EMCO WinNC GE Series Fanuc 21 MB. Software description/ Software version from 13.76 - page 3

EMCO W
IN
NC GE S
ERIES
F
ANUC
21
MB
P
ROGRAMMING
D 11
G15 End Polar Coordinate
Interpolation
G16 Begin Polar Coordinate
Interpolation
Format
N... G15/G16
Between G16 and G15 points can be defined by polar
coordinates.
The selection of the plane in which polar coordinates
can be programmed occurs with G17 - G19.
With the address of the first axis the radius will be
programmed, with the address of the second axis the
angle will be programmed, both related to the
workpiece zero point.
Example
N75 G17 G16
N80 G01 X50 Z30
first axis:
radius
X=50
second axis:
angle
Y=30
EMCO W
IN
NC GE S
ERIES
F
ANUC
21
MB
P
ROGRAMMING
D 12
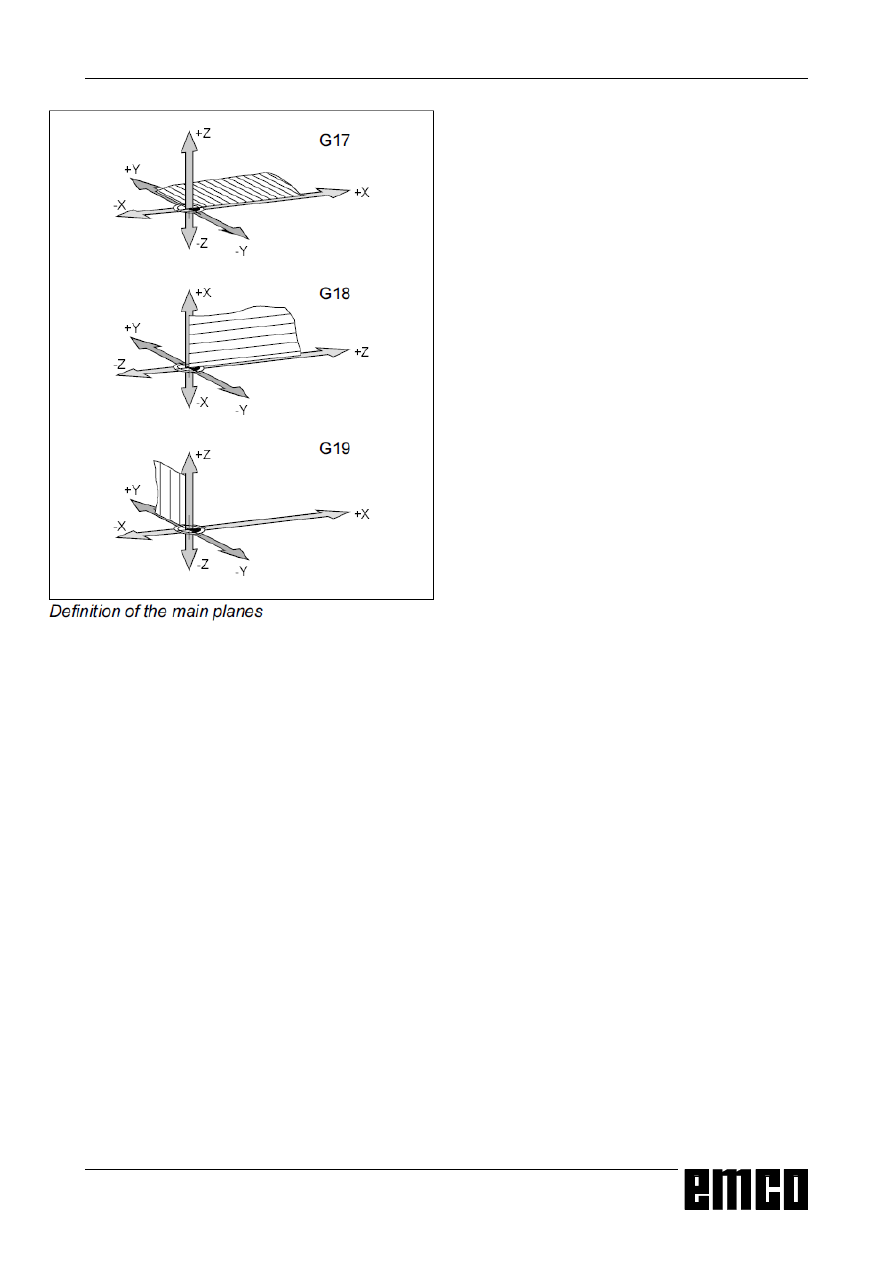
G17-G19 Plane Selection
Format
N... G17/G18/G19
With G17 to G19 the plane will be defined, in which
circular interpolation and polar coordinate interpolation
can be proceeded and in which the cutter radius
compensation will be calculated.
In the vertical axis to the active plane the tool length
compensation will be proceeded.
G17 XY-Plane
G18 ZX-Plane
G19 YZ-Plane
G20 Measuring in Inches
Format
N... G20
By programming G20 the following values will be
converted to the inch system:
Feed F [mm/min, inch/min, mm/rev, inch/rev]
Offset values (WORK, geometry and wear)
[mm, inch]
Traverse pathes [mm, inch]
Display of the actual position [mm, inch]
Cutting speed [m/min, feet/min]
Notes
For clearness G20 should be programmed in the
first block
The last active measuring system will be hold -
even with main switch off/on.
To get back to the origin measuring system it is the
best to use the MDI mode (e.g. MDI-G20-Cycle
Start)
G21Measuring in Millimeter
Format
N... G21
Comments and notes analogous to G20!