DIN-Normen - Teil 148
Tätigkeiten um die Anforderungen von
ISO 3834-2, 3 oder 4 voll zu erfüllen
Standard
schweißtechnische
Anforderungen
Elementare
schweißtechnische
Anforderungen
Überein-
stimmung mit
ISO 9001
gefordert
Tätigkeiten, um die Anforderungen von
ISO 9001einzuführen (s. ISO 3834-1 und -6)
Sind die
erforderlichen
Anforderungen von
ISO 9001 erfüllt?
Qualitätsmanagement nach ISO 9001 einschließ-
lich der Anforderung nach ISO 3834-2, 3 oder 4
Tätigkeiten, um die
Anforderungen von
ISO 9001 zu erfüllen
Schweißtechnische Qualitätsanforderungen
nach ISO 3834-2, 3 oder 4
Durchsicht und Auswahl des geeigneten Teils von ISO 3834 (Teil 2, Teil 3 oder Teil 4)
nein
nein
ja
nein
nein
ja
ja
nein
keine weiteren
Aktivitäten
Umfassende
schweißtechnische
Anforderungen
ja
ja
Sind in
Produktnormen oder
Spezifikationen
schweißtechnische
Anforderungen?
Wollen Hersteller
schweißtechnische
Anforderungen nach
ISO 3834 einführen?
Sind die
notwendigen
Anforderungen
voll erfüllt?
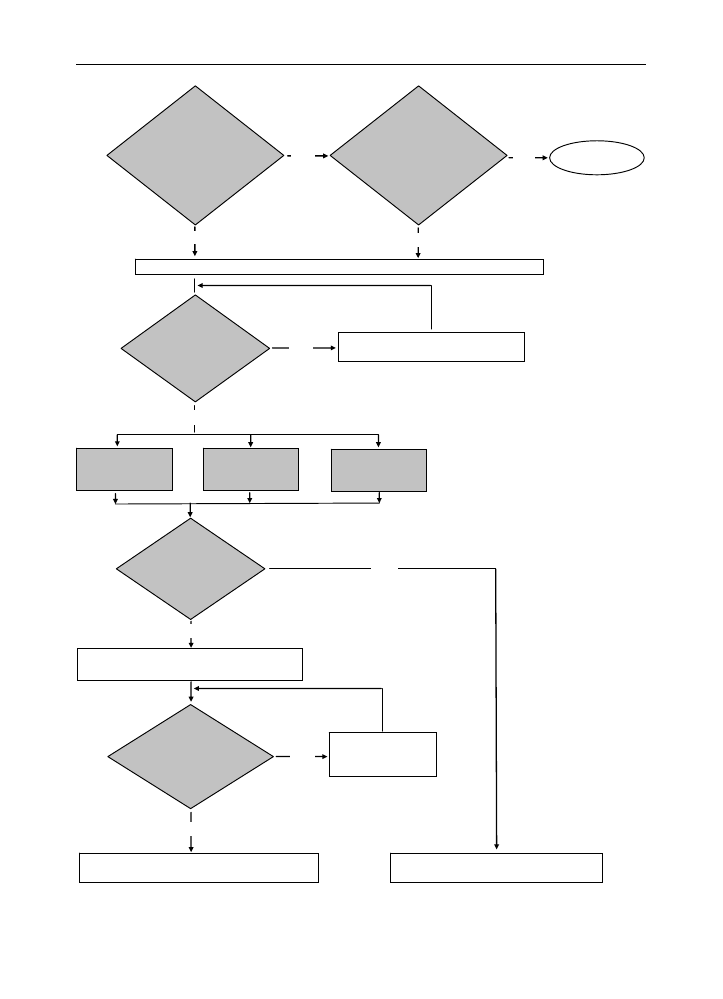
Bild 606.1
Flussdiagramm fu¨r die Auswahl der schweißtechnischen Qualita¨tsanforderungen
13
Schweißen, Lo¨ten, Schneiden und thermisches Spritzen
606