содержание .. 3 4 5 6 ..
Наладка дерево-обрабатывающего оборудования (Соловьев А.А.) - часть 5
35
Универсальный круглопильный станок для смешанной распиловки с ручной подачей
Ц6-2 представлен на рис. 37. На станине 1 коробчатой формы закреплен стол 8 размером 830х1200
мм, на передней части которого установлена направляющая линейка 14, обеспечивающая на-
правление подачи материала при продольной распиловке. На столе имеется съемный упорный
угольник 7, который можно перемещать в Т-образном пазу стола параллельно плоскости пилы при
распиловке материала под углом от 45 до 135°. Пила 10 крепится на валу электродвигателя 11
(частота вращения 2910 об/мин), который установлен внутри станины на качающейся
подмоторной плите. Подъем и опускание пилы осуществляется маховичком 18 через рычажно-
винтовой механизм. К столу станка крепится ограждение 12 с противовыбрасывателями 13. Сзади
в плоскости диска пилы укреплен на подмоторной плите расклинивающий нож 9.
Для торцовки пиломатериалов и обрезки мебельных щитов предназначена каретка 2 со
столом 5. Каретка установлена на роликах с возможностью перемещения (ход каретки 1000 мм) по
направляющей 6 параллельно плоскости пилы и снабжена прижимом 17 для закрепления
распиливаемого материала,
§ 3. Наладка круглопильных станков для поперечной и смешанной
распиловки
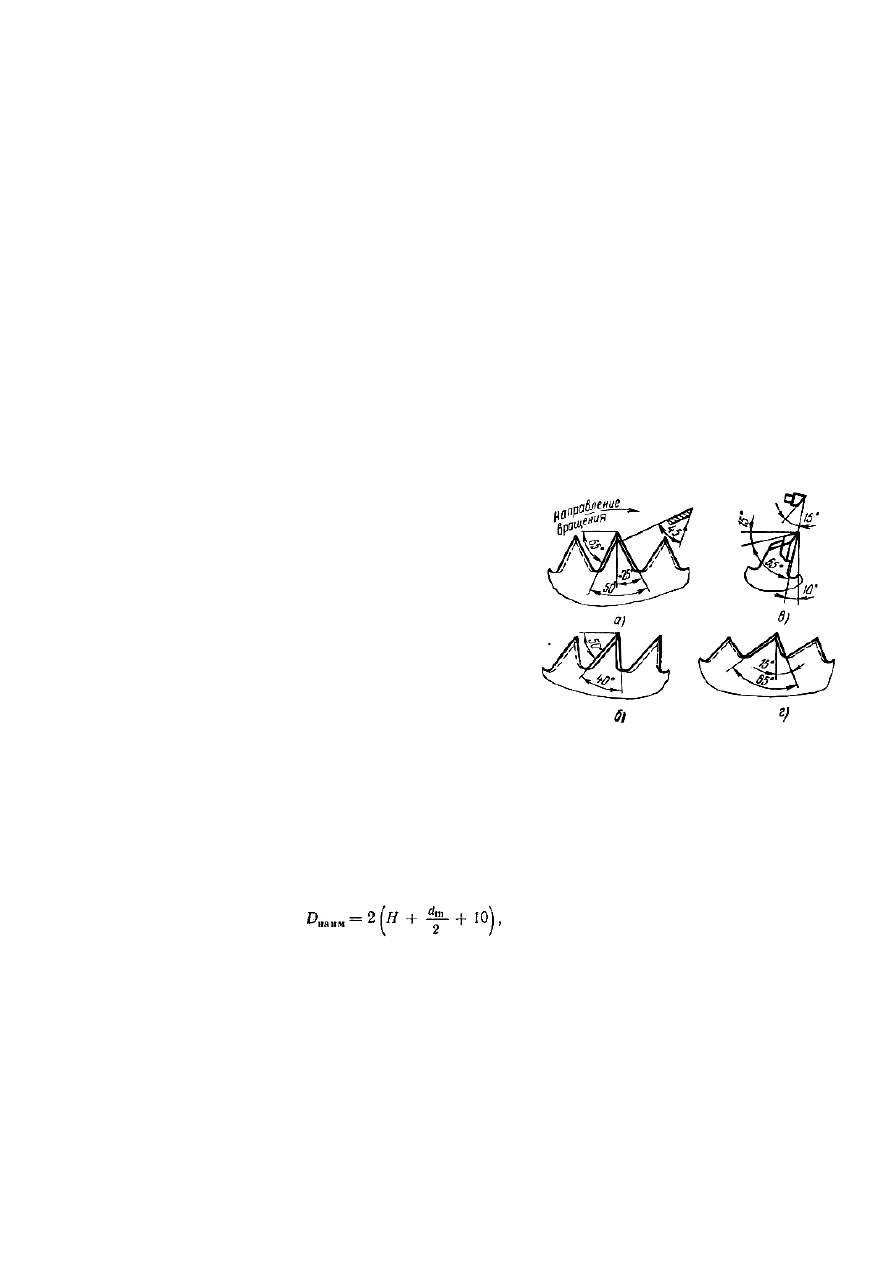
На станках для предварительной торцовки досок используют преимущественно плоские
круглые пилы с разведенными зубьями (рис. 38, а). Зубья пил должны иметь боковую косую
заточку и отрицательный передний контурный угол,
равный —25°.
При этом угол заострения режущих кромок
зуба, измеренный в нормальном сечении А—А,
должен быть 45° при распиловке хвойных пород
древесины и 55° при распиловке твердой древесины.
Для смешанной распиловки применяют зубья такого
профиля, передний контурный угол которых равен 0°
(рис. 38, б).
Если требуется высокое качество распиловки,
используют пилы с пластинами из твердых сплавов
(рис. 38, в), строгальные пилы (рис. 38, г). Такие пилы
пригодны
для
смешанной
распиловки
сухой
(влажность не более 20%) древесины, а также
древесностружечных и столярных плит, оклеенных
шпоном, щитов клееной древесины и щитов,
облицованных листовыми пластиками. Пилы делают с
наклонной задней поверхностью. В зависимости от
наклона, если смотреть на зуб спереди, различают пилы левые, правые или с симметричным чере-
дующимся наклоном.
Наименьший диаметр пилы D
наим
определяют по формуле (мм)
где Н — высота пропила, мм; d
m
— диаметр шайбы крепления пилы, мм.
Перед установкой пилы на шпиндель необходимо проверить качество ее подготовки. Все
пилы должны иметь клеймо о приеме их отделом технического контроля завода-изготовителя.
Требования к качеству заточки пил аналогичны требованиям к пилам для продольной распиловки.
Наладка торцовочных станков. Устанавливают и закрепляют пилу на шпинделе
торцовочного станка так же, как на станках для продольной распиловки. Пильный суппорт
регулируют по высоте так, чтобы зубья пилы располагались в пазу стола на 5...6 мм ниже его
рабочей поверхности. Настроечное перемещение осуществляют маховичком путем подъема или
опускания колонки совместно с суппортом. После настройки по высоте колонку следует
зафиксировать стопорным устройством.
Рабочий ход пильного суппорта регулируют перестановкой упоров-ограничителей.
Рис. 38. Профили зубьев для поперечной
распиловки:
а, б — пил плоских, в — пил с пластинами из
твердого сплава, г — строгальной пилы для
смешанной распиловки