СТО РЖД 13.003-
2012 (п.102 приложения Д).
3.3.2 Ремонтируемые наплавкой детали электровозов доводить до чертеж-
ных размеров или размеров указанных в настоящем Руководстве, если не имеется
других указаний.
3.3.3 Сварочные работы в местах, имеющих не огнестойкую термоизоля-
цию и электроизоляцию или деревянные детали, выполнять с обязательной разбор-
кой и удалением этих деталей для исключения их соприкосновения с нагретым ме-
таллом, электродом и попадания на них искр и брызг расплавленного металла.
3.3.4 Чисто обработанные поверхности, электрические и неогнестойкие де-
тали электровозов, расположенные вблизи места сварки, при ее выполнении закры-
вать асбестовым листом или другим подобным материалом во избежание попадания
на них брызг расплавленного металла или касания электродом.
3.3.5 При проведении ответственных сварочных работ по заварке трещин,
вварке вставок и приварке усиливающих накладок на рамах тележек, раме кузова,
центрах колѐсных пар, остовах электрических машин, воздушных резервуарах детали
после подготовки к сварке должны быть осмотрены работником ОТК и после сварки
окончательно приняты.
3.3.6 Выполнение указанных работ регистрировать в технических паспор-
тах электровозов.
31
4
Ремонт
4.1 Общие требования к креплению и гальваническому покрытию деталей.
4.1.1 При креплении деталей электровоза запрещается оставлять или уста-
навливать болты и гайки, имеющие разработанную резьбу или забитые грани, а
также ставить болты, не соответствующие размерам отверстий в соединяемых дета-
лях.
4.1.2 В болтовых соединениях гайку стопорить шплинтом, контргайкой,
упругой или отгибной шайбой в соответствии с чертежом. Затяжку гаек болтов про-
изводить согласно регламента, установленного чертежом или технологическим про-
цессом сборки.
4.1.3 Резьбу болтового соединения перед его сборкой смазать. Марки сма-
зок должны соответствовать инструкции 01ДК.421457.001И (п.11 приложения Д).
4.1.4 Болты и валики ставят таким образом, чтобы фиксирующие их гайки
и шплинты были с наружной стороны, за исключением тех, иная постановка кото-
рых предусмотрена конструкцией.
4.1.5 Заклепки должны заполнять отверстия и плотно сжимать соединяе-
мые детали. Головки заклепок должны быть полномерными, без зарубок и вмятин,
плотно прилегать к соединяемым деталям и располагаться центрально по отноше-
нию к оси стержня. Головки потайных заклепок не должны выступать от поверхно-
сти листа более чем на 1 мм. Заклепки подлежат замене при наличии признаков ос-
лабления (дребезжание при остукивании молотком), трещин в головках и других
дефектов.
4.1.6 Гальваническое покрытие деталей путем хромирования, меднения,
осталивания, никелирования, цинкования, кадмирования, оксидирования и др. вы-
полнять в соответствии с требованиями действующей нормативно—технической
документации.
32
4.2 Ремонт тележек
4.2.1 Рама тележки (средний ремонт)
4.2.1.1 Осмотреть предварительно обмытую раму тележки на предмет обна-
ружения трещин, изломов, выработки в раме, боковинах средних и концевых бал-
ках, кронштейнах буксовых, опорах кузова, фланцах крепления гидродемпферов,
кронштейнах крепления тяговых двигателей, кронштейнах тормозной системы,
кронштейна тягового.
4.2.1.2 При осмотре рамы особое внимание уделить состоянию сварных
швов, которые зачистить до чистого металла и проверить на отсутствие трещин ме-
тодом неразрушающего контроля согласно требованиям чертежа 5ТС.085.045.
4.2.1.3 Разделку и заварку трещин и надрывов в раме тележки, а также при-
варку усиливающих накладок выполнить в соответствии с требованиями
ЦТ-336 (п.13 приложения Д), утвержденными чертежами и технологическими про-
цессами.
4.2.1.4 Сварочные работы должны выполняться сварщиками, сдавшими пе-
риодические испытания согласно действующим Правилам аттестации сварщиков и
специалистов сварочного производства и имеющими квалификационный разряд, со-
ответствующий разряду работ.
4.2.1.5 Сварные швы не должны иметь трещин, несплавлений по кромкам,
наплывов, прожогов, кратеров.
4.2.1.6 В паспорте электровоза делать обязательные записи о выполнении ра-
бот по заварке трещин, усилении накладками и замене частей рамы тележки с при-
ложением эскизов, указывающих места на которых выполнены работы.
4.2.1.7 Рамные боковины, имеющие прогиб на всей длине более допустимого
(вертикальный от 6 до 15 мм) выправлять с подогревом мест, имеющих прогиб.
4.2.1.8 Расстояние между внутренними плоскостями проемов буксовых
кронштейнов правой и левой боковин (перпендикулярно продольной оси тележки),
должны соответствовать требованиям настоящего Руководства.(Приложение А)
33
4.2.1.9 Расстояние между внутренними плоскостями проемов для поводков в
буксовых кронштейнах и смещение паза для валиков поводков буксовых кронштей-
нов должны соответствовать требованиям настоящего Руководства. (Приложение А)
4.2.1.10 Проверку параметров рам тележек выполнять с помощью лазерных,
оптических, аналоговых приборов и других систем контроля, обеспечивающих не-
обходимую точность измерения, предусмотренных технологическими процессами.
Отклонения в размерах должны быть в пределах норм допусков и износов и прило-
жения А настоящего Руководства.
4.2.1.11 Местные износы и вмятины рам глубиной более 5 и менее 15 мм
восстановить электронаплавкой с последующей зачисткой заподлицо с основным
металлом.
4.2.1.12 Изношенные поверхности кронштейнов крепления тяговых двига-
телей, восстановить электронаплавкой с последующей механической обработкой по
чертежу.
4.2.1.13 Поверхности под продольные балансиры восстановить приваркой
накладок с последующей механической обработкой.
4.2.1.14 Накладки под горизонтальные и вертикальные упоры при износе до
2 мм восстановить электронаплавкой с последующей зачисткой заподлицо с основ-
ным металлом.
4.2.1.15 Проверить калибром размеры всех отверстий рамы тележки. В слу-
чае выработки отверстий более чертежных восстановить сменой втулок. Отверстия
под втулки рессорного подвешивания и тормозной рычажной передачи расточить с
увеличением диаметра не более чем на 1,5 мм от чертежного размера с градациями
через 0,2 мм. Новые втулки изготовить из материала предусматриваемого чертежа-
ми.
4.2.1.16 Кронштейны крепления тягового двигателя и тормозной рычажной
передачи при наличии трещин срезать и приварить новые. Проверить калибром от-
верстия под посадку втулок. Овальность отверстий под втулки в кронштейнах рам
тележек допускается не более 0,2 мм. Отверстия с большей овальностью восстано-
вить до чертежных размеров: до 1 мм - расточкой под запрессовку увеличенной
34
втулки; более 1 мм - наплавкой с последующей механической обработкой до чер-
тежных размеров.
4.2.1.17 Клиновые пазы в кронштейнах рамы под буксовые тяги проверить
шаблоном. Зазор между дном паза и узкой гранью клинового шаблона (при приле-
гании шаблона к стенке паза не менее 50 %) должен быть не менее 1 мм. Изношен-
ные клиновые пазы кронштейнов под буксовые поводки восстановить наплавкой до
чертежных размеров. Наплавку выполнить в соответствии с требованиями ЦТ—336
(п.13 приложения Д).
4.2.1.18 Ремонт и замену элементов рамы тележки производить согласно
ЦТ-336 (п. 13 приложения Д), чертежам и технологической документации.
4.2.1.19 При ремонте рамы тележки запрещается заваривать:
трещины повторно;
трещины в кронштейнах тормозных цилиндров;
трещины в ранее поставленных усилениях рам;
трещины в буксовых кронштейнах;
трещины в тяговом кронштейне;
трещины в местах крепления гасителей фрикционных колебаний.
При наличии перечисленных дефектов рама подлежит списанию в установ-
ленном порядке.
4.2.1.20 После ремонта рама тележки должна соответствовать требованиям
конструкторской документации и приложения А настоящего Руководства.
4.2.2 Рама тележки (капитальный ремонт)
4.2.2.1 Выполнить требования пунктов 4.2.1-4.2.1.20.
4.2.2.2 Отверстия под втулки в раме тележки имеющие износ более 0,5 мм
заварить с последующей механической обработкой.
4.2.2.3 Накладки под горизонтальные и вертикальные упоры второй ступени
подвешивания при износе более 1 мм заменить.
4.2.3 Гидродемпферы буксовой и кузовной (вертикальные и горизонталь-
ные) ступеней подвешивания (средний и капитальный ремонт).
35
4.2.3.1 Предварительно очищенные гидравлические гасители колебаний пол-
ностью разобрать. Детали очистить, промыть в керосине или мыльной эмульсии. За-
тем все детали обдуть сжатым воздухом, протереть насухо и осмотреть.
4.2.3.2 У деталей гидродемпфера не допускаются задиры, вмятины, выбоины,
трещины, риски, коррозия, ступенчатая выработка, срыв и смятие резьбы, течь по
сварному шву, перекос защитного кожуха относительно корпуса и износ валиков в
головках гасителей.
4.2.3.3 Все резиновые и пластмассовые детали заменить новыми.
4.2.3.4 Гайки - скребки накернить, гайки корпуса застопорить, гайки крепле-
ния затянуть и застопорить, штифтовые отверстия накернить в проушинах с двух
сторон.
4.2.3.5 После сборки в гидродемпфер через металлическую сетку залить мас-
ло, произвести прокачку для заполнения маслом рабочего цилиндра, удаления воз-
духа и проверки герметичности сальников уплотнения. Шток в рабочем цилиндре
должен плавно, без заеданий перемещаться по всей длине хода.
4.2.3.6 Объективный контроль работоспособности гидрогасителей произво-
дить на ежегодно аттестованных стендах методом гармонических колебаний с запи-
сью рабочей (диссипативной) диаграммы. По диаграмме определить параметр со-
противления, его соответствие нормативным значениям, усилия сопротивления, их
симметричность на ходах сжатия-растяжения и предельные значения в клапанном
режиме. Диаграммы вложить в паспорт электровоза.
4.2.3.7 Проверить гидродемпферы на течь масла при снятом верхнем кожухе,
путем выдерживания их в горизонтальном положении в течение двух часов. Течь
масла не допускается.
4.2.3.8 После завершения испытаний и окончательной сборки, на видимой
поверхности нижней головки гидродемпфера нанести четкое клеймо с указанием
месяца и года ремонта, а также наименование предприятия, проводившего ремонт.
4.2.3.9 Ремонт гидродемпферов выполнить в соответствии с ЦТтр-10 (п.38
приложения Д).
36
4.2.4 Система смазки гребней АГС-8 (средний и капитальный ремонт)
4.2.4.1 Произвести демонтаж, очистку и ремонт, проверить наличие и внеш-
нюю целостность деталей и узлов системы. Кронштейны, подвергшиеся деформа-
ции выправить, трещины заварить. Кронштейны, не подлежащие ремонту заменить
новыми. Маслопроводы, гибкие шланги, форсунки и муфты очистить, промыть ке-
росином и продуть сжатым воздухом. Резиновые рукава при наличии трещин, по-
тертостей, расслоений заменить. Бак объемом 15 дм3 для смазки «ПУМА-МГ» про-
мыть керосином, провести гидравлические испытания давлением 1,4 МПа в течение
5 минут, обратив внимание на целостность прокладки пробки (в противном случае
заменить ее). Масляный фильтр снять, разобрать, промыть керосином, собрать.
4.2.4.2 Ремонт автоматического гребнесмазывателя производить в соответст-
вии с АГС8 Э5К.00.00РЭ. Отремонтированный гребнесмазыватель должен соответ-
ствовать ТУ32 Цт 2194-93 (п.73 приложения Д).
4.2.4.3 После окончательного монтажа системы гребнесмазывателей на элек-
тровозе,
проверить
работоспособность
согласно
(3ТС.000.003ПМ) (п.9 приложения Д).
4.2.5 Пара колесная (средний и капитальный ремонт)
4.2.5.1 Производить полное освидетельствование колесных пар в соответст-
вии с требованиями ЦТ-329 (п.50 приложения Д).
4.2.5.2 Элементы каждой колесной пары проверить магнитопорошковым,
вихретоковым и ультразвуковым методами контроля в соответствии с ЦТт-18/1
(п. 34 приложения Д), ЦТт-18/2 (п. 35 приложения Д), ЦТт-18/3 (п. 36 приложения
Д).
4.2.5.3 Ремонт и новое формирование колесных пар выполнить в соответст-
вии с требованиями инструкции ЦТ—329 (п. 50 приложения Д). Элементы колесной
пары с истекшим сроком службы подлежат обязательной замене.
Колесные пары после ремонта должны соответствовать требованиям конст-
рукторской документации 5ТС.224.065, либо быть в пределах допусков установлен-
ных в Приложении А настоящего Руководства.
37
4.2.6 Рессорное подвешивание буксовой ступени (средний и капитальный
ремонт)
4.2.6.1 Детали рессорного подвешивания снять, очистить и осмотреть. Опоры
пружин рессорного подвешивания заменить при наличии трещин, изломов. Трещи-
ны в сварных швах разделать и заварить. Износ опорных поверхностей под пружи-
ны свыше 1 мм устранить наплавкой и обработкой по чертежу.
4.2.6.2 Изношенные втулки заменить новыми или восстановить наплавкой с
последующей обработкой по чертежу.
4.2.6.3 Пружины проверить магнитным дефектоскопом, дефекты обнаружен-
ные в пределах чувствительности по ГОСТ 21105 (п.67 приложения Д) не допуска-
ются.
4.2.6.4 Пружины, имеющие трещины, сколы, изломы витков, волосовины,
выработку и коррозионное повреждение более 10 % площади сечения витка - заме-
нить.
4.2.6.5 Высота пружин в свободном состоянии должна быть в пределах
от 350,5 до 356,5 мм. Пружину заменить новой при высоте в свободном состоянии
менее 342 мм.
Пружины просевшие, имеющие перекос, неплоскостность опорных витков
допускается восстанавливать согласно РД.103.11.896-82 (п.15 приложения Д).
4.2.6.6 На механически обработанных опорных поверхностях пружин допус-
каются отдельные пологие черновины глубиной не более 1,0 мм общей площадью
не более 30 % опорной поверхности.
4.2.6.7 Касание витков пружины между собой, кроме концевых не допускает-
ся.
4.2.6.8 Разница прогибов пружин под тарировочной нагрузкой в пределах
одной тележки не более 2 мм.
4.2.6.9 Нормы допусков и износов на рессорное подвешивание приведены в
разделе 7 приложения А.
4.2.7 Буксы (средний и капитальный ремонт)
38

вать шайбу на 90º. Валики амортизаторов заменить при наличии трещин. Износ
клиновой части по ширине свыше 0,2 мм устранить напылением или наплавкой и
обработать по чертежу.
4.2.7.13 Контроль качества посадки клиновых поверхностей валиков тяг,
осуществить щупом. Допускается местный зазор не более 0,3 глубиной 20 мм.
4.2.7.14 При механической обработке валика амортизатора обратить внима-
ние на следующие технические требования:
уклон клиновых плоскостей между собой 1:10;
смещение оси клинового хвостовика относительно оси отверстия диа-
метра 64,65 не более 0,5 мм;
смещение боковых поверхностей клиньев хвостовика между собой не
более 0,1 мм.
4.2.7.15 При сборке амортизатора (валика) тяги соблюдать следующие тре-
бования:
перекос торца резиновой втулки относительно торца наружной втулки
не более 4 мм; выворачивания и надрывы резиновой втулки не допускаются;
отклонение клиновых хвостовиков валиков тяг от номинального поло-
жения не более 20';
перед запрессовкой производить смазку резины и всех соприкасающих-
ся поверхностей смесью 15-25 % масла касторового и 15-75 % этилового спирта;
после формирования амортизаторы выдержать в течение 10 дней при
температуре от плюс 15 до плюс 30 ºС в темноте;
маркировку располагать на торце валика согласно требованиям чертежа,
обратив внимание, что при запрессовке валиков в тягу маркировка располагалась с
одной стороны тяги.
4.2.7.16 Валики резинометаллических блоков испытать под нагрузкой в со-
ответствии с чертежом. На шайбах допускаются вмятины глубиной до 3 мм.
4.2.7.17 Ремонт, формирование и подбор характеристик резинометалличе-
ских элементов буксовых тяг выполнить в соответствии с ТИ-175
(п.20 приложения Д).
41
4.2.7.18 При сборке буксовых узлов и подкатке колесных пар обратить вни-
мание на соблюдения следующих условий:
натяг внутренних колец подшипников на шейке оси должен быть в пре-
делах от 0,04 до 0,06 мм;
наружные кольца подшипников с роликами и сепараторами установить
в корпус буксы с гарантированным зазором, согласно чертежу;
осевой разбег двух спаренных подшипников (осевой разбег букс) дол-
жен быть в пределах от 1,0 до 1,5 мм. Достигнуть путем подбора дистанционных
колец по толщине;
радиальный зазор роликоподшипников при подборе их в свободном со-
стоянии составляет от 0,145 до 0,210 мм. Разность радиальных зазоров двух ролико-
подшипников на одной буксе не более 0,03 мм;
зазоры между узкой клиновой частью валика поводка и дном паза в ще-
ке буксы и в кронштейне на раме тележки в сборке должны быть в пределах норм
прилегание клина валика в пазу кронштейна рамы к щеке буксы должно быть не ме-
нее 70 %, при этом местные зазоры в местах неприлегания допускаются не более
0,1 мм;
разность поперечной жесткости тяг, определенная при нагружении си-
лой 40 кН, для одной колесной пары должна удовлетворять значению, установлен-
ному в конструкторской документации, и не должна превышать 5 %;
пространство в лабиринте задней крышки, между задней крышкой и
подшипником, между подшипниками, между передней крышкой и подшипником
заполнить смазкой пластинчатой Буксол ТУ 0254-107-01124328-01 (п.70 приложе-
ния Д), обратить внимание, что смазка должна заполнить 1/3 свободного объема пе-
редней части буксы;
момент затяжки болтов крепления тяг и крышек от 171,7 до 196,2 Н·м.
4.2.7.19 При сборке буксовых узлов и подкатке колесных пар соблюдать
требования конструкторской документации.
4.2.7.20 Значения параметров букс приведены в приложении А.
42
4.2.8 Кожуха зубчатых передач (средний и капитальный ремонт)
4.2.8.1 Кожуха зубчатых передач снять, тщательно очистить, проверить на
отсутствие вмятин, трещин в листах и сварных швах. Допускаются местные вмяти-
ны до 3 мм.
4.2.8.2 Трещины в кожухах при ремонте заваривать в соответствии с
ЦТ-336 (п.13 приложения Д).
4.2.8.3 Кожух зубчатой передачи, имеющий пробоину, ремонтируется при-
варкой накладки, которая должна перекрывать отверстия пробоин не менее 20 мм.
Перед постановкой накладки вмятины выправляются, острые кромки пробоины за-
кругляются.
4.2.8.4 Кожуха зубчатых передач заменить новыми при наличии в них:
более двух пробоин в любом месте на боковинах и желобах;
пробоины расположенной в месте не позволяющем приварить накладку
с перекрытием отверстия не менее чем на 50 мм;
пробоины в любом месте на боковинах и желобах, если на кожухе уже
имеется две накладки;
сколов боковин в пазах под уплотнения;
износа (стертости) внутренних поверхностей боковин и желобов более
1 мм.
4.2.8.5 Сапуны (атмосферные трубки) прочистить и промыть.
4.2.8.6 Маслозаправочные и масломерные устройства ремонтировать с заме-
ной уплотнений и пружин. Проверить исправность и плотность пробок кожухов.
4.2.8.7 Негодные уплотняющие пластины (козырьки) и фланцы срубить, за-
чистить места их приварки от старых швов, подогнать новые пластины, фланцы и
приварить.
4.2.8.8 Уплотнения кожухов заменить новыми. Высота уплотнений над
фланцами должна соответствовать требованиям конструкторской документации.
Войлочные уплотнения пропитать в изокерите или парафине опрессовать до разме-
ров, предусмотренных технической документацией. Уплотнения плотно вставить в
канавки фланцев и выровнять обрезкой.
43
4.2.8.9 Резьбу в бобышках проверить калибром. При необходимости резьбу
восстановить до чертежных размеров методом заплавления резьбового отверстия
сваркой с последующим сверлением и нарезанием аналогичной резьбы. Обратить
внимание, что устанавливаемый на электровоз комплект кожухов зубчатой переда-
чи, должен иметь бобышки под болты крепления с мелкой, либо с крупной резьбой.
4.2.8.10 Проверить состояние крепящих и сочленяющих болтов кожухов.
Резьбу проверить калибрами. Резьба гаек болтов должна соответствовать требова-
ниям конструкторской документации. Пружинные шайбы болтов крепления кожу-
хов, а также стопорящие пластины заменить новыми.
4.2.8.11 Расстояние между центрами скоб для крепления кожуха к остову
ТЭД должно соответствовать чертежу.
4.2.8.12 Покрытие внутренних и наружных поверхностей кожуха выполнять
в соответствии с требованиями действующей конструкторской документацией.
4.2.8.13 После ремонта кожуха проверить на плотность керосином, течь и
потение не допускаются.
4.2.8.14 Половинки кожухов плотно пригнать в стыке. На линии по разъему
между кожухами допускается до установки уплотнительных прокладок зазор не бо-
лее 3 мм по всей длине при условии отсутствия течи смазки по горловинам. Между
половинками кожухов разрешается закладывать прокладки из войлока и других уп-
лотняющих материалов.
4.2.8.15 Размер между шестерней и кожухом должен быть не менее 10 мм
при рабочем положении якоря и зазорах согласно чертежа 6ТС.031.628 СБ. Для ре-
гулировки положения кожуха разрешается установка шайб на крепящие болты меж-
ду остовом двигателя и кожухом.
4.2.8.16 Собранные кожуха заправить смазкой в соответствии с
01ДК.421457.001 И (п.11 приложения Д).
4.2.9 Подвески тяговых электродвигателей (средний и капитальный ре-
монт)
44
4.2.9.1 Маятниковые подвески тяговых электродвигателей осмотреть, детали
проверить ультразвуковым методом контроля согласно ЦТт-18/3 (п.36 приложения
Д).
4.2.9.2 Трещины любых размеров на подвеске не допускаются.
4.2.9.3 Проверить состояние втулок, валиков, резьбы подвесок и их гаек, а
также кронштейнов и их крепежных деталей. Несоответствующие допустимым зна-
чениям параметров детали заменить.
4.2.9.4 Валики восстановить электронаплавкой с последующей механической
обработкой по чертежу.
4.2.9.5 Допускается восстанавливать резьбу подвески наплавкой и обработ-
кой по чертежу.
4.2.9.6 Все резиновые шайбы заменить новыми. Выпучивание резины шайб
за габариты расточек в металлических дисках, трещины и надрывы в резине шайб не
допускаются.
4.2.9.7 Наличие масла на поверхности резиновых шайб не допускается.
4.2.9.8 Сборку подвески осуществить согласно требованиям чертежа, особое
внимание обратить на правильность установки и затяжки резиновых шайб, проверке
надежности крепления подвески к раме тележки, кронштейна к остову двигателя,
дисков на подвеске.
4.2.10 Система тормозная (средний и капитальный ремонт)
4.2.10.1 Тормозную рычажную передачу разобрать, очистить, осмотреть на
отсутствие трещин и повреждений на тягах, поперечинах, подвесках, балансирах,
башмаках, колодках. Детали проверить на соответствие параметрам. Детали и узлы
ремонтировать с учетом требований ЦТ-533 (п.4 приложения Д).
4.2.10.2 Отклонения расстояний между центрами отверстий в тягах, балан-
сирах, подвесках и поперечинах тормозной рычажной передачи от чертежных раз-
меров: при длине до 500 мм не должно быть более 1 мм; от 500 до 1000 мм не долж-
но быть более 2 мм; от 1000 до 2000 мм не должно быть более 3 мм.
4.2.10.3 Детали рычажной передачи, имеющие трещины, надрывы и надло-
мы заменить новыми. Вытертые места с износом, не превышающим 10 % попереч-
45
ного сечения, восстановить наплавкой в соответствии с требованиями ЦТ-336 (п.13
приложения Д) с последующей механической обработкой до чертежных размеров.
Проушины тормозных рычагов, имеющие износ не более 4 мм на сторону,
восстановить электронаплавкой с последующей механической обработкой до чер-
тежных размеров. При износе более 4 мм заменить новыми. Гнутые детали править
в нагретом состоянии.
4.2.10.4 Шейки тормозных поперечин, имеющие износ не более 4 мм на
сторону, восстановить наплавкой с последующей механической обработкой до чер-
тежных размеров. При износе более 4 мм заменить новыми. Разрешается прива-
ривать механизированной дуговой сваркой новые шейки тормозных поперечин при
условии расположения стыка не ближе
10 мм от заплечика шейки согласно
ЦТ-533 (п.4 приложения Д). Гнутые детали править в нагретом состоянии.
4.2.10.5 Тяги и поперечины, подвергшиеся ремонту испытать на разрыв на-
грузкой в 1,5 раза превышающей номинальную. Номинальную нагрузку определить
из расчета наибольшего давления в тормозных цилиндрах.
4.2.10.6 Разрешается восстанавливать валики и втулки в шарнирных соеди-
нениях наплавкой в соответствии с ЦТ-336 (п.13 приложения Д) при суммарном за-
зоре между валиками и втулками до 1,5 мм. При суммарном зазоре более 1,5 мм ва-
лики и втулки заменить новыми. Валики и втулки установить термически обрабо-
танными до твердости, указанной в чертеже.
4.2.10.7 Проверить посадки втулок в подвесках, балансирах, тягах, рычагах.
Зазоры не допускаются.
4.2.10.8 Изношенные безвтулочные отверстия в деталях тормозной переда-
чи восстановить наплавкой согласно ЦТ-336 (п.13 приложения Д) с последующей
механической обработкой до чертежных размеров.
4.2.10.9 Проверить предохранительные устройства на отсутствие трещин,
проверить состояние резьбы ( срыв, смятие, износ по диаметру) в кронштейнах кре-
пления предохранительных тросиков и регулировочных болтах. Дефекты не допус-
каются. Головки болтов должны соответствовать чертежным размерам.
46
4.2.10.10 Контролировать крепления башмаков, балансиров, подвесок, пре-
дохранительных устройств. Проверить наличие шплинтов, шайб. Дефекты на кре-
пежных деталях не допускаются.
4.2.10.11 Регулировку выхода штока тормозного цилиндра осуществить вин-
тами, гайки этих винтов затягивать при заторможенном тормозе согласно ЦТ-533
(п.4 приложения Д):
выход штока тормозного цилиндра при торможении после регулировки
от 70 до 85 мм;
выход штока при эксплуатации не более 150 мм.
4.2.10.12 Башмаки тормозных колодок, имеющие износы восстановить на-
плавкой в соответствии с требованиями ЦТ-336 (п.13 приложения Д) с последую-
щей механической обработкой до чертежных размеров. По окончанию наплавки
башмак подлежит нормализации при температуре от 850 до 900 ºС. Башмак тормоз-
ной колодки, отремонтированный сваркой, на наружной боковой поверхности дол-
жен иметь клеймо сварщика.
4.2.10.13 Чеки тормозных колодок, пружины крюков заменить новыми.
4.2.10.14 Установить новые тормозные колодки. Положение тормозных
башмаков регулировать так, чтобы при отпущенном тормозе был обеспечен равно-
мерный зазор между колодкой и бандажом, который измерить в средней части ко-
лодки.
4.2.10.15 Поверхность трения колодки должна располагаться параллельно
поверхности катания бандажа с разницей в зазорах между бандажом и концами од-
ной колодки не более 5 мм.
4.2.10.16 При сборке системы тормозной обратить внимание на:
момент затяжки болтов крепления тормозных цилиндров к раме тележ-
ки, который должен быть от 44,1 до 49,0 Н·м;
длину страховочных тросов, которая должна быть больше на расстояние
от 20 до 25 мм расстояния между точками их крепления;
47
после сборки тормозную рычажную передачу испытать на прочность
при давлении воздуха в тормозных цилиндрах 600 кПа в течение 5 минут. Остаточ-
ная деформация деталей не допускается.
4.2.10.17 Нормы допусков и износов тормозной рычажной передачи в разде-
ле 11 приложения А.
4.2.11 Связи кузова с тележками
4.2.11.1 Опора кузова
4.2.11.1.1 Кузов поднять, детали опоры кузова разобрать, очистить и ос-
мотреть на наличие трещин, сколов, выбоин, раковин.
4.2.11.1.2 На обработанных поверхностях литых фланцев верхних и ниж-
них опор кузова, цапфы допускается не более двух раковин общей площадью не бо-
лее 50 мм2, глубиной не более 2 м. Фланцы и цапфы ремонтировать наплавкой с по-
следующей механической обработкой до чертежных размеров. Натяг втулок во
фланцах должен быть в пределах от 0,057 до 0,198 мм, натяг сферических втулок на
цапфах должен в пределах от 0,037 до 0,178 мм. Зазор между внутренней и наруж-
ной втулками нижнего и верхнего направляющих стаканов должен соответствовать
чертежному и быть в пределах от 1,0 до 2,09 мм.
4.2.11.1.3 Осмотреть резинометаллическую шайбу. При наличии наплывов
резины на металлические поверхности, шайбу заменить. При капитальном ремонте
резинометаллическую шайбу заменить независимо от состояния на новую.
4.2.11.1.4 Пружину визуально осмотреть. Трещины, сколы, изломы витков,
волосовины, выработки и повреждений от коррозии не допускаются.
4.2.11.1.5 Геометрические размеры и параметры пружины должны соот-
ветствовать конструкторской документации и таблице 2.
48
Таблица 2
Высота пружи-
Прогиб пружины
Высота пружины
Высота пружины с
ны в свободном
под нагрузкой
63,7
под тарировочной
комплектом регули-
состоянии, мм
кН, мм
нагрузкой
63,7 кН,
ровочных шайб под
мм
тарировочной
на-
грузкой 63,7 кН, мм
660±2
114-125
553-557
555±2
4.2.11.1.6 Пружину заменить при:
трещинах, сколах, изломах витков, волосовинах, выработках и коррози-
онных повреждениях более 10 % площади сечения витка;
высоте пружины в свободном состоянии менее 658 мм;
прогибе пружины под нагрузкой 63,7 кН менее 114 мм, более 125 мм;
высоте пружины под тарировочной нагрузкой менее 553 мм, более 557
мм.
4.2.11.1.7 Шайбы, винты, гайки при наличии дефектов заменить.
4.2.11.2 Противоотносное устройство.
4.2.11.2.1 Противоотносное устройство разобрать, очистить, осмотреть и
отремонтировать.
4.2.11.2.2 Сварные швы в местах приварки головки контролировать магни-
топорошковым методом согласно ЦТт-18/1 (п.34 приложения Д). Дефекты, обнару-
женные магнитопорошковым методом не допускаются, кроме отдельных внутрен-
них дефектов площадью не более 1,3 мм2 в количестве не более двух штук на каж-
дый шов, расстояние между дефектами должно быть не менее 50 мм.
4.2.11.2.3 Детали противоотносного устройства проверить визуально на от-
сутствие трещин. Сквозные трещины не допускаются, остальные заваривать с раз-
делкой кромок и последующей обработкой заподлицо с основным металлом соглас-
но ЦТ-336 (п.13 приложения Д).
4.2.11.2.4 Суммарный зазор между втулками направлющих и стакана дол-
жен быть в пределах от 0,41 до 0,823 мм. При зазоре более 0,823 мм втулки заме-
49
нить на новые изготовленные и установленные согласно конструкторской докумен-
тации.
4.2.11.2.5 Проверить состояние пружины. Пружины просевшие, имеющие
перекос, неплоскостность опорных витков допускается восстанавливать согласно
РД 103.11.896-92 (п.15 приложения Д).
4.2.11.2.6 Геометрические размеры и параметры пружины должны соответ-
ствовать чертежу. Отклонение от плоскостности должно быть не более 1 мм. На об-
работанных опорных витках пружины допускаются отдельные рассредоточенные
черновины глубиной не более 1мм, общей площадью не более 30 % опорных по-
верхностей.
4.2.11.2.7 Чехол из парусины льняной заменить.
4.2.11.2.8 Болты при износе резьбы и механических повреждениях заме-
нить, изношенные резьбовые отверстия в корпусе заварить, просверлить и нарезать
резьбу в соответствии с чертежом.
4.2.11.2.9 Подшипники
9-ШСП-32 разобрать, очистить, осмотреть. При
суммарном зазоре трущихся поверхностей в шарнирах более 3 мм подшипник заме-
нить. Подшипники ремонтировать согласно 58/ЦВ (п. 68 приложения Д). Полости
уплотнения подшипника полностью заполнить маслом веретенным АУ ТУ
38.1011232-89 (п. 69 приложения Д).
Расстояние между осями подшипников (437±1) мм в ненагруженном состоя-
нии обеспечить шайбами.
4.2.12 Узел наклонной тяги
4.2.12.1 Наклонные тяги разобрать, детали снять, очистить для дефектации
и ремонта.
4.2.12.2 Осмотреть и проверить тяги, вилки и их крепления на отсутствие
трещин и деформации. Деформации и трещины не допускаются. Проушины вилки
проверить на отсутствие внутренних дефектов ультразвуковым дефектоскопом.
Сварные швы в местах приварки головок контролировать магнитным дефектоско-
пом. Сварочные швы в местах дефектов вырубить, выполнить разделку и заварить
вновь.
50
4.2.12.3 Изношенные отверстия под втулки и подшипники восстановить на-
плавкой в соответствии с требованиями ЦТ—336 (п.13 приложения Д) с последую-
щей механической обработкой по чертежу. На механически обработанных внутрен-
них поверхностях отверстий под втулки и подшипники допускается для тяг не более
двух раковин общей площадью не более 10 мм2, глубиной не более 1 мм, располо-
женных не ближе 5 мм от края поверхности.
4.2.12.4 Изношенные более 1 мм поверхности кронштейнов и головки тяг
восстановить наплавкой с последующей механической обработкой по чертежу. На
механически обработанных наружных и внутренних поверхностях проушин тяг до-
пускаются литейные дефекты согласно чертежа 8ТС.253.033
4.2.12.5 Трубы наклонной тяги при деформации выправить с местным по-
догревом.
4.2.12.6 Проверить зазоры между втулками вилки и валиками. Зазор между
втулками вилки и валиками диаметром 70 мм должен быть в пределах от 0,3 до
0,53 мм. Проверить резьбу валиков резьбовым калибром. Валики с дефектной или
сорванной резьбой заменить. При износе рабочей поверхности валика до 0,6 мм на
диаметр допускается их восстанавливать путем хромирования с последующей меха-
нической обработкой до чертежных размеров. После окончательной обработки про-
верить валики на отсутствие трещин магнитопорошковым методом. Трещины, воло-
совины, раковины не допускаются. Изношенные втулки и валики, не подлежащие
восстановлению, заменить новыми.
4.2.12.7 Проверить наружную поверхность щеки проушины вилки на отсут-
ствие внутренних дефектов ультразвуковым дефектоскопом. Дефекты, обнаружен-
ные в пределах чувствительности метода контроля, не допускаются. Проверить
резьбу на вилке магнитным дефектоскопом на отсутствие трещин. Гайку вилки при
износе резьбы и механических повреждениях заменить новой.
4.2.12.8 Осмотреть фланцы буферного устройства на отсутствие трещин и
отколов. Трещины, не выходящие на бурт фланца, заварить и зачистить заподлицо с
поверхностью. Отколы по наружному диаметру фланца восстановить наплавкой с
последующей механической обработкой до размеров чертежа.
51
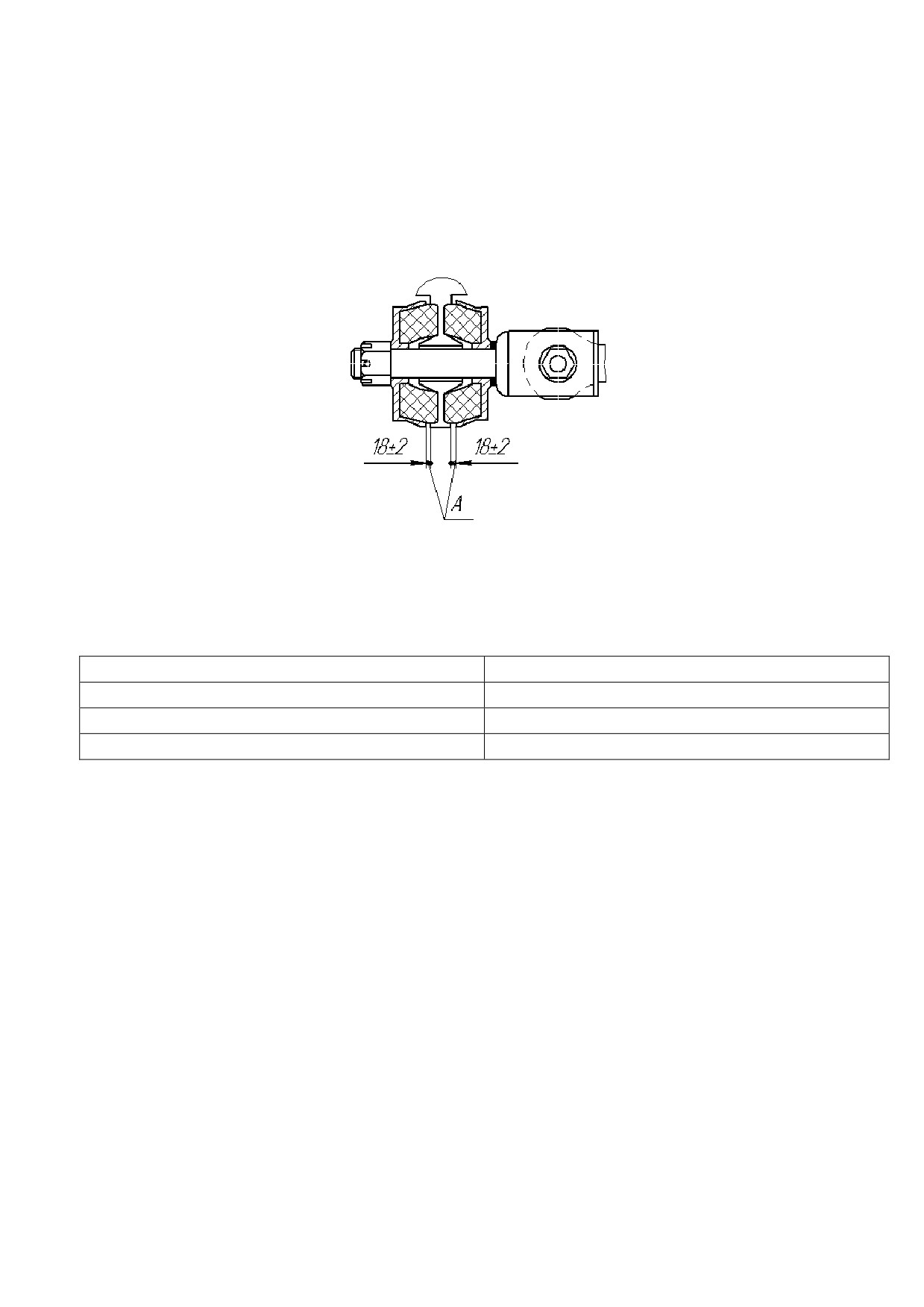
4.2.12.9 Произвести ревизию резиновых шайб буферного устройства на-
клонной тяги на отсутствие трещин и расслоений. Трещины и расслоения не допус-
каются. При КР менять в независимости от состояния.
4.2.12.10 Зазоры А между фланцами и кронштейном должны быть в пределах
(18±2) мм в соответствии с рисунком 1.
Рисунок 1
4.2.12.11 Перед установкой резиновых шайб производить их тарировку.
Шайбы должны иметь прогиб при нагрузках в пределах указанных в таблице 3.
Таблица 3
Тарировочная нагрузка, кН
Прогиб, мм
15±5
6,0-8,5
35±5
12,0-17,0
50±5
16,0-25,0
4.2.12.12 В один блок устанавливать шайбы с разницей указанных выше раз-
меров не более 1,5 мм. Шайбы с большим прогибом устанавливать со стороны гай-
ки. В зависимости от градации на шайбы нанести контрольные риски различного
цвета.
4.2.12.13 Проверить состояние подшипников ШСЛ70, элементов их установ-
ки и крепления.
4.2.12.14 Подшипники ремонтировать согласно 58/ЦВ (п. 68 приложения Д).
Полости уплотнения подшипника полностью заполнить смазкой согласно приложе-
ния.
4.2.12.15 Зазор между кольцами подшипника ШСЛ70 должен быть в преде-
лах согласно ТУ 4649-020-05808824-2005 (п. 71 приложения Д). При зазоре более
1,0 мм подшипники заменить.
52
4.2.12.16 Отремонтировать и установить предохранительные устройства со-
гласно требованиям чертежа. Троса страховочные, должны быть на от 15 до 20 мм
больше расстояния между точками их крепежа и не должны касаться расположен-
ных вблизи узлов рамы и тележки.
4.2.12.17 Значения параметров тягового устройства приведены в разделе 4
приложения А настоящего Руководства.
4.2.13 Вертикальный упор
4.2.13.1 Упоры снять, очистить, осмотреть на наличие трещин.
4.2.13.2 Упоры, имеющие сколы, трещины, вмятины заменить.
4.2.13.3 Установку упоров производить по чертежу. Вертикальный зазор
между накладками на раме тележки и упорами на раме кузова (на прямом горизон-
тальном участке пути) должен быть в пределах от 25 до 30 мм.
4.2.13.4 Болты, гайки, шайбы при наличие дефектов заменить.
4.2.14 Горизонтальный упор
4.2.14.1 Боковые горизонтальные упоры разобрать, очистить, осмотреть на
предмет обнаружения трещин, изломов, выработки.
4.2.14.2 Сквозные трещины на крышках, вкладышах, втулках не допускают-
ся.
4.2.14.3 Установить упоры в соответствии с чертежом.
4.2.14.4 Резиновую шайбу (амортизатор) заменить новой.
4.2.14.5 Горизонтальный зазор между упором на раме кузова и накладкой на
раме тележки (на прямом горизонтальном участке пути) должен быть в пределах от
38 до 40 мм. Горизонтальный зазор между упором на раме кузова и накладкой на
раме тележки (на прямом горизонтальном участке пути)
4.2.14.6 Болты, шайбы при наличии дефектов заменить.
4.3 Ремонт кузовного оборудования
4.3.1 Рама кузова
4.3.1.1 При осмотре рамы кузова особое внимание обратить на состояние
продольных боковин, буферных брусьев, поперечных балок, вспомогательных же-
53
сткостей и листов пола под установку оборудования, лобовой обшивки, кронштей-
нов, кронштейна тягового, а также состояния сварных швов крепления:
кронштейнов рамы;
боковин;
лобовой обшивки;
деталей буферных брусьев;
мест соединений поперечных балок и ребер жесткостей.
4.3.1.2 Наиболее ответственные сварные швы
(соединений поперечных
брусьев с боковинами и присоединенных к ним кронштейнов) подвергнуть ультра-
звуковому контролю в соответствии с требованиями ЦТт 18/3 (п. 36 приложения Д).
Трещины в балках разделать, заварить и усилить накладками. Заварку трещин и все
наплавочные работы производить в соответствии с требованиями ЦТ-336 (п.13 при-
ложения Д).
4.3.1.3 Проверить состояние упоров, а также деталей их крепления на раме
кузова. Негодные детали заменить.
4.3.1.4 При наличии прогибов отдельных деталей рамы, производить правку
с предварительным местным подогревом. При капитальном ремонте погнутые боко-
вины заменить путем вырезки дефектных мест с последующей приваркой новых
элементов встык и зачисткой сварных швов заподлицо с основным металлом.
4.3.1.5 Места разрезов наносить на эскизы и прилагать к техническому пас-
порту электровоза.
4.3.1.6 Местные износы и вытертости на раме кузова глубиной до 3 мм раз-
решается оставлять без исправления с зачисткой острых кромок, при больших глу-
бинах изношенное место восстанавливать наплавкой с последующей зачисткой за-
подлицо с основным металлом.
4.3.1.7 Отремонтированная рама должна удовлетворять следующим техниче-
ским условиям:
прогиб боковин рамы кузова в вертикальной плоскости, измеренный
при снятом оборудовании, допускается не более 5 мм;
54
разность размеров диагоналей рамы кузова до буферных брусьев не бо-
лее 10мм;
неперпендикулярность поперечных балок относительно боковин рам
2 мм на длине 1 метр;
непараллельность поверхности брусьев буферных 2 мм;
4.3.1.8 После окончательной сборки, регулировки и взвешивания электровоза
зазор между накладками на раме тележки и упорами на кузове должен быть:
вертикальный от 25 до 30 мм;
горизонтальный от 38 до 40 мм.
4.3.2 Боковые стенки
4.3.2.1 Дефектные сварные швы и трещины каркасов стен, вырубить и зава-
рить с последующей зачисткой заподлицо с основным металлом. Профили и уголь-
ники, имеющие изгиб, выправить. Произвести восстановление или замену негодных
частей каркаса и обшивки.
4.3.2.2 Сварку и наплавку производить в соответствии с требованиями
ЦТ-336 (п.13 приложения Д).
4.3.2.3 Обшивку, имеющую волнистость, выправить. Вмятины в обшивке ку-
зова устранить, трещины заварить. Листы, не поддающиеся правке, заменить новы-
ми.
4.3.2.4 Устройства вентиляции осмотреть, поврежденные детали исправить.
4.3.2.5 Жалюзи боковых стен, крышек, форкамер осмотреть, поврежденные
места исправить.
4.3.2.6 Водосливные желоба, трубы и козырьки кузова, окон, дверей и боко-
вых люков осмотреть, поврежденные заменить.
4.3.2.7 Сварку и наплавку производить в соответствии с требованиями
ЦТ-336 (п.13 приложения Д).
4.3.2.8 Поврежденные резиновые баллоны переходного тамбура, ремонтиро-
вать
при наличии дефектов или заменять в соответствии с
ЦМВ-104-24.25102.00008 (п. 55 приложения Д).
55
4.3.2.9 Поручни, имеющие вмятины и изломы, заменить новыми. Покрытие
поручней производить согласно требованиям чертежей.
4.3.2.10 Лестницы подъема в кузов, ступеньки подножек, скобы для подъе-
ма и осмотра оборудования на боковых частях кузова осмотреть и при наличие тре-
щин, вмятин, изломов ремонтировать в соответствии с требованиями ЦТ-336 (п.13
приложения Д).
4.3.2.11 Листы пола площадок, имеющие вмятины до 7 мм на длине 1 м,
выправить, трещины и пробоины заваривать заподлицо с листом, переходные пло-
щадки и их фиксаторы ремонтировать при наличии дефектов. При вмятинах более 7
мм на длине 1 м листы пола заменить.
4.3.2.12 При ремонте кузова запрещается:
производить крепление поручней сваркой;
приваривать накладки на листах кузова снаружи;
вести сварку на свежеокрашенных кузовах;
4.3.3 Крыша
4.3.3.1 Дефектные сварные швы и трещины крыши кузова, вырубить и зава-
рить с последующей зачисткой заподлицо с основным металлом. Профили и уголь-
ники, имеющие изгиб, выправить. Произвести восстановление или замену негодных
частей каркаса и обшивки крыши.
4.3.3.2 Листы крыши, имеющие пробоины, ремонтировать постановкой за-
плат с приваркой внахлестку, поврежденные коррозией на глубину 3/4 заменить. При
смене негодных листов приварку производить заподлицо.
4.3.3.3 Сварку и наплавку производить в соответствии с требованиями
ЦТ-336 (п.13 приложения Д).
4.3.3.4 Допускается оставлять без исправлений волнистость листов крыши не
более 10 мм на длине 1 м по продольной оси кузова.
4.3.3.5 Проверить состояние съемных крышевых люков и каркасов до уста-
новки крышевого оборудования и их крепление. Неисправные детали заменить, по-
врежденные сварные швы восстановить. Резиновые и другие уплотнения съемных
крыш заменить новыми.
56
4.3.4 Поперечные рамки и каркасы
4.3.4.1 Дефектные сварные швы и трещины рамки, вырубить и заварить с по-
следующей зачисткой заподлицо с основным металлом. Профили, имеющие изгиб,
выправить. Произвести восстановление или замену негодных частей рамки.
4.3.5 Песочницы
4.3.5.1 Песочницы при наличии трещин, износов, вмятин и пробоин в листах
разобрать, дефектные листы заменить и сварить вновь. В местах крепления корпу-
сов форсунок при необходимости приварить усиливающие накладки толщиной от 5
до 6 мм. Смятые и лопнувшие угольники песочниц заменить новыми. Дефектные
сварные швы переварить. Крышки песочниц ремонтировать в соответствии с черте-
жами. Крышки должны плотно закрывать бункер. Разрешается устанавливать втул-
ки в отверстия для валиков крышки.
4.3.5.2 Допускается выпуклость по ширине песочниц до 20 мм. Днище пе-
сочниц, поврежденных коррозией на высоте от пола до 450 мм заменить новым.
Пришедшие в полную негодность песочницы а также горловины заменить новыми.
4.3.5.3 Песочные трубы снимаются. Неисправные трубы, патрубки, резино-
вые рукава заменяются. Разрешается использовать резиновые рукава от концевых
рукавов бывших в употреблении. Кронштейны песочных труб проверить на отсут-
ствие трещин. Кронштейны труб надежно укрепить, неисправные хомутики, болты
и гайки заменить новыми.
4.3.5.4 Резиновые песочные рукава установить так, что бы наконечники ру-
кавов располагались согласно требований 6ТС.049.297 СБ.
4.3.6 Путеочистители (средний и капитальный ремонт)
4.3.6.1 Путеочистители снять, очистить.
4.3.6.2 Погнутые части выправить. Трещины заварить. Вварить вместо не-
годных участков новые. Трещины в нижнем листе заварить с предварительной раз-
делкой и приваркой снизу на весь лист накладки толщиной 8 мм. Сварку произво-
дить в соответствии с требованиями ЦТ-336 (п.13 приложения Д).
4.3.6.3 Допускается наличие вмятин на путеочистителях глубиной не более
3 мм и длиной не более 300 мм.
57
4.3.7 Ручной тормоз (средний и капитальный ремонт)
4.3.7.1 Ручной тормоз разобрать, тяги и рычаги очистить от грязи, винт и
гайку ручного тормоза промыть керосином. Ручной тормоз осмотреть и отремонти-
ровать согласно ЦТ—533 (п.4 приложения Д).
4.3.7.2 Оси шестерен, имеющие износ по диаметру более 1 мм, а также шес-
терни, имеющие износ зубьев более 3мм, трещины или излом, заменить.
4.3.7.3 Детали кожухов и запоров, имеющие повреждения, отремонтировать
или заменить новыми. Уплотнения заменить новыми.
4.3.7.4 Ролики цепной передачи с износом более 1 мм по диаметру, а также
звенья цепи имеющие трещины, заменить. Разрешается новые звенья цепи ставить в
соединении на электросварке. Цепь испытать по всей длине пробной нагрузкой, ука-
занной в чертеже. Остаточные деформации не допускаются.
4.3.7.5 Балансиры тяг ручного тормоза, имеющие износы, восстановить элек-
тронаплавкой с последующей обработкой. Изношенные направляющие бруски ба-
лансиров и накладки поддерживающих скоб ручного тормоза заменить новыми.
Маховик колонки ручного тормоза разрешается ремонтировать с заваркой трещин.
4.3.8 Кабина управления
4.3.8.1 Кабины управления (средний и капитальный ремонт)
4.3.8.1.1
Пластиковую оболочку тщательно очистить, осмотреть. Сквоз-
ные повреждения оболочки, сколы и трещины не допускаются.
4.3.8.1.2
В кабинах управления демонтировать все оборудование, разо-
брать пластиковую обшивку, облицовку рам окон и настил пола.
4.3.8.1.3
После демонтажа съемного оборудования произвести проверку
технического состояния нагревательных панелей обшивки стен и настила пола: про-
извести замер сопротивления изоляции и омического сопротивления встроенных на-
гревательных элементов, произвести проверку состояние датчика-реле температуры
(далее ДРТ) а также оценить состояние декоративного покрытия панелей. При со-
противлении изоляции нагревательного элемента ниже 0,5 МОм и(или) при откло-
нении омического сопротивления нагревательного элемента более чем на 10 % от
его номинального значения, при повреждении декоративного покрытия нагрева-
58
тельные панели передать в ремонт на специализированный участок. Ремонт произ-
водить согласно Инструкции по эксплуатации и ремонту изделий из стеклопластика
марки СТ-ТК ТУ 2296-001-10848932-2003 (п.101 приложения Д).
4.3.8.1.4
Звуковую и термоизоляцию кабины заменять при наличии разры-
вов и расслоения.
4.3.8.1.5
Поврежденный линолеум заменить. При КР линолеум заменить
не зависимо от состояния.
4.3.8.1.6
При СР, КР ранее установленным креслам, соответствующим
требованиям НБ ЖТ ЦТ-ЦП 053-2001 (п.91 приложения Д), пришедшим в ремонт в
составе локомотива:
произвести визуальный осмотр, проверить целостность и работоспособ-
ность, смазать регулировочный механизм. При неисправной работе, наличии повре-
жденных элементов (регулировочный механизм, сиденье, спинка, подлокотник, под-
головник), поврежденные элементы заменить на новые. В случае отсутствия воз-
можности выполнить замену того или иного элемента, произвести замену кресла на
новое, соответствующее требованиям НБ ЖТ ЦТ-ЦП 053-2001
(п.91 приложения
Д);
в случае превышения креслом срока службы, установленного в Техни-
ческих условиях или Руководстве по эксплуатации, кресло заменить на новое, соот-
ветствующее требованиям НБ ЖТ ЦТ-ЦП 053-2001 (п.91 приложения Д), независи-
мо от состояния.
4.3.9 Автосцепные устройства
4.3.9.1 Автосцепки СА-3, поглощающие аппараты с тяговыми хомутами,
расцепные механизмы разобрать, очистить, проверить состояние всех деталей.
4.3.9.2 Ответственные детали проверить магнитопорошковым или вихрето-
ковым методом в соответствии с приложением Е настоящего Руководства.
4.3.9.3 Детали автосцепного устройства и поглощающие аппараты ремонти-
ровать в соответствии с требованиями распоряжения ОАО
«РЖД»
№ 2745р от 28.12.2010 г. (п.10 приложения Д), при этом маятниковые подвески
должны быть проверены шаблоном в соответствии с рисунками 2 и 3.
59
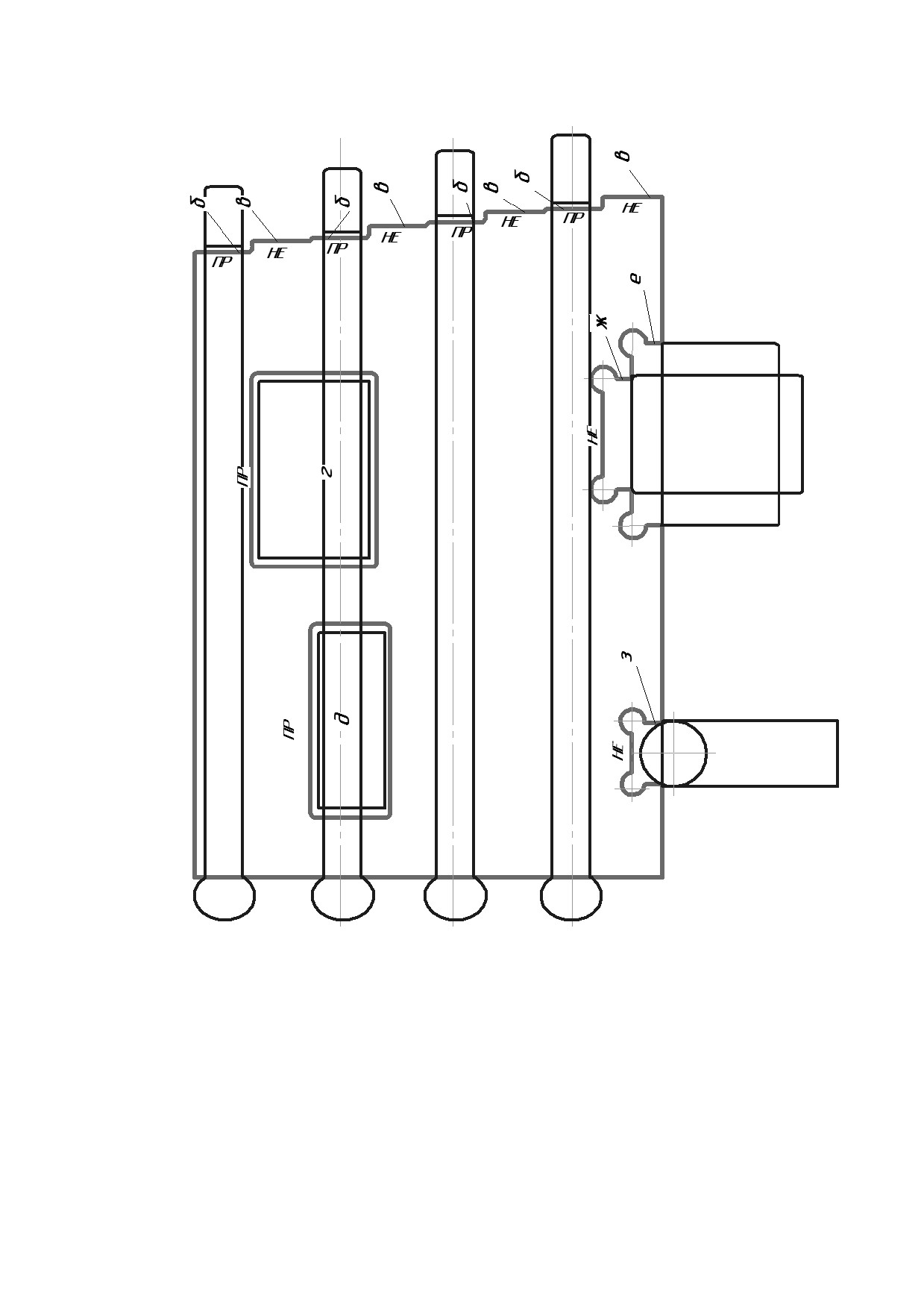
Рисунок 2- Проверка маятниковых подвесок шаблоном
60

Рисунок 3 - Шаблон для проверки маятниковых подвесок
4.3.10 Окна и двери
4.3.10.1 Проконтролировать состояние дверей, опускных и откидных окон,
при необходимости ремонтировать.
61
4.3.10.2 Высокопрочные электрообогреваемые лобовые и боковые стекла
кабины машиниста со следами трещин, сколов заменить новыми. Ремонт нагрева-
тельных элементов осуществлять согласно п. 4.6.21.4.
4.3.10.3 Замки опускных и откидных окон отремонтировать или заменить
новыми. Двери кабин и кузова оборудовать замками и фиксаторами в соответствии
с требованиями чертежей.
4.3.10.4 Опускные окна должны свободно без заедания и заклинивания пе-
редвигаться от усилия руки. Регулировку усилия производить изменением натяже-
ния пружины подвески. После регулировки гайку затянуть и нанести контрольную
риску эмалью ПФ-115.
4.3.10.5 Ручки, планки и предохранительные упоры дверей и окон покрыть
антикоррозийным покрытием, в соответствии с требованиями чертежей. Ручки
входных дверей отремонтировать, восстановить работу замков от ключей и запоров.
4.3.10.6 Проверить и при необходимости восстановить уплотнения дверей,
опускных и откидных окон, прожекторов, буферных фонарей. При капитальном ре-
монте уплотнения заменить новыми. Неплотности окон и дверей не допускаются.
4.3.10.7 Щетки стеклоочистителей, солнцезащитные шторки, смотровые
зеркала осмотреть, при наличии дефектов отремонтировать, при необходимости за-
менить новыми. Кронштейны стеклоочистителей, солнцезащитных шторок, смотро-
вых зеркал демонтировать, разобрать и ремонтировать с заменой негодных деталей.
4.3.11 Высоковольтная камера, форкамера, защитные устройства
4.3.11.1 Щиты, двери, защитные устройства, блокировочные устройства,
жалюзи форкамер снять, очистить.
4.3.11.2 Погнутые щиты выправить или заменить по состоянию (прожоги и
деформация не допускается). Изношенные отверстия под болты заварить и восста-
новить до чертежных размеров.
4.3.11.3 Проверить и отремонтировать запорные устройства щитов и дверей.
4.3.11.4 Проверить и ремонтировать защитные блокировочные устройства
дверей, лестниц, люков.
62
4.3.11.5 Металлические каркасы, скобы, бобышки, опоры, кронштейны и
другие устройства для установки и фиксации электрического, пневматического обо-
рудования и другие детали механических устройств осмотреть. Неисправные эле-
менты ремонтировать или заменить. Поврежденные сварные швы восстановить. Из-
ношенные отверстия и поврежденные резьбы под крепежные детали восстановить
до чертежных.
4.3.11.6 Устранить неплотности в местах прохода труб, проводов и кабелей
в полу, стенах и на крыше кузова.
4.3.12 Воздуховоды вентиляционной системы (средний и капитальный ре-
монт)
4.3.12.1 Устройства систем вентиляции осмотреть, убедиться в отсутствии
посторонних предметов, очистить от пыли, продув сжатым воздухом, заварить вы-
явленные трещины, выправить погнутые места, окрасить, заменить при необходи-
мости.
4.3.12.2 Жалюзи, форкамеры, воздуховоды, переходные патрубки, рецерку-
ляционные окна, заслонки осмотреть, поврежденные места исправить. Брезентовые
патрубки снять очистить от пыли, поврежденные отремонтировать или заменить.
Резиновые прокладки заменить. Брезентовые патрубки при КР заменить на новые.
4.3.12.3 Установку вентиляционных патрубков осуществить в соответствии
с чертежом. При этом обеспечить плотность в местах их присоединения к кузову и
тяговым двигателям.
4.3.12.4 По окончании ремонта электровоза проверить и отрегулировать по-
дачу воздуха для охлаждения электрооборудования в соответствии с требованиями
чертежей. Снижение расхода воздуха свыше 10 % у полностью подготовленного
электровоза не допускается.
4.3.13 Санитарный узел (средний и капитальный ремонт)
4.3.13.1 Оборудование санитарного узла очистить осмотреть отремонтиро-
вать. При СР трубы поврежденные коррозией на глубину более ¾ толщины заме-
нить. Уплотнения заменить. Протечки в стыках и сварных швах устранить. Прове-
рить состояние откидных механизмов. При КР трубы заменить новыми.
63
4.4 Тормозное и пневматическое оборудование
4.4.1 Общие требования
4.4.1.1 Произвести ремонт всех воздухопроводов пневматических цепей,
предназначенных для обеспечения сжатым воздухом звуковых сигналов, быстро-
действующих выключателей, устройств управления токоприемниками и блокиров-
ками (пневматическими и электропневматическими), электропневматических кон-
такторов, тормозных переключателей, переключателей направления, переключате-
лей вентилей, устройств подачи песка, системы смазки гребней и другого оборудо-
вания. Проверить состояние, и устранить неисправности всех трубопроводов и их
соединительных устройств, фильтров, кранов, переключателей.
4.4.1.2 После сборки осуществить проверку на плотность всех пневматиче-
ских цепей, проходящих на крыше, в кузове, под кузовом, на торцевых стенках ку-
зова, на тележках, в кабинах электровозов в соответствии с требованиями чертежей:
6ТС.032.077,
6ТС.049.251,
6ТС.049.297,
6ТС.049.298,
6ТС.049.299,
6ТС.049.300,
6ТС.049.301,
6ТС.049.276,
6ТС.049.305,
6ТС.049.355,
6ТС.049.356,
6ТС.049.076,
6ТС.049.357, 6ТС.049.381, 6ТС.369.097, 6ТС.740.013.
4.4.2 Компрессор ВУ-3,5/10-1450
4.4.2.1 Компрессор типа ВУ 3,5/10-1450 с электровоза снять и ремонтировать
согласно РК 103.11.409-2006 (п.44 приложения Д).
4.4.3 Вспомогательный компрессор токоприѐмника ВВ 0,05/7-1000
4.4.3.1 Вспомогательный компрессор типа ВВ 0,05/7-1000 02 М8 с электрово-
за снять, ремонтировать и испытывать согласно РК 103.11.421-2006 (п.16 приложе-
ния Д), ВВ0,05/7.00.000 ТО (п.80 приложения Д) и таблицей А.1 3ТС.001.012РЭ8
(п.26 приложения Д).
4.4.3.2 При ремонте руководствоваться комплектом ремонтных чертежей
ВВ0,05/7.00.000Р.
4.4.4 Клапан аварийного экстренного торможения 130.30
4.4.4.1 Клапан аварийного экстренного торможения 130.30 ремонтировать и
испытывать на заводе-изготовителе или в региональном центре сервисного обслу-
живания по ремонту тормозного оборудования ОАО МТЗ ТРАНСМАШ или на ре-
64
монтном предприятии, имеющем необходимое оборудование для проведения стен-
довых и эксплуатационных испытаний тормозного оборудования.
4.4.5 Кран машиниста 395
4.4.5.1 Ремонт и испытание кранов машиниста производить в соответствии с
пунктом 6.3. ЦТ-533 (п.4 приложения Д), РК 103.11.316-2003 (п.43 приложения Д).
4.4.6 Кран управления 215
4.4.6.1 Кран 215 ремонтировать и испытывать на заводе-изготовителе или в
региональном центре сервисного обслуживания по ремонту тормозного оборудова-
ния ОАО МТЗ ТРАНСМАШ или на ремонтном предприятии, имеющем необходи-
мое оборудование для проведения стендовых и эксплуатационных испытаний тор-
мозного оборудования.
4.4.7 Реле давления 404
4.4.7.1 Ремонт и испытание реле давления производить в соответствии с
пунктом 7.2. ЦТ-533 (п.4 приложения Д).
4.4.8 Воздухораспределитель 483А
4.4.8.1 Ремонт и испытание воздухораспределителей
483А производить в
аттестованном отделении в соответствии с пунктом 19 ЦВ-ЦЛ-945 (п.83 приложе-
ния Д).
4.4.9 Пневмоэлектрический датчик 418
4.4.9.1 Ремонт и испытание пневмоэлектрических датчиков производить в
соответствии с пунктом 6.7 ЦТ-533 (п.4 приложения Д).
4.4.10 Клапан электропневматический 266-1
4.4.10.1 Клапан электропневматический ремонтировать и испытывать на
заводе-изготовителе или в региональном центре сервисного обслуживания по ре-
монту тормозного оборудования ОАО МТЗ ТРАНСМАШ или на ремонтном пред-
приятии, имеющем необходимое оборудование для проведения стендовых и экс-
плуатационных испытаний тормозного оборудования.
65
4.4.11 Редуктор 348-2
4.4.11.1 Ремонт редуктора 348-2 производить согласно пункту 6.10 ЦТ-533
(п. 4 приложения Д).
4.4.12 Сигнализаторы давления 115, 115А и 115Б.
4.4.12.1 Ремонт сигнализаторов давления 115, 115А и 115Б производить со-
гласно пункту 6.8 ЦТ-533 (п.4 приложения Д).
4.4.13 Пневматические блокировки штор высоковольтных камер ПБ-3
4.4.13.1 Пневматические блокировки для автоматического блокирования
дверей высоковольтной камеры и крышки люка выхода на крышу электровоза де-
монтировать. Блокировки разобрать, проверить состояние деталей, негодные детали
заменить. Проверить надежность действия пневматических блокировок на электро-
возе.
4.4.13.2 Герметичность цилиндра проверить утечкой сжатого воздуха при
давлении 0,675 МПа, подведѐнного к патрубку источника сжатого воздуха при за-
глушенном патрубке магистрали токоприѐмника через резервуар ѐмкостью 1 л.
Снижение давления не ниже 0,64 МПа допускается за время не менее 600 с.
4.4.13.3 Пневмопривод блокировки смазывать смазкой ЖТ-79Л ТУ 0254-
002-01055954-01 из расчѐта 0,005 кг на одну блокировку.
4.4.14 Блокировка тормозов 367А
4.4.14.1 Ремонт блокировок тормозов 367А производить согласно пункту
6.6 ЦТ-533 (п.4 приложения Д).
4.4.14.2 Согласно телеграмме ОАО «РЖД» (п.100 приложения Д) обеспе-
чить сохранение установленных в депо типовых предохранительных устройств на
комбинированный кран блокировки тормозов, а при отсутствии, обеспечить их ус-
тановку в соответствии с чертежом ЦАРВ.040.18.00.000, с занесением информации в
электронный паспорт локомотива.
4.4.15 Манометры
4.4.15.1 Согласно распоряжению ОАО
«РЖД» (п.81 приложения Д) с
01.01.2012 г. устанавливать на локомотивах манометры со шкалой с единицами из-
мерения давления в соответствии с Международной системой единиц (СИ).
66
4.4.15.2 Манометры ремонтировать с заменой негодных деталей новыми.
После ремонта манометры опломбировать метрологической службой, проводившей
калибровку манометра. На стекле манометра нанести оттиск калибровочного клейма
с датой ремонта и калибровки, которая является контрольной при определении
срока годности манометра.
4.4.15.3 Установленные на электровоз манометры должны иметь срок год-
ности до очередной ревизии не менее 6 месяцев.
4.4.15.4 Проверку и пломбирование манометров производить в соответст-
вии с пунктом 6.9 ЦТ-533 (п.4 приложения Д), с пунктами 23, 24, 25, 26, 27. 28, 29,
30 и 31 ЦТ-ЦВ-ЦП-581 (п.12 приложения Д) и ГОСТ 2405-88 (п.84 приложения Д).
4.4.16 Форсунки песочниц
4.4.16.1 Форсунки песочниц разобрать и проверить, при наличии трещин,
повреждений резьбы или износе выходного отверстия более 1 мм по диаметру заме-
нить новыми. Заменить неисправные сопла, прокладки и пробки.
4.4.16.2 Форсунки отрегулировать на стенде при давлении от 0,5 до 0,7 МПа
путѐм вращения регулировочного болта на подачу песка от 0,3 до 0,6 кг в минуту.
4.4.17 Ревуны, свистки
4.4.17.1 Ревуны с электровоза снять и разобрать. Негодные детали заме-
нить. На резьбовых деталях не должно быть срыва резьбы, на раструбах - значи-
тельных деформаций, на поверхности корпуса по месту прилегания мембраны - ско-
лов, заусенцев. Уплотняющее резиновое кольцо заменить. Мембраны, имеющие
надколы, трещины заменить новыми. Сборку, регулировку и испытание ревуна про-
изводить в соответствии с нормами приложения Б.
4.4.17.2 Звучание ревуна регулировать изменением затяжки нажимной шай-
бы.
4.4.17.3 При ремонте руководствоваться чертежом 5ТН.413.022.
4.4.17.4 Свистки С17 осмотреть, изогнутые, со сколами, деформациями, со-
рванной резьбой, с трещинами заменить новыми. На трущиеся поверхности под-
вижной системы вентиля нанести смазку ЦИАТИМ-201 ГОСТ 6267-74 из расчѐта
0,005 кг на вентиль. Свистки проверить по ГОСТ 28466-90 (п. 89 приложения Д) на
67
плотность и звучание на специальном стенде при давлении воздуха от 0,5 до 0,9
МПа.
4.4.18 Клапан КП-16
4.4.18.1 Клапан КП-16 разобрать, очистить, осмотреть, поврежденные дета-
ли заменить. Манжету заменить независимо от состояния. Детали с поврежденной
резьбой заменить или восстановить. Крепѐжные детали с поврежденной резьбой за-
менить.
4.4.18.2 Трущиеся поверхности поршня и манжету смазать смазкой ЖТ-79Л
ТУ32-ЦТ1176-83.
4.4.18.3 Герметичность привода проверить утечкой сжатого воздуха давле-
нием 0,65 МПа, подведѐнного к патрубку магистрали управления из резервуара ѐм-
костью 1 л. Снижение давления за время не менее 600 с допускается не ниже 0,61
МПа.
4.4.18.4 Герметичность клапанной системы проверить утечкой сжатого воз-
духа давлением 0,45 МПа, подведѐнного из резервуара ѐмкостью 1 л к патрубку
входа при заглушенном патрубке выхода. Снижение давления за время не менее 600
с допускается не ниже 0,4 МПа. Проверку произвести дважды - при отсутствии и
при наличии давления сжатого воздуха в пневмоприводе.
4.4.18.5 Восстановить лакокрасочное покрытие.
4.4.19 Клапан электропневматический КПЭ-9-03
4.4.19.1 Клапан КПЭ-9-03 разобрать, очистить, осмотреть, поврежденные
детали заменить. Резиновые детали и манжеты заменить независимо от состояния.
Детали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с по-
врежденной резьбой заменить.
4.4.19.2 Трущиеся детали и манжеты смазать смазкой ЖТ-79Л ТУ0254-002-
01055954-2001.
4.4.19.3 Проверить герметичность привода утечкой сжатого воздуха давле-
нием не более 1,0 МПа из резервуара ѐмкостью 1 литр через привод и вентиль при
токе катушки вентиля не выше минимального. Снижение давления за время не ме-
нее 400 с допускается не ниже 0,9 МПа.
68
4.4.19.4 Герметичность клапанов проверить утечкой сжатого воздуха при
давлении 1,0 МПа из резервуара ѐмкостью 1 литр, подведѐнного со стороны источ-
ника сжатого воздуха. Снижение давления за время не менее 600 с допускается не
ниже 0,9 МПа. Проверку произвести при включѐнном вентиле и минимальном токе
в катушке и при выключенном вентиле и заглушенном отверстии на стороне потре-
бителя.
4.4.19.5 Герметичность клапана при минимальном рабочем давлении прове-
рить подачей сжатого воздуха давлением 0,06 МПа со стороны источника сжатого
воздуха при заглушенном патрубке со стороны потребителя. При этом мыльный пу-
зырь на атмосферном отверстии должен удерживаться не менее 5 с. Для типа клапа-
на КПЭ-9-01 проверку не проводить.
4.4.19.6 Пробку установить на сурик железный МА 015 густотѐртый ГОСТ
8292-85 с подмоткой льна трѐпаного заводской обработки №14 ГОСТ 10330-76.
4.4.19.7 Восстановить лакокрасочное покрытие.
4.4.20 Клапан разгрузочный КР-1-02
4.4.20.1 Клапан КР-1-02 разобрать, очистить, осмотреть, поврежденные де-
тали заменить. Резиновые детали и манжеты заменить независимо от состояния.
Детали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с по-
врежденной резьбой заменить.
4.4.20.2 Клапан притереть по втулке корпуса.
4.4.20.3 Трущиеся поверхности поршня и клапана смазать смазкой ЦИА-
ТИМ-201 ГОСТ 6267-74.
4.4.20.4 Герметичность клапана и вентиля при обесточенной катушке про-
верить утечкой сжатого воздуха при давлении не более 0,9 МПа из резервуаров ѐм-
костью по 1 литру. Допускается снижение давления воздуха не мене 0,81 МПа за
время не менее 600 с.
4.4.20.5 Срабатывание пневмопривода проверить при минимальном рабо-
чем давлении сжатого воздуха в разгружаемой магистрали, подведѐнного к вентилю
и впускному патрубку.
69
4.4.20.6 Срабатывание вентиля проверить при минимальном токе катушки и
максимальном рабочем давлении сжатого воздуха 1,0 МПа.
4.4.20.7 Питательный штуцер установить на белила цинковые густотѐртые
МА-011-1 ГОСТ 482-77 с подмоткой льна трѐпаного заводской обработки №14
ГОСТ 10330-76.
4.4.20.8 Восстановить лакокрасочное покрытие.
4.4.21 Клапан токоприѐмника КТ-20-03
4.4.21.1 Клапан КТ-20-03 разобрать, очистить, осмотреть, поврежденные
детали заменить. Резиновые детали и манжеты заменить независимо от состояния.
Детали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с по-
врежденной резьбой заменить.
4.4.21.2 Положение регулирующего болта калибровочного клапана устано-
вить в пределах угла не более 105° и зафиксировать с помощью подмотки льна трѐ-
паного №14 ГОСТ 10330-76, пропитанного в сурике железном густотѐртом ГОСТ
8292-85.
4.4.21.3 Трущиеся детали и манжеты смазать смазкой ЖТ-79Л ТУ0254-002-
01055954-2001.
4.4.21.4 Проверить герметичность привода на утечку воздуха давлением не
выше 0,675 МПа подведѐнного к патрубку магистрали управления через резервуар
ѐмкостью 1 литр при токе в катушке вентиля не выше минимального. Снижение
давления не ниже 0,61 МПа допускается за время не более 400 с.
4.4.21.5 Проверить герметичность запорных клапанов на утечку сжатого
воздуха давлением не выше 0,675 МПа подведѐнного к патрубку магистрали пита-
ния через резервуар ѐмкостью 1 литр при заглушенном патрубке магистрали потре-
бителя. Снижение давления не ниже 0,61 МПа допускается за время не более 600 с.
Проверку произвести дважды: при минимальном токе в катушке и выключенном
вентиле при наличии номинального давления сжатого воздуха в магистрали управ-
ления.
4.4.21.6 Проверить герметичность клапана при давлении сжатого воздуха
0,675 МПа методом обмыливания возможных мест утечки. Не допускается наличие
70
мыльных пузырей между корпусом и вентилем. Утечки устранить притиркой приле-
гающих поверхностей корпуса и вентиля.
4.4.21.7 Отрегулировать клапан на выпуск сжатого воздуха при рабочем
давлении в магистрали питания и подключѐнном к магистрали потребителя резер-
вуаре объѐмом 20 литров. После отключения вентиля давление в резервуаре должно
снижаться от рабочего давления до 0,1 МПа в два этапа: сначала быстрое снижение
давления до 0,8 рабочего с утечкой через два отверстия сухаря, затем только через
одно отверстие до 0,1 МПа. Характер снижения давления обеспечить изменением
затяжки пружины с последующей фиксацией винта контргайкой.
4.4.21.8 Отрегулировать клапан на впуск сжатого воздуха при рабочем дав-
лении в магистрали питания и подключѐнном к магистрали потребителя резервуаре
20 литров. После включения вентиля давление в резервуаре должно повышаться от
0 до рабочего давления за 7-10 с. Время повышения давления регулировать измене-
нием сечения пропускного канала болтом калибровочного клапана с последующей
фиксацией контргайкой.
4.4.22 Клапан электропневматический КП-8-02
4.4.22.1 Клапан КП-8-02 разобрать, очистить, осмотреть, поврежденные де-
тали заменить. Резиновые детали и манжеты заменить независимо от состояния.
Детали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с по-
врежденной резьбой заменить.
4.4.22.2 Смазать трущиеся детали и манжеты смазкой ЖТ-79Л ТУ0254-002-
01055954-2001.
4.4.22.3 Проверить герметичность клапана на утечку сжатого воздуха дав-
лением не менее 1,0 МПа, подведѐнного к патрубку питающей магистрали через ре-
зервуар ѐмкостью 1 литр при заглушенном патрубке магистрали потребителя. Сни-
жение давления допускается не ниже 0,9 МПа.
4.4.22.4 Проверку произвести:
при выключенном вентиле. Давление замерить по истечении не менее
300 с;
71
при включенном вентиле, при токе в катушке не выше минимального.
Давление замерить по истечении не менее 240 с.
4.4.22.5 Возможную негерметичность канала питания вентиля по разъѐму
корпусов устранить установкой второго кольца 008-012-25-2-2 ГОСТ 18829-73 (п. 90
приложения Д).
4.4.22.6 Пробку установить на сурик железный МА 015 густотѐртый ГОСТ
8292-85 с подмоткой льна трѐпаного заводской обработки №14 ГОСТ 10330-76.
4.4.22.7 Восстановить лакокрасочное покрытие.
4.4.23 Клапан продувки КП-29
4.4.23.1 Клапан КП-29 разобрать, очистить, осмотреть, поврежденные дета-
ли заменить. Резиновые детали и манжеты заменить независимо от состояния. Де-
тали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с повреж-
денной резьбой заменить.
4.4.23.2 Клапан притереть по втулке корпуса.
4.4.23.3 Трущиеся поверхности поршня и клапана смазать смазкой ЖТ-79Л
ТУ0254-002-01055954-2001.
4.4.23.4 Втулку в месте подключения вентиля установить на белилах цинко-
вых густотѐртых МА-011-1 ГОСТ 482-77.
4.4.23.5 Герметичность клапана и вентиля проверить при обесточенной ка-
тушке вентиля подачей в патрубки магистрали питания и магистрали управления
сжатого воздуха из резервуара ѐмкостью 1 литр давлением не более 1,0 МПа. По ис-
течении не менее 600 с давление сжатого воздуха должно быть не менее 0,9 МПа.
4.4.23.6 Проверить срабатывание пневмопривода при минимальном давле-
нии, подведѐнном к патрубкам магистрали питания и магистрали управления, и но-
минальном токе вентиля 0,1 А (номинальном напряжении 110 В).
4.4.23.7 Восстановить лакокрасочное покрытие.
4.4.24 Устройство пневматическое УПН-3-01
4.4.24.1 Устройство УПН-3-01 разобрать, очистить, осмотреть, поврежден-
ные детали заменить. Резиновые детали и манжеты заменить независимо от состоя-
72
ния. Детали с поврежденной резьбой заменить или восстановить. Крепѐжные детали с
поврежденной резьбой заменить.
4.4.24.2 Герметичность вентиля проверить измерением утечки сжатого воз-
духа через него из резервуара ѐмкостью 1 литр в течение не менее 600 с при макси-
мальном давлении (0,675 МПа) сжатого воздуха и минимальном токе (0,092 А) в ка-
тушке. После проверки давление должно быть не менее 0,61 МПа.
4.4.24.3 Восстановить лакокрасочное покрытие.
4.4.25 Воздушные резервуары
4.4.25.1 Ремонт и гидравлические испытания резервуаров производить в
соответствии с пунктом 10.2 ЦТ-533 (п.4 приложения Д) и ЦТ-ЦВ-ЦП-581 (п.12
приложения Д).
4.4.26 Тормозные цилиндры
4.4.26.1 Ремонт и испытание тормозных цилиндров производить в соответ-
ствии с пунктом 10.1 ЦТ-533 (п.4 приложения Д) и с пунктом 8.1.1 3ТС.001.012РЭ8
(п.26 приложения Д).
4.4.27 Система вентиляции
4.4.27.1 Демонтировать блоки вентиляторов с электровоза и разобрать.
4.4.27.2 Колеса вентиляторов спрессовать, очистить все детали от пыли и
грязи, осмотреть на отсутствие трещин, вмятин и других повреждений и устранить
их. Колеса вентиляторов, имеющие трещины заменить. Проверить надежность за-
клепочных соединений щупом толщиной 0,05 мм. Заменить на колесах вентилято-
ров ослабленные или имеющие трещины и деформацию заклепки.
4.4.27.3 Посадочные отверстия в ступицах и втулках колес под заклепки
восстановить электронаплавкой или постановкой втулки с последующей обработкой
до чертежных размеров.
4.4.27.4 Погнутые лопатки выправить. Тщательно осмотреть все сварные
швы. При обнаружении в них трещин производить переварку швов. Лопатки, долж-
ны иметь профиль в соответствии с чертежом и установлены точно по шагу. При-
варку более 12 расположенных рядом лопаток производить в кондукторе.
73
4.4.27.5 Ремонтировать кожуха и улитки вентиляторов. Улитки вентилятора
окрашивать согласно нормативно-технической документации.
4.4.27.6 Колеса после ремонта статически балансировать и окрашивать в со-
ответствии с чертежами 5ТС.469.015 и 5ТС.469.015-01. Крепление балансировочно-
го груза производить в местах, предусмотренных чертежами. Допустимый дисба-
ланс не должен превышать 5 г на 370мм. Колесо испытать на прочность путем не
менее двух кратковременных разгонов с повышением частоты вращения от 0 до
1900 об/мин.
4.4.27.7 При монтаже вентиляторов следить за тем, чтобы в улитку одного
направления вращения не попало колесо другого направления вращения, для чего на
улитке и колесе нанести стрелки, показывающие направление вращения. Кроме то-
го, колесо устанавливать соосно с входным патрубком улитки. Допуск соосности
равен 5 мм по радиусу. Соосность колеса и входного патрубка вентилятора контро-
лировать по смещению внутренней цилиндрической поверхности патрубка относи-
тельно внутренней поверхности колеса.
4.4.27.8 После сборки центробежных вентиляторов колеса балансировать
динамически в сборе с электродвигателем. Допустимый уровень вибрации вентиля-
тора не должен превышать 80 мкм. Измерение вибрации производить по ГОСТ
12379-75 (п. 72 приложения Д).
4.4.27.9 Проверить в блоках вентиляторов правильность установки зазоров
А, Б и В в соответствии с рисунками 4, 5 и таблицей 4
74
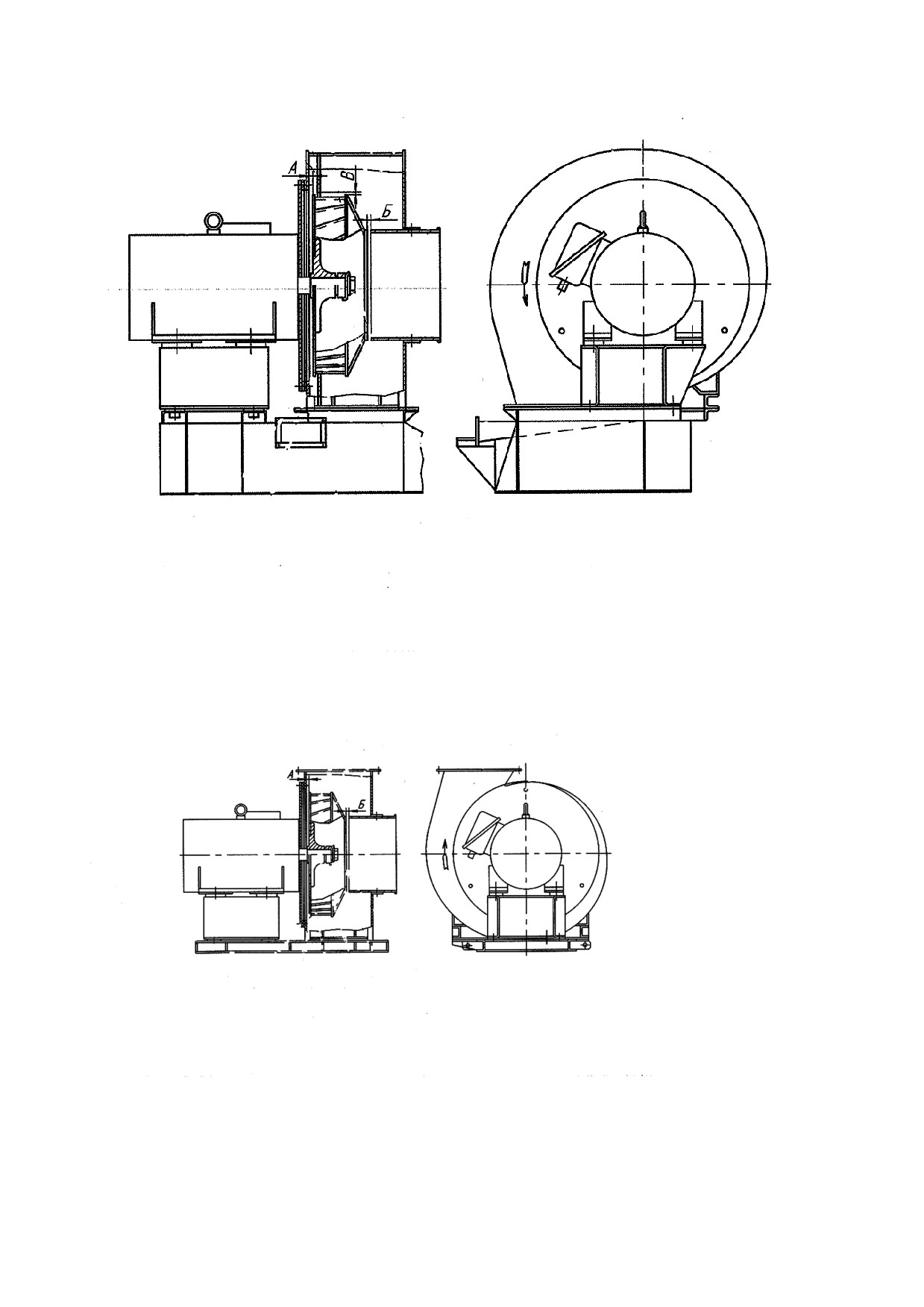
Рисунок 4 - Блок центробежного вентилятора-воздухоочистителя ЦВ9-37,6-7,6
Рисунок 5 - Блок центробежного вентилятора Ц9-37,6-7,6
75
Таблица 4
Обозначение зазора
Величина зазора для вентилятора, мм
ЦВ9-37,6-7,6
Ц9-37,6-7,6
А
14±3
29±3
Б
5-1+3
5-1+3
В
6±2
-
4.4.27.10 Регулировку зазоров производить:
А—вентилятора ЦВ9-37,6-7,6 перемещением приводного электродвига-
теля;
А—вентилятора Ц9-37,6-7,6 перемещением улитки по овальным отвер-
стиям в каркасе вентилятора;
Б—вентиляторов ЦВ9-37,6-7,6 Ц9-37,6-7,6 перемещением входного пат-
рубка улитки по овальным отверстиям в патрубке;
В и соосности колеса и входного патрубка улитки установкой пластин-
чатых металлических прокладок под лапы приводного электродвигателя для венти-
лятора ЦВ9-37,6-7,6 и под опорные кронштейны улитки для вентилятора Ц9-37,6-
7,6.
4.4.27.11 Сборку блоков мотор вентиляторов и их установку на электровоз
осуществить в соответствии с техническими требованиями чертежей. При этом про-
верить натяг колес вентиляторов на валы двигателей, соосность колеса вентилятора
с улиткой.
4.4.27.12 После сборки проверить надежность крепления вентиляторов, при-
водных двигателей, и самих блоков к кузову. Затирание рабочих колес не допусти-
мо.
4.4.27.13 Проверку и регулировку системы вентиляции выполнять в обеспе-
чение избыточного, по отношению к атмосферному, давлению в кузове в пределах
от 40 до 60 Па и расходах воздуха на охлаждаемое оборудование, указанное в таб-
лице 5.
76

Таблица 5
Охлаждаемое оборудование
Расход воздуха, м3/мин
Тяговый двигатель
70+5
Блок балластных резисторов
250
Блок диодов
25+5
4.4.27.14 Отремонтировать воздуховоды. Проверить надежность крепления
и фиксацию регулировочных и рециркуляционных заслонок системы вентиляции.
4.5 Электрические машины
4.5.1 Дефектацию и ремонт тяговых двигателей и вспомогательных машин
производить в соответствии с требованиями РД 103.11.320—2004 (п.6 приложе-
ния Д), РК
103.11.487-2007
(п.92 приложения Д), ЦАРВ.050.07.00.000 РК
(п. 56 приложения Д) и приложением В.
4.5.2 Соединения наконечников подводящих кабелей установленных на
электровозе электрических машин и изолирование мест соединения выполнить со-
гласно чертежу. Наконечники зачистить, облудить и прочно соединить, негодные
болты, гайки, предохранительные шайбы заменить.
4.5.3 Подводящие провода вспомогательных машин, проложенные вне вы-
соковольтной камеры, закрыть защитными кожухами или укладывать в металличе-
ские трубы в соответствии с требованиями чертежей. Защитные кожуха и трубы на-
дежно заземлить.
4.5.4 Работу вспомогательных машин при выпуске электровоза из ремонта
проверить раздельным пуском машин при рабочем напряжении.
4.5.5 Тяговые двигатели после установки на электровоз проверить на соот-
ветствие направлений их вращения.
4.6 Электрические аппараты, оборудование, провода и шины.
4.6.1 Общие положения.
4.6.1.1 При производстве среднего ремонта электровозов демонтировать:
все аппараты;
латунные и медные трубки пневматической цепи управления;
опорные изоляторы и изолятор ввода.
77
шинный монтаж с изоляторами.
4.6.1.2 Дополнительно при капитальном ремонте демонтировать:
стальные трубы пневматической цепи управления;
низковольтную и высоковольтную проводку:
все изоляторы и клицы.
4.6.1.3 Все снятые аппараты разобрать, детали очистить в соответствии с
действующей технологической документацией и осмотреть, негодные заменить. За-
прещается протирка полистирольных кожухов аппаратов органическими раствори-
телями.
4.6.1.4 Очистку электрических аппаратов производить с помощью техниче-
ских моющих средств типа НЕОНОЛ и др. не оказывающих воздействие на изоля-
цию.
4.6.1.5 Съемные изоляционные крепежные детали (прокладки, шайбы, труб-
ки и т.д.) и уплотнения из картона, резины, дюрита, фибры, войлока и других мате-
риалов независимо от состояния заменить на новые.
4.6.1.6 Деревянные клицы вводов проводов в аппараты изготовить из дуба,
лиственницы, ясеня или березы влажностью не более 12 % и пропитать в натураль-
ной олифе, парафине, льняном или трансформаторном масле либо в кремнийорга-
нической жидкости.
Разрешается оставлять при СР без замены клицы, имеющие небольшие сколы
и несквозные трещины, не влияющие на прочность клицы и не ухудшающие ее уп-
лотняющих качеств.
Резиновые клицы проводов и других проводников очистить от грязи и крас-
ки, осмотреть. Разорванные, раздавленные, горелые, не соответствующие размерам
заменить. При проведении малярных работ не допускается окрашивание поверхно-
стей резиновых клиц. Возможна установка при любом виде ремонта деревянных
клиц сходных по размерам при условии соблюдения требований ЦТ-6 (п.30 прило-
жения Д).
4.6.1.7 Каркасы для установки аппаратов, ящики, защитные кожуха, крышки
осмотреть, трещины заварить, повреждения (вмятины, трещины, надрывы, прожоги
78
и др.) исправить, уплотнения заменить. Замки ящиков кожухов проверить и отре-
монтировать. Окраску каркасов производить согласно требованиям чертежей. По-
крытие каркасов молотковой эмалью в случае отсутствия существенных поврежде-
ний (трещин, сколов и т.д.) разрешается не восстанавливать.
4.6.1.8 Свободные от проводов прутковые конструкции очистить от ржавчи-
ны, заусенцев, окрасить электроизоляционным лаком БТ-99 ГОСТ 8017 (п. 93 при-
ложение Д), после чего обмотать одним слоем киперной ленты с полуперекрытием и
окрасить электроизоляционным лаком. Допускается для изоляции прутков приме-
нять трубки из кремнийорганической резины (ТКР).
4.6.1.9 Все сварочные работы при ремонте электроаппаратов производить в
соответствии с требованиями ЦТ-336 (п. 13 приложения Д).
4.6.1.10 Поврежденные рукава заменить новыми. Сварка из отдельных кус-
ков не допускается. Медные трубки пневматических цепей к аппаратам, имеющие
вмятины на глубину более 25 % по диаметру, трещины и надрывы заменить.
4.6.1.11 Все наконечники, имеющие трещины, изломы, неудовлетворитель-
ную пайку, размеры, не соответствующие сечению провода, заменить, окисленные
наконечники зачистить и облудить. При пайке наконечника жилы провода облудить
полностью. Пайку и лужение наконечников произвести припоем ПОС—40
ГОСТ 21931 (п. 99 приложения Д) с применением паяльного лака или других анти-
коррозийных флюсов. При пайке не допускается обгар изоляции провода.
4.6.1.12 Пайка должна быть чистой, припой должен заполнять места соеди-
нения. Припой залить по всей окружности с плавным переходом от провода к нако-
нечнику. Длина облуженной части провода от торца наконечника не должна превы-
шать 5 мм. Допускается наличие обрыва жил провода до 10 % площади сечения у
наконечников низковольтных и высоковольтных проводов. При установке новых и
замене негодных наконечников допускается выполнять их присоединение к прово-
дам опрессовкой. При опрессовке наконечников руководствоваться технической до-
кументацией заводов-изготовителей и требованиями ОСТ 16.0.801.066-83.
79
4.6.1.13 В тех местах, где провода огибают острые углы металлических кон-
струкций или других заземленных деталей, проверить состояние изоляции и при не-
обходимости проложить изоляционные прокладки.
4.6.1.14 Расстояние по воздуху между разнопотенциальными токоведущими
частями, а также между токоведущими частями и "землей" должно соответствовать
требованиям конструкторской документации.
В случае невозможности выдержать указанные, по воздуху или по поверхно-
сти, расстояния, участки шинопроводов дополнительно изолировать на полное на-
пряжение цепи.
4.6.1.15 Поверхности изоляционных стоек и валов, имеющих риски, цара-
пины, задиры глубиной до 1 мм, шлифовать и покрыть электроизоляционной эма-
лью ГФ-92-ХС.
4.6.1.16 Стойки из стеклопластика, имеющие трещины и сколы более 5 мм,
заменить. Поврежденную изоляцию стоек и валов глубиной более 1 мм, имеющую
выпуклость, прожоги, трещины, сколы и наложения изоляции, снять по всей длине и
нанести новую в соответствии с требованиями чертежей. Местные повреждения
изоляции до половины ее толщины разрешается восстанавливать согласно утвер-
жденным технологическим процессам.
4.6.1.17 Фарфоровые изоляторы аппаратов, имеющие отколы, трещины, ос-
лабления в армировке, металлизацию и повреждение глазури на поверхности пре-
вышающей более 10 % пути возможного электрического перекрытия заменить но-
выми.
4.6.1.18 Пластмассовые и стеклопластиковые изоляторы, а также изоляторы
из прессовочного материала АГ-4, имеющие перекрытие по поверхности, разреша-
ется оставлять при условии зачистки и шлифовки поврежденного места с после-
дующим покрытием электроизоляционным кремнийорганическим лаком или элек-
троизоляционной эмалью и проверкой их электрической прочности в соответствии с
действующими нормами значений испытательного напряжения.
4.6.1.19 Очистку и нанесение электроизоляционного покрытия производить
согласно требованиям ТИ 237(п.78 приложения Д). На приборных панелях под разъ-
80
единителями допускается восстанавливать изоляционное покрытие дугостойкой
электроизоляционной эмалью ГФ-92ХС с предварительной зачисткой места дефек-
та.
4.6.1.20 Кожаные и резиновые уплотнения (кольца, манжеты, сальники)
пневматических приводов заменить новыми. Неисправные уплотнительные про-
кладки аппаратов заменить. Бронзовые пружинные шайбы с изломом лепестков бо-
лее трех на шайбу заменить новыми.
4.6.1.21 Все электромагнитные вентили проверяются на герметичность в
соответствии с ГОСТ 9219 (п.75 приложения Д) или техническими условиями заво-
дов-изготовителей.
4.6.1.22 Ход клапанов у электромагнитных вентилей, магнитные зазоры под
якорем должны соответствовать нормам допусков и износов настоящего Руково-
дства (п.15 приложения Б).
4.6.1.23 Электромагнитные вентили разобрать, очистить, осмотреть, повреж-
денные детали заменить. При ремонте руководствоваться пунктом 8.4.3 3ТС.000.003РЭ8
(п.26 приложения Д).
4.6.1.24 Все многовитковые катушки аппаратов проверить на соответствие
техническим требованиям. Допускаемые отклонения активного сопротивления от
номинальных значений при температуре 20 °С должны соответствовать требовани-
ям ГОСТ 9219 (п.75 приложения Д).
На многовитковых низковольтных катушках, не требующих замены, покров-
ную изоляцию при выявлении повреждений покрыть электроизоляционным лаком.
С многовитковых высоковольтных катушек, не требующих замены, а также низко-
вольтных с ослаблением выводов или повреждением изоляции снять верхний слой
изоляции, ослабленные выводы перепаять. Изоляцию восстановить и пропитать ла-
ком в соответствии с требованиями чертежей. Проверить активное сопротивление
катушек, электрическую прочность изоляции и отсутствие межвиткового замыка-
ния.
81
Катушки с изоляцией "Монолит-2", не соответствующие техническим требо-
ваниям чертежей, заменить. Повреждения поверхности изоляции глубиной менее 1
мм восстановить по технологии изготовления изоляции "Монолит-2".
4.6.1.25 Выводы катушек магнитного дутья из шинной меди при наруше-
нии мест пайки перепаять или приварить. Перед пайкой шины облудить и прикле-
пать к месту соединения. При восстановлении катушек из шинной меди допускается
наплавка поврежденных концов газовой сваркой с доведением их до чертежных
размеров. Поврежденную изоляцию выводов восстановить. Катушки из шинной ме-
ди окрасить электроизоляционным лаком. Витки катушки из шинной меди не долж-
ны касаться друг друга.
4.6.1.26 Контакты, размеры которых не соответствуют нормам допусков,
заменить новыми. Восстановление контактной части наплавкой не допускается.
Толщина, раствор, провал, смещение и нажатие силовых контактов и контактов
блокировочных устройств должны соответствовать техническим требованиям чер-
тежа и нормам допусков и износов (приложение Б).
4.6.1.27 Контакты реле и вспомогательные контакты контакторов и пере-
ключателей зачистить стальной закалѐнной полированной пластиной, обезжиренной
в спирте или бензине и протереть насухо ветошью. Контакты кнопочных выключа-
телей разрешается зачищать личным напильником или надфилем.
4.6.1.28 Обработку обожженных, оплавленных или окислившихся контакт-
ных поверхностей разъемных контактов силовых и вспомогательных цепей произ-
водить при помощи напильников с мелкой насечкой и шлифовальной стеклянной
шкуркой.
4.6.1.29 Шариковые и роликовые подшипники осмотреть и проверить в со-
ответствии с требованиям ЦТтеп—87/11 (п. 74 приложения Д). Игольчатые под-
шипники заменить. В подшипники заложить смазку согласно требованиям чертежей
и 01ДК.421457.001И (п.11 приложения Д).
4.6.1.30 Пружины, имеющие трещины, изломы, потертости, потерю упруго-
сти, а также проседание, заменить.
Пружины разрешается восстанавливать термообработкой.
82
Пружины проверить на параллельность опорных плоскостей витков, равно-
мерность шага и отсутствие перекоса витков в соответствии с требованиями черте-
жей. На пружины, удовлетворяющие требованиям чертежей, нанести защитное по-
крытие.
4.6.1.31 Разрешается ставить оксидированные пружинные шайбы. Пружин-
ные шайбы, имеющие остаточную деформацию, заменить.
4.6.1.32 Оси, валики и втулки аппаратов, имеющие износ более допустимо-
го, заменить новыми (п.1.1 приложения Б). Зазоры в шарнирах должны соответство-
вать нормам допусков и износов настоящего Руководства (п.1.2 приложения Б).
4.6.1.33 Крепление деталей и аппаратов выполнить в соответствии с требо-
ваниями чертежей. Постановка крепежных деталей с поврежденными шлицами,
гранями и дефектной резьбой запрещается.
4.6.1.34 Резьбовые отверстия в деталях и узлах (металлических), имеющих
износ, повреждение резьбы, восстановить электронаплавкой с последующей обра-
боткой по чертежу.
Разрешается дефектные резьбовые отверстия перерезать на следующий раз-
мер по стандарту с постановкой сопрягаемых деталей соответствующих размеров.
4.6.1.35 Во избежание нарушения работоспособности электроаппаратов,
имеющих несколько опорных поверхностей, разрешается установка регулирующих
прокладок между деталями для крепления аппаратов и стойками, каркасами, бо-
бышками и другими основаниями.
4.6.1.36 Все детали внутренних соединений аппаратов выполнить в соответ-
ствии с чертежами с учетом допусков и установить на аппараты до постановки их на
электровоз. Каждый аппарат маркировать в соответствии со схемой электровоза. На
аппараты нанести маркировку проводов в соответствии с монтажными схемами.
4.6.1.37 Проходные отверстия под валики, оси и болтовые соединения,
имеющие выработку или износ, обработать до размера, превышающего чертежный
на 1 мм с постановкой сопрягаемых деталей соответствующего размера, с сохране-
нием допуска посадки по чертежу. При большом износе дефектные проходные от-
верстия заварить с последующей обработкой по чертежу.
83
4.6.1.38 Детали и узлы электроаппаратов, изготовленные из пластмассы
(пресс-материала), имеющие трещины длиной более 15 % сечения поверхности, а
также трещины, выходящие на проходные или резьбовые отверстия, изломы, про-
боины, сколы, прожоги, оплавления, износы поверхностей сопряжения со смежны-
ми деталями заменить. Поверхности деталей и узлов должны быть зачищены от на-
гаров. Трещины неоговоренные, незначительные выработки, риски, задиры, вмяти-
ны на поверхностях допускается исправлять эпоксидными компаундами, смолами,
клеями. Поверхности после исправления должны быть зачищены заподлицо.
4.6.1.39 Поверхности деталей и узлов, прошедшие ремонт или изготовлен-
ные вновь, должны соответствовать следующим основным требованиям чертежей
по:
1) чистоте (шероховатости) обработки;
2) форме и расположению;
3) термообработке и покрытию.
4.6.1.40 При сборке аппаратов на трущиеся поверхности нанести смазку в
соответствии 01ДК.421457.001И (п.11 приложения Д).
4.6.1.41 После ремонта проверить герметичность всех аппаратов с пневма-
тическим приводом и электропневматических клапанов сжатым воздухом при дав-
лении в соответствии с техническими требованиями чертежей. Предельные значе-
ния давления воздуха и напряжения срабатывания аппаратов должны быть в соот-
ветствии с требованиями ГОСТ 9219 (п.75 приложения Д) и техническими условия-
ми на аппараты.
4.6.1.42 Всю защитную и контрольную аппаратуру регулировать согласно
техническим данным для электровоза и опломбировать.
4.6.1.43 Проверить сопротивление изоляции всех отремонтированных элек-
трических аппаратов. Значения сопротивления изоляции должны соответствовать
ГОСТ 9219 (п.75 приложения Д) и техническим требованиям чертежей.
Электрическую прочность изоляции аппаратов после ремонта проверить на-
пряжением переменного тока частотой 50 Гц в течение 1 мин. Значения испыта-
тельных напряжений должны соответствовать уменьшенным на 15 % значениям,
84
указанным в ГОСТ 9219 ( п.75 приложения Д) и в технических требованиях черте-
жей.
4.6.1.44 После установки на место всей аппаратуры и ее подключения про-
верить правильность работы электрических цепей в соответствии с диаграммами
включения аппаратов.
Техническое состояние низковольтных цепей проверить с помощью пере-
носных или автоматизированных средств контроля и диагностики.
4.6.1.45 После ремонта проверить сопротивление изоляции и электрическую
прочность изоляции всех электрических цепей вместе с комплектом аппаратов, ус-
тановленных на электровоз. Нормы испытательных напряжений и допускаемых со-
противлений изоляции должны соответствовать нормам, требованиям и условиям
испытаний, указанным в приложении Г настоящего Руководства.
4.6.1.46 Проверить состояние всех устройств заземления электрооборудова-
ния и установки заземления в соответствии с требованиями чертежей.
4.6.2 Токоприемники
4.6.2.1 Токоприемник ТАсС 16-01 снять с электровоза, используя схему
строповки согласно чертежа 6ТС.260.016.
4.6.2.2 Основание токоприемника установить на опорные тумбы, верхние по-
верхности которых должны находятся в горизонтальной плоскости.
4.6.2.3 Токоприемник разобрать. Порядок разборки токоприемника должен
быть следующим:
снять все шунты;
снять полоз и разобрать его;
снять каретки и разобрать шарниры верхней рамы;
снять синхротягу кареток и нижнюю тягу верхней рамы;
разобрать каретки;
снять верхнюю раму;
снять подводящий воздушный шланг;
снять кожух;
снять верхнюю ось пневмопривода;
85
разобрать центральные шарнирные узлы и снять несущий рычаг с пнев-
моприводом;
разобрать пневмопривод, сняв верхний фланец и петельный механизм;
разобрать подшипниковые узлы нижнего шарнира пневмопривода и
снять нижний фланец пневмопривода;
разобрать подшипниковый узел несущего рычага для закрепления верх-
ней рамы
4.6.2.4 Проверить крепление соединительных труб и угольников основания.
4.6.2.5 Осмотреть главный и вспомогательный валы. Произвести ревизию
шариковых подшипников. Неисправные подшипники заменить.
4.6.2.6 Пневмопривод токоприемника разобрать, очистить и осмотреть.
4.6.2.7 При СР воздухопроводные трубы осмотреть и продуть сжатым воз-
духом. Трубопровод или отдельные трубы снимаются в случае их повреждения.
При КР воздухопроводные трубы разобрать, прочистить и продуть сжатым возду-
хом.
4.6.2.8 При КР трубы после очистки должны быть чистыми внутри, не иметь
ржавчины, плен и отслоений.
4.6.2.9 Трубы верхней рамы, имеющие трещины, вмятины глубиной более
1 мм, изгибы и прожоги, сквозные повреждения коррозией заменить новыми.
Изогнутые трубы разрешается править с нагревом газовой горелкой.
4.6.2.10 Сварные швы основания, имеющие трещины, вырубить и заварить
вновь. Расстояние между центрами отверстий под болты опорных изоляторов долж-
но соответствовать чертежным размерам. Разница расстояний между отверстиями
по диагонали допускается не более 3 мм.
4.6.2.11 Сварочные работы при ремонте основания токоприемника, валов,
рычагов, тяг, кронштейнов и рам производить, в соответствии с требованиями ЦТ-
336 (п. 13 приложения Д).
4.6.2.12 Места присоединения наконечников проводов и шунтов зачистить и
облудить.
86
4.6.2.13 При СР изношенные детали пневмопривода восстановить, негодные
заменить. Убедиться в отсутствии на поверхности баллона глубоких трещин и от-
слоений, снижающих механическую прочность и герметичность, проверить подсое-
динительный шланг на отсутствие дефектов, снижающих надежность работы и гер-
метичность. При КР пневмобаллон заменить, с уплотнением мест стыка в соответст-
вии с требованиями чертежа.
4.6.2.14 При КР установить новые воздушные рукава.
4.6.2.15 Штоки упоров токоприемников, имеющие выработки, а также рези-
ну упоров, потерявшую эластичность, заменить, пружины проверить согласно пунк-
ту 4.6.1.30.
4.6.2.16 Каркасы полозов токоприемников при невозможности рихтовки
заменить новыми. Каркасы полозов выправить на специальной оправке. Для полу-
чения соответствующих чертежам конфигурации и размерам полозов, допускается
производить угловые вырезы в отбортовке склонов с последующей заваркой и зачи-
сткой швов заподлицо с основным металлом.
4.6.2.17 Изношенные детали кареток и дополнительного амортизирующего
устройства заменить новыми.
4.6.2.18 Угольные и металлокерамические вставки полоза заменить новыми.
4.6.2.19 Пластины и вставки должны плотно прилегать к полозу, распола-
гаться на одном уровне и не иметь острых и выступающих углов. Винты, крепящие
пластины к полозу заменить. Головки винтов должны быть утоплены. Под гайки ус-
тановить новые пружинные шайбы.
4.6.2.20 Проверить состояние планок, крепящих угольные вставки, при от-
клонении размеров от чертежа планки заменить.
4.6.2.21 Опорные изоляторы под один токоприемник подобрать с разницей
по высоте не более 2 мм. Для устранения перекосов токоприемника допускается ус-
тановка шайб между токоприемником и опорными изоляторами.
4.6.2.22 Все трубчатые рамы и основания токоприемников, за исключением
резиновых деталей, электрических и шарнирных соединений, шунтов и полозов, ро-
87
ликов и осей окрасить красной эмалью согласно ОСТ 32.190 (п. 31 приложения Д).
Крепежные детали установить согласно требованиям чертежей.
4.6.2.23 Шунты полозов, шарниров и главного вала плотно прикрепить к
контактным поверхностям. Под головки болтов установить пружинные шайбы.
4.6.2.24 Статическая характеристика токоприемников должна удовлетво-
рять техническим данным с учетом режима работы (летнего или зимнего).
4.6.2.25 Антикоррозийное покрытие должно соответствовать требованиям
чертежа.
4.6.2.26 Вспомогательный компрессор типа ВВ 0,05/7-1000 02 М8 ремонти-
ровать и испытывать в соответствии с п. 4.4.3
4.6.2.27 При ремонте токоприемника руководствоваться пунктом
8.4.2.2
3ТС.000.003РЭ8 (п.26 приложения Д).
4.6.2.28 Провести следующие испытания собранного токоприемника:
проверить герметичность пневмопривода утечкой сжатого воздуха при
давлении 0,36 МПа согласно ГОСТ 9219 (п. 75 приложения Д);
при давлении в баллоне от 0,34 до 0,36 МПа проверить статическое на-
жатие на контактный провод в диапазоне рабочей высоты. Активное нажатие (при
подъеме) должно быть не менее 100 Н; пассивное нажатие (при опускании) не
должно быть выше 130 Н;
проверить в рабочем диапазоне высоты разницу между наибольшим и
наименьшим контактным нажатием при одностороннем перемещении (вверх или
вниз) верхнего узла, которая должна быть не более 15 Н при отклонении - параметр
обеспечить регулировкой длины нижней тяги (расстояние между шарнирами от
1345 до 1355 мм);
проверить в рабочем диапазоне двойную величину трения в шарнирах,
определяемую как разность контактных нажатий в одной точке при движении вниз
и вверх, которая должна быть не более 25 Н;
проверить максимальную высоту подъема токоприемника 2100 мм; при
не соответствии изменить длину упорных болтов основания, законтрить;
88
отрегулировать время подъема токоприемника клапаном калибровоч-
ным 5ТН.456.129 в пределах от 7 до 10 с, измеренное от момента начала движения
полоза из опущенного положения токоприемника до момента подъема его на мак-
симальную рабочую высоту (1900 мм).
если время подъема более 10 с, увеличить сечение впускного канала
клапана калибровочного 5ТН.456.129 путем вывинчивания его регулировочного
болта, если время меньше 7 с - уменьшить сечение впускного канала ввинчиванием
регулировочного болта. После регулировки зафиксировать положение болта контр-
гайкой;
отрегулировать время опускания клапаном токоприемника КТ-20-03 в
пределах 3,5-6 с, измеренное от момента начала вертикального движения полоза,
находящегося на максимальной рабочей высоте 1900 мм, до момента достижения им
своего низшего положения.
4.6.2.29 Если время опускания менее 3,5 с, поджать пружину дросселирую-
щего клапана, установленного на клапане токоприемника КТ-20-03, путем ввинчи-
вания регулировочного винта. После регулировки положение винта зафиксировать
контргайкой; если время опускания более 6 с, ослабить пружину дросселирующего
клапана путем вывинчивания регулировочного винта. После регулировки положе-
ние винта зафиксировать контргайкой.
4.6.2.30 Проверить опускающее усилие, которое должно быть не менее 120
Н в соответствии с рисунком 17 3ТС.001.003РЭ8 (п.26 приложения Д) .
4.6.3 Быстродействующие выключатели
4.6.3.1 Быстродействующий выключатель UR26
4.6.3.1.1
Ремонт быстродействующего выключателя производить в соот-
ветствии с требованиями ЦАРВ.131.00.00.000 (п. 95 приложение Г).
4.6.3.2 Выключатель быстродействующий токоограничивающий ВБТ-22
4.6.3.2.1
Быстродействующий выключатель разобрать. Детали очистить и
проверить их состояние.
4.6.3.2.2
При наличии трещин в кронштейнах крепления заменить их но-
выми. Отверстия, изношенные более допустимых норм (п. 1.1 приложение Б), вос-
89
становить до чертежных размеров при помощи заварки с последующей обработкой
по чертежу. Проверить установочные размеры.
4.6.3.2.3
Гетинаксовые (текстолитовые) плиты дугогасительного устрой-
ства, имеющие расслоения, заменить новыми. Головки винтов должны быть утопле-
ны в плите и залиты компаундом.
4.6.3.2.4
Дугогасительную камеру разобрать. Металлические детали каме-
ры при наличии оплавления заменить новыми.
4.6.3.2.5
Держатель дугогасительной камеры осмотреть. При наличии
трещин, износа заменить.
4.6.3.2.6
При износе отверстий рога отверстия заварить и рассверлить
вновь до чертежных размеров.
4.6.3.2.7
Стенки камеры, имеющие отколы, трещины или толщину менее
допустимой заменить новыми. Остальные изоляционные детали дугогасительной
камеры зачистить, при наличии трещин или отколов заменить.
4.6.3.2.8
Главные контакты, имеющие износ более допустимых норм со-
гласно техническими требованиям чертежа, заменить новыми. Контактные поверх-
ности контактов припилить (пришабрить) с обеспечением линии прилегания не ме-
нее установленной техническими требованиями чертежей.
4.6.3.2.9
Резиновые манжеты привода заменить. Внутреннюю поверхность
цилиндра пневматического привода при наличии рисок или задиров шлифовать.
4.6.3.2.10 При монтаже воздухопровода расстояние между его деталями и
другими деталями быстродействующего выключателя должно быть не менее 5 мм.
4.6.3.2.11 Изношенные отверстия в рычажной системе, имеющие износ бо-
лее допустимых норм (п. 1.1 приложения Б), заварить и рассверлить до чертежных
размеров. Ролик включающего рычага при износе более 1 мм по диаметру заменить.
4.6.3.2.12 Проверить состояние катушек магнитного дутья (дугогаситель-
ных). Катушки магнитного дутья, имеющие выжиги, заменить.
4.6.3.2.13 Пластины магнитопровода очистить и покрыть электроизоляци-
онным лаком.
90
4.6.3.2.14 Отверстия в приводе ручного отключения, имеющие выработку,
заварить и вновь рассверлить в соответствии с чертежными размерами.
4.6.3.2.15 Пружины ремонтировать в соответствии с п. 4.6.1.30 настоящего
Руководства.
4.6.3.2.16 Изоляторы ремонтировать в соответствии с п.4.6.1.18 настоящего
Руководства.
4.6.3.2.17 Собранный выключатель проверить, испытать и отрегулировать в
соответствии с техническими данными, требованиями чертежа и пунктом 8.4.7
3ТС.000.003РЭ8 (п.26 приложения Д). Регулировочные винты опломбировать.
4.6.3.2.18 Электромагнитный вентиль ремонтировать в соответствии с
п. 4.6.1.23 настоящего Руководства.
4.6.4 Разъединители, переключатели ножевого типа, заземлители, зазем-
ляющие и отключающие штанги.
4.6.4.1 Разъединители, отключатели, заземлители и переключатели разо-
брать, все детали очистить и осмотреть. При наличии износа, более допустимого,
детали заменить (п. 4 приложения Б). Восстановить покрытие контактных пластин
оловом или серебром согласно техническим требованиям чертежей.
4.6.4.2 Подвижные контактные пластины (ножи) должны плотно входить
между пластинами неподвижных контактов и обеспечивать линейное касание с обе-
их сторон. Длина линий касания пластин и контактное нажатие должны соответст-
вовать техническим требованиям чертежей.
4.6.4.3 Гетинаксовые изоляционные стойки разъединителей и штанг, стойки
из пресс-материала АГ-4В, имеющие сколы свыше 2 мм и трещины, заменить. Гети-
наксовые стойки окрасить эмалью ГФ-92-ХС красно-коричневой.
4.6.4.4 Пружинные шайбы (звездочки) шарниров разъединителей, имеющие
остаточную деформацию, заменить новыми.
4.6.4.5 Произвести ремонт ручных приводов крышевых разъединителей с
разборкой и заменой изношенных деталей и уплотнения.
4.6.4.6 У собранных разъединителей и отключателей проверить контактное
нажатие. У высоковольтных разъединителей РВН-27 проверить смещение по высоте
91
подвижного контакта относительно неподвижного, которое допускается не более
1 мм, а также усилие переключения разъединителя в соответствии с требованиями
чертежа.
4.6.4.7 Провести контроль герметичности мест соединения привода с основа-
нием, неподвижного изолятора с основанием, подвижного изолятора с фланцем,
фланца с приводом.
4.6.4.8 Проверить сопротивление и электрическую прочность изоляции от-
ключающих и заземляющих штанг в соответствии с п. 10 приложения Б.
4.6.5 Переключатели
4.6.5.1 Переключатели разобрать, детали очистить с помощью технических
моющих средств типа НЕОНОЛ и др. не оказывающих воздействие на изоляцию и
осмотреть на наличие повреждений и отклонения размеров от чертежных и допус-
тимых значений параметров (п. 4 приложения Б).
4.6.5.2 Силовые контакты переключателей, имеющие износы более установ-
ленных норм (п. 3 приложения Б), трещины и другие повреждения заменить.
4.6.5.3 Зубчатые секторы и зубчатые рейки приводов проверить, не соответ-
ствующие чертежным размерам заменить.
Постановка реек и шестерен с изломом зубьев не допускается.
Текстолитовые шестерни при наличии расслоений и трещин на обработан-
ных поверхностях зубьев, а также в случае зазора в зацеплении, отличающегося от
чертежного, заменить новыми.
4.6.5.4 Рабочие поверхности цилиндров пневматических приводов при нали-
чии рисок отшлифовать. Цилиндры, изношенные по внутреннему диаметру свыше
0,5 мм, заменить новыми. Разрешается расточка изношенных цилиндров и запрес-
совка втулок с последующей обработкой до чертежного размера.
4.6.5.5 При ремонте разрешается:
оставлять без замены зубчатые секторы, рейки и шестерни приводов ап-
паратов, имеющие износ зубьев не более 0,5 мм;
оставлять без замены поршни с выработкой по диаметру до 0,2 мм.
92
4.6.5.6 Шариковые подшипники кулачковых валов и контакторных элемен-
тов промыть, осмотреть, заложить смазку. Неисправные подшипники заменить.
4.6.5.7 Изоляторы с трещинами, отколами, сорванной резьбой в бобышке за-
менить.
4.6.5.8 Толщина напаек контактов должна быть в пределах норм допусков и
износов
(п. 3 приложения Б). При меньшей толщине производится напайка новых
пластин.
4.6.5.9 Допускается смещение подвижного контакта относительно непод-
вижного в вертикальном и горизонтальном направлении не более 1 мм.
4.6.5.10 Отверстия в держателях контактов и в рычагах, изношенные более
допустимых норм (п. 1.1 приложения Б), восстановить наплавкой с последующей
обработкой до чертѐжных размеров.
4.6.5.11 Кулачковые шайбы при наличии трещин, отколов, износа по рабо-
чей поверхности более 2 мм заменить. Профили кулачков и кулачковых шайб при
необходимости обработать в соответствии с требованиями диаграммы замыкания
контакторов, с последующей окраской лаком.
4.6.5.12 Каркасы и рамы осмотреть, трещины заварить. На необработанной
поверхности каркасов (рам) допускаются без исправления выжиги глубиной до 7
мм, шириной до 10 мм с разделкой кромок.
4.6.5.13 В собранных переключателях:
боковые зазоры в зубчатых передачах должны обеспечивать четкую ра-
боту привода.
боковое смещение главных контактов относительно друг друга допуска-
ется не более 1 мм.
4.6.5.14 При поворотах кулачкового вала блокировочные контакты пере-
ключателей должны размыкаться до размыкания силовых контактов, а замыкаться -
после замыкания силовых контактов. Для этого при установке кулачкового вала и
шестерни блокировки совместить метки на обеих шестернях в первом положении
аппарата.
93
4.6.5.15 Свисание роликов контакторных элементов с кулачковых шайб не
допускается.
4.6.5.16 Контакторные элементы в фиксированных позициях должны пол-
ностью включаться или выключаться.
4.6.5.17 В выключенном положении контактора зазор между профилем ку-
лачковой шайбы и роликом контактора должен быть не менее 3 мм.
4.6.5.18 Осевой люфт, в пределах указанных в технических требованиях
чертежа, регулировать установкой прокладочных шайб.
4.6.5.19 При ремонте переключателя кулачкового двухпозиционного
ПКД - 15-01 и ПКД -16-01руководствоваться также пунктом 8.4.4 3ТС.000.003РЭ8
(п.26 приложения Д).
4.6.5.20 Контактные нажатия, растворы, провалы силовых и вспомогатель-
ных контактов должны соответствовать техническим данным и нормам допусков и
износов (приложение Б).
4.6.6 Электропневматические контакторы
4.6.6.1 Контакторы разобрать, детали очистить.
4.6.6.2 Дугогасительные камеры контакторов разобрать, очистить. Металли-
ческие детали камеры с наплывами и трещинами и оплавленные места наварить и
обработать до чертѐжных размеров, отверстия и резьбу восстановить.
4.6.6.3 Стенки и перегородки камер заменить при наличии трещин, отколов
более 6 мм по длине и уменьшении толщины более значений, указанных в нормах
допусков и износов
(п.6 приложения Б). Местные выжиги разрешается восстанав-
ливать составом из кордиеритового порошка и эпоксидной смолы, составом из жид-
кого стекла и асбестоцементной пудры или вклеиванием пластин из микалекса.
4.6.6.4 Дугогасительные рога при наличии поджогов и оплавлений менее 2
мм зачистить, более 2 мм - наплавить. Держатель дугогасительной камеры осмот-
реть. При наличии трещин, износа заменить.
4.6.6.5 Расстояние между выступающими частями полюсов дугогасительной
камеры и контакторов должно обеспечивать постановку дугогасительной камеры на
контактор с натягом не менее 1,5 мм.
94
4.6.6.6 Силовые контакты контакторов, имеющие износ в пределах допусков
(п. 6 приложения Б), зачистить.
4.6.6.7 Контакты, изношенные более установленных норм, заменить новыми.
Линия контактного касания должна быть не менее 80 % ширины контактов. Допус-
кается боковое смещение контактов до 1 мм.
4.6.6.8 Верхние и нижние кронштейны контакторов, имеющие оплавление
или поврежденную резьбу, восстановить наплавкой с последующей обработкой по
чертежу.
4.6.6.9 Кронштейны с трещинами, затрагивающими до 50 % сечения, зава-
рить газовой сваркой. Кронштейны с трещинами, затрагивающими более 50 % сече-
ния, заменить новыми.
4.6.6.10 Отверстия в рычаге, кронштейнах и держателях контактов, имею-
щие износ более допустимых норм (п. 1.1 приложения Б), восстановить наплавкой с
последующей обработкой до чертежных размеров.
4.6.6.11 Втулки в отверстиях кронштейнов и соединительные валики,
имеющие износ более допустимого, заменить новыми. Шплинты заменить новыми.
4.6.6.12 Внутренние рабочие поверхности цилиндров пневматических кон-
такторов, имеющие риски, шлифовать. Цилиндры, с износом по внутреннему диа-
метру более 0,45 мм, заменить новыми. Мелкие раковины и несквозные трещины в
цилиндре разрешается исправлять заваркой, с последующей обработкой по чертежу.
При наличии отколов и сквозных трещин цилиндр заменить новым.
4.6.6.13 Устранение зазора между поршнем и цилиндром постановкой
поршня большего диаметра категорически запрещается.
4.6.6.14 Поршни, имеющие выработку по диаметру, заменить.
4.6.6.15 Независимо от состояния заменить прокладки цилиндра и манжеты.
4.6.6.16 Поверхность изоляционной тяги должна быть чистой, без наплывов
и забоин. Суммарный осевой зазор в соединении штока поршня с рычагом должен
быть в пределах от 0,5 до 1,0 мм. При большем зазоре изоляционную тягу заменить.
Суммарный вертикальный зазор при сборке контактора должен быть не более
1,5 мм.
95
4.6.6.17 Проверить состояние катушек магнитного дутья (дугогасительных).
Катушки магнитного дутья, имеющие выжиги, заменить. Втулки катушек магнитно-
го дутья и рычагов заменить.
4.6.6.18 Выводы катушек ремонтировать в соответствии с п. 4.6.1.25 на-
стоящего Руководства.
4.6.6.19 Изоляционные стойки контакторов ремонтировать в соответствии с
п.п.4.6.1.15-4.6.1.16, вспомогательные контакты контакторов - в соответствии с п.
4.6.1.27 настоящего Руководства.
4.6.6.20 Блокировку очистить от пыли и грязи. Винты, гайки с сорванной и
забитой резьбой заменить. Шпильки с сорванной и забитой резьбой восстановить.
4.6.6.21 Осмотреть блокировочные контакты. Контакты с трещинами мос-
тиков и держателей контактов заменить.
Серебряные контакты толщиной 0,5 мм и менее заменить.
Проверить состояние пружин. В случае излома, потери упругости, несоот-
ветствия чертежным размерам пружины заменить. При среднем ремонте допускает-
ся отклонение длины пружины от номинального на ± 5%., отклонение характери-
стик пружины на ± 6%. Восстановление стальной пружины допускается с после-
дующей термической обработкой. Годную для восстановления пружину оцинковать.
Шток, имеющий риски, вогнутость заменить.
Осмотреть панель, втулки, стойки, планку, кожух. При наличии трещин и
сколов детали заменить.
4.6.6.22 После сборки блокировки проверить перемещение штока. Переме-
щение штока внутри втулок должно быть свободным. Заедание штока в стойках не
допускается. Заедание мостиков в фиксирующем пазу панели и на втулках не до-
пускается. Проверить раствор и провал контактов согласно техническим требовани-
ям чертежа. Проверить зазор между размыкающимися контактами в момент касания
замыкающихся контактов (свободный ход). Проверить контактное давление на мос-
тик.
4.6.6.23 Проверить прочность изоляции блокировки в течении 1 минуты ис-
пытательным напряжением переменного тока 1200 В частоты 50 Гц между каждым
96
левым и правым неподвижными контактами при разомкнутых контактах, между не-
подвижными контактами и резьбой гайки для крепления блокировки на кронштейне,
между соседними неподвижными контактами.
4.6.6.24 При сборке аппаратов на трущиеся поверхности наносится смазка в
соответствии с требованиями 3ТС.000.003РЭ8 (п.26 приложения Д).
4.6.6.25 После ремонта и сборки контакторы должны удовлетворять сле-
дующим требованиям:
включение контакторов при давлении воздуха 350 кПа должно быть
четким, без рывков, с притиранием контактов на величину, соответствующую тех-
ническим требованиям чертежа.
раствор, провал и нажатие контактов должны соответствовать техниче-
ским данным чертежей и нормам допусков и износов.
смещение контактов относительно друг друга не должно быть
более 1 мм.
все подвижные части должны свободно, без заедания, перемещаться.
между подвижными частями контактов и дугогасительной камерой
должен быть зазор не менее 1 мм.
между витками катушки магнитного дутья (дугогасительной) и крон-
штейном неподвижного контакта должен быть зазор не менее 2 мм.
полюсы дугогасительных камер должны плотно касаться полюсов ка-
тушек магнитного дутья.
дугогасительные камеры должны свободно сниматься, устанавливаться
на место и иметь исправные запирающие устройства.
раствор вилки рога для дугогасительной камеры должен соответство-
вать требованиям чертежа.
люфт рычажной системы, измеряемый на подвижном контакте не дол-
жен превышать установленных норм (п. 6 приложения Б).
4.6.7 Электромагнитные контакторы и пускатели.
4.6.7.1 Контакторы разобрать, детали - очистить.
97
4.6.7.2 Контакты контакторов, имеющие износ в пределах норм допусков
(п. 7 приложения Б), зачистить, не изменяя профиль контактов.
4.6.7.3 Дугогасительные камеры ремонтировать согласно п. 4.6.6.2 - 4.6.6.5
настоящего Руководства.
4.6.7.4 Включающие катушки ремонтировать согласно п. 4.6.1.24 настоящего
Руководства.
4.6.7.5 Пружины контакторов проверить на соответствие требованиям черте-
жей, негодные заменить.
4.6.7.6 Раствор, провал, смещение и нажатие контактов регулировать в соот-
ветствии с техническими данными и нормами допусков и износов.
4.6.7.7 Блокировки ремонтировать согласно п.4.6.6.20-4.6.6.23.
4.6.7.8 Реле электромагнитного пускателя ремонтировать согласно п. 4.6.10
4.6.7.9 Неисправный узел форсировки электромагнитного пускателя заме-
нить.
4.6.7.10 Проверить электрическую прочность изоляции катушек согласно
требованиям чертежа.
4.6.7.11 Вспомогательные контакты ремонтировать в соответствии с
п. 4.6.1.27 настоящего Руководства.
4.6.7.12 Собранные электромагнитные контакторы должны удовлетворять
следующим требованиям:
все подвижные части должны перемещаться свободно, без заеданий.
зазор между подвижным контактом и стенками дугогасительной камеры
должен быть не менее 1 мм.
дугогасительная камера должна свободно устанавливаться и сниматься.
у контакторов с парным исполнением контактов должно быть обеспече-
но одновременное замыкание и размыкание контактов согласно требованиям черте-
жей.
прилегание якоря к сердечнику катушки должно быть плотным. Допус-
кается местное неприлегание между якорем и концом полюсного наконечника, об-
ращенного к оси вращения якоря, не более 0,4 мм.
98
контакторы должны четко срабатывать при пониженном напряжении на
включающей катушке в соответствии с ГОСТ 9219-88 или техническими требова-
ниями чертежей.
4.6.8 Контакторы вакуумные КВ1-160-2, КВ1-160-3
4.6.8.1 Контактор продуть сжатым воздухом.
4.6.8.2 Проверить технические характеристики контактора, проверить сра-
батывание контактора и раствор контактов которой должен быть в пределах от 1,3
до 1,7 мм. При отклонении характеристик контактора от номинальных контактор
заменить.
4.6.9 Предохранители и автоматические выключатели
4.6.9.1 Перегоревшие плавкие вставки низковольтных предохранителей за-
менить новыми, отвечающими требованиям чертежа. Поврежденные фибровые
трубки и поврежденные фарфоровые изоляторы высоковольтных предохранителей
заменить на новые. Неисправные предохранители со стеклянными трубками заме-
нить. Патроны низковольтных предохранителей, имеющие прожоги, оплавления,
заменить новыми.
4.6.9.2 На корпус предохранителя нанести надпись о величине его номиналь-
ного тока.
4.6.9.3 Изоляторы ремонтировать в соответствии с п. 4.6.1.17 настоящего Ру-
ководства.
4.6.9.4 Детали держателя, имеющие повреждения, ремонтировать. Прилега-
ние пружинных пластин к наконечникам патронов предохранителей должно обеспе-
чивать линейный контакт между пластиной и патроном. Пружинные пластины, по-
терявшие упругость или имеющие оплавление, заменить новыми.
4.6.9.5 Автоматические выключатели испытать во всех режимах на правиль-
ность срабатывания. Включение и выключение выключателей должно быть четким,
фиксированным и надежным.
4.6.9.6 Неисправные автоматические выключатели заменить новыми.
99
4.6.9.7 Электрическую прочность изоляции автоматического выключателя
испытать испытательным напряжением 1000 В переменного тока частотой 50 Гц в
течение (60±5) секунд.
4.6.9.8 Сопротивление изоляции автоматического выключателя, кнопок,
тумблеров после ремонта по отношению к корпусу должно быть в холодном состоя-
нии не менее 5 МОм.
4.6.9.9 Выключатели испытать с проверкой амперсекундной характеристики
(уставки).
4.6.10 Релейная аппаратура
4.6.10.1 Реле продуть сжатым воздухом, разобрать, детали очистить, осмот-
реть, при наличии износов, более допустимых чертежных размеров заменить.
4.6.10.2 На металлических деталях восстановить антикоррозионное покры-
тие и окраску. Катушки реле не должны перемещаться на сердечниках. Их посадка
должна быть плотной.
4.6.10.3 Проверить соответствие раствора, провала контактов и воздушных
зазоров якорей требованиям технических условий заводов-изготовителей.
4.6.10.4 Гетинаксовые (текстолитовые) панели реле ремонтировать в соот-
ветствии с п. 4.6.3.2.3 настоящего Руководства.
4.6.10.5 Пружины реле проверить на соответствие требованиям чертежей,
негодные заменить.
4.6.10.6 Многовитковые катушки реле ремонтировать в соответствии с
п. 4.6.1.24 настоящего Руководства.
4.6.10.7 Шинные катушки реле перегрузки, имеющие прогары и оплавления
глубиной до 3 мм, ремонтировать наплавкой. Место соединения вывода катушки с
контактной пластиной при наличии трещин проварить припоем МФ-9 ГОСТ 4515
(п. 85 приложения Д) газовой сваркой. Силовые выводы катушки облудить оловяни-
сто-свинцовым припоем. Витки катушки покрыть электроизоляционным лаком со-
гласно требованиям чертежа.
4.6.10.8 Блокировки ремонтировать согласно п.4.6.6.20-4.6.6.23.
100
4.6.10.9 Панель реле напряжения ПРН - 798 разобрать. Входящие в нее реле
отремонтировать в соответствии с п.п. 4.6.10 настоящего Руководства. Проверить
параметры резисторов, негодные элементы заменить. Произвести испытания и на-
стройку панелей в соответствии с техническими требованиями чертежей.
4.6.10.10 У тепловых реле проверить состояние термобиметаллического эле-
мента. Пластины элементов с трещинами и нарушением сварки заменить. Реле регу-
лировать по току срабатывания.
4.6.10.11 Реле термозащитные РТЗ-32, реле времени РСВ-15-3 и реле РЭП-26
снять, проверить их техническое состояние в соответствии с техническим описани-
ем и инструкцией по эксплуатации, неисправные заменить. При ремонте реле руко-
водствоваться п.п. 8.4.16-8.4.17 Руководства 3ТС.000.003РЭ8 (п. 26 приложения Д).
4.6.10.12 У дифференциальных реле поверхности прилегания якоря к сердеч-
нику магнитопровода пришабрить Площадь прилегания должна быть не менее
80 % .
4.6.10.13 После ремонта все подвижные части реле должны перемещаться
легко, без заедания. Собранные реле отрегулировать на испытательном стенде в со-
ответствии с техническими данными чертежей завода-изготовителя или техниче-
скими условиями. Регулировочные винты опломбировать.
4.6.10.14 Смазку производить согласно таблице 3ТС.000.003РЭ8 (п.26 при-
ложения Д).
4.6.10.15 Датчики-реле температуры ТАМ 103
4.6.10.15.1 Датчики температуры снять, тщательно очистить и осмотреть.
4.6.10.15.2 После чего производить настройку и установку датчиков.
4.6.10.15.3 Настройку датчиков производить следующим образом:
снять крышку;
изменяя температуру контролируемой среды, проверить настройку ус-
тавки и зоны возврата по термометру. Момент срабатывания - размыкание контак-
тов должен соответствовать значению требуемой уставки, а момент возврата кон-
тактов, их замыкания - значению зоны возврата;
101
вращая отверткой регулировочный винт, расположенный в центре дат-
чика настроить датчик на требуемую уставку по часовой стрелке, если необходимо
уменьшить значение уставки. И против часовой стрелки, если необходимо увели-
чить значение уставки.
после настройки датчика крышку закрепить винтами.
4.6.10.15.4 После установки на электровоз датчика, проверить наличие ком-
мутации электрической цепи.
При отсутствии электрического сигнала в процессе изменения температуры
контролируемой среды относительно уставки проверить кабельный ввод на предмет
отсутствия обрыва жил кабеля и надежности контактов соединителя.
Если обрыв отсутствует, снять крышку с датчика, зачистить и протереть кон-
такты.
Поставить на место крышку датчика и закрепить ее винтами.
4.6.10.15.5 При обнаружении других неисправностей и дефектов датчик за-
менить.
4.6.11 Регулятор давления типа ДЕМ
4.6.11.1 Детали регулятора заменить при наличии трещин, изломов, повре-
ждений.
4.6.11.2 Пружины ремонтировать согласно п.4.6.1.30 настоящего Руково-
дства.
4.6.11.3 Контакты, контактные пластины ремонтировать согласно п. 4.6.1.26
настоящего Руководства. Колодки штепсельных разъемов разобрать, проверить кре-
пление штырей. Погнутые штыри выправить, деформированные и окислившиеся,
обгоревшие или со следами перегрева, заменить. Изоляционные диски с трещинами
заменить. Крепѐжные детали с поврежденной резьбой заменить.
4.6.11.4 Монтаж и регулировку регулятора давления производить согласно
инструкции завода-изготовителя.
4.6.11.5 Сопротивление изоляции токоведущих частей регулятора давления
относительно корпуса должно быть при нормальных условиях не менее 5 МОм.
102
4.6.11.6 Электрическую прочность изоляции испытать испытательным на-
пряжением 1100 В переменного тока частотой 50 Гц в течение (60±5) секунд.
4.6.12 Датчики температуры и давления (сигнализаторы)
4.6.12.1 Датчики температуры и давления снять, тщательно очистить, ос-
мотреть, проверить их работоспособность. После чего производить настройку и ус-
тановку датчиков согласно конструкторской документации. Неработоспособные
датчики заменить на новые.
4.6.13 Выключатели, блок выключателей, тумблеры
4.6.13.1 Выключатели разобрать, детали очистить и осмотреть. Изношенные
и оплавленные контакты, деформированные металлические детали заменить. Год-
ные контакты зачистить.
4.6.13.2 Проверить состояние контактов, планок, изоляции токоведущих пе-
ремычек. Пластмассовые рукоятки, имеющие трещины или прожог, заменить новы-
ми. Восстановить защитные покрытия.
4.6.13.3 Корпус выключателей очистить и окрасить. Надписи восстановить
в соответствии со схемой электровоза.
4.6.13.4 Работа механической блокировки блока выключателей должна быть
четкой и надежной. Разблокированные выключатели должны свободно включаться
и выключаться. Выключатели без возвратных пружин должны надежно фиксиро-
ваться в конечных положениях. Рукоятка блокировки должна свободно входить в
гнездо и при открытой блокировке выниматься не должна. Негодные пружины и де-
тали заменить.
4.6.13.5 У собранных выключателей проверить исправность действия меха-
низма, раствор и провал контактов. Смещение подвижного контакта относительно
неподвижного не должно превышать 1 мм.
4.6.13.6 Ремонтировать механизм блокирования пульта машиниста.
4.6.13.7 Проверить техническое состояние тумблеров, неисправные заме-
нить.
103
4.6.14 Электропневматические клапаны
4.6.14.1 Клапаны токоприемника, тифонов, свистков, песочниц, разгрузоч-
ные.
4.6.14.1.1 Клапаны разобрать, очистить, детали осмотреть, поврежденные
ремонтировать или заменить. Манжеты, уплотнительные шайбы, кольца и проклад-
ки заменить.
4.6.14.1.2 Электромагнитные вентили ремонтировать в соответствии с
п.п.4.6.1.21-4.6.1.23 настоящего Руководства.
4.6.14.1.3 Пружины ремонтировать согласно п. 4.6.1.30 настоящего Руково-
дства.
4.6.14.2 Цилиндры проверить, при наличии рисок на рабочей поверхности
шлифовать, при несоответствии размеров чертежным допускам заменить новыми.
4.6.14.2.1 Проверить герметичность клапанов, поршней и мест соединения
деталей собранного клапана с электромагнитным вентилем по ГОСТ 9219 (п. 75
приложения Д). При необходимости провести притирку клапанов к седлам.
4.6.14.2.2 Окраску корпуса восстановить.
4.6.14.2.3 Клапаны испытать согласно техническим требованиям чертежей.
4.6.14.3 Клапан продувки.
4.6.14.4 Трубчатый нагреватель клапана, имеющий обрыв спирали, призна-
ки перегрева, отклонения активного сопротивления или сопротивления изоляции от
требований чертежа заменить.
4.6.14.5 Электромагнитный вентиль ремонтировать согласно п.п.4.6.1.21-
4.6.1.23 пружины согласно п. 4.6.1.30, настоящего Руководства.
4.6.15 Вентиль защиты ВЗ-12
4.6.15.1 Вентиль ВЗ-12 разобрать, очистить, осмотреть, детали не соответ-
ствующие требованиям чертежей заменить. Резиновые детали заменить независимо
от состояния. Детали с поврежденной резьбой заменить или восстановить.
4.6.15.2 Электромагнитный вентиль ремонтировать согласно п.п.4.6.1.21-
4.6.1.23 пружины согласно п. 4.6.1.30 настоящего Руководства.
104
4.6.15.3 При ремонте вентиля защиты ВЗ-12 руководствоваться техниче-
скими требованиями чертежа 6ТС.295.012.
4.6.16 Пневматические выключатели (ПВУ-5)
4.6.16.1 Выключатель разобрать, очистить и осмотреть.
4.6.16.2 Пружины проверить на соответствие чертѐжной характеристике, не
соответствующие чертѐжной характеристике заменить.
4.6.16.3 Манжеты поршня, уплотнительные кольца и прокладки заменить на
новые.
4.6.16.4 Цилиндры проверить, при наличии рисок на рабочей поверхности
шлифовать, при несоответствии размеров чертежным допускам заменить новыми.
4.6.16.5 Кулачковые контакторы заменить:
при наличии трещин, отколов более 2 мм, сорванной резьбы в бобышке;
при сопротивлении изоляции менее 10 МОм;
при электрической прочности изоляции менее 1500 В.
4.6.16.6 Произвести проверку состояния внутренних деталей контактора.
При разборке контактора обратить внимание на целостность и крепление деталей,
на чистоту и износ контактов. Обнаруженные неисправности устранить.
4.6.16.7 Детали контактора (подвижной контакт, включающая пружина и
пружинящее кольцо, фиксирующее смещение в осевом направлении ось рычага,
шариковый подшипник с заеданием при вращении, выработкой или разрушением),
не отвечающие требованиям технической документации, заменить новыми.
4.6.16.8 Проверить толщину контактных накладок, раствор, нажатие и про-
вал контактов. Толщина серебряной напайки, раствор, провал, нажатие и смещение
контактов должны соответствовать техническим требованиям и нормам допусков и
износов, приведенным в приложении Б.
4.6.16.9 Детали с повреждѐнной резьбой заменить. Шарики при износе бо-
лее допускаемых размеров заменить. После сборки выключатель управления регу-
лировать, и провести испытания на отсутствие утечки воздуха в соответствии с тех-
ническими требованиями чертежей.
105
содержание .. 1 2 ..
///////////////////////////////////////