BMW AG Motorcycle (K1100LT, K1100RS). Manual - part 8
11.33
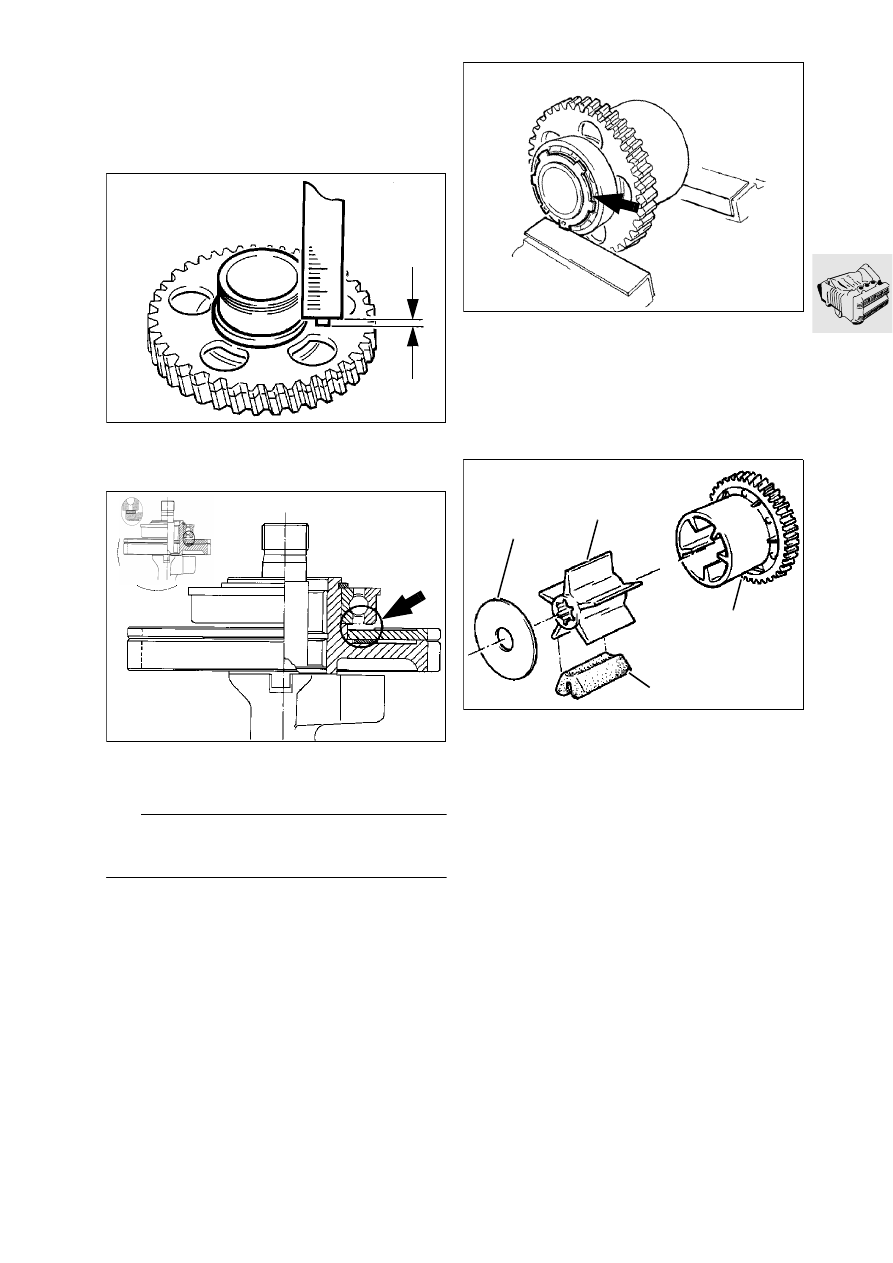
Assembling tensioning gear
•
Insert the tensioning spring.
•
Install tensioning gear with counter-holder,
BMW No. 12 4 600.
•
Clamp the tensioning gear with damper housing
together into a vice with soft jaws.
•
Measure distance “a” from ball bearing seat to
tensioning gear.
•
Place a suitable spacing washer (arrow) on the
tensioning gear.
L
Note:
The thickness of the spacing washer must never ex-
ceed this measurement.
•
Heat the ball bearing to 80 °C and install it (with
shoulder upwards).
•
Clamp the damper housing and the ball bearing
together in the vice (with soft jaws).
•
Place the circlip (arrow) in the groove in front of
the bearing, using Seeger circlip pliers.
•
The circlip must snap completely into the groove.
Installing damper
•
Insert damper rubbers (1) into damper
housing (2).
•
Push retaining plate (3) on to output shaft; heat
the inner section of damper (4) slightly and press
it on.
•
Push the damper housing on to the output shaft.
a
LT110470
LT110480
LT110490
3
4
2
1
LT110500