Engine Iveco C10/C13/C78/Cursor 13/Cursor 78. Manual - part 28
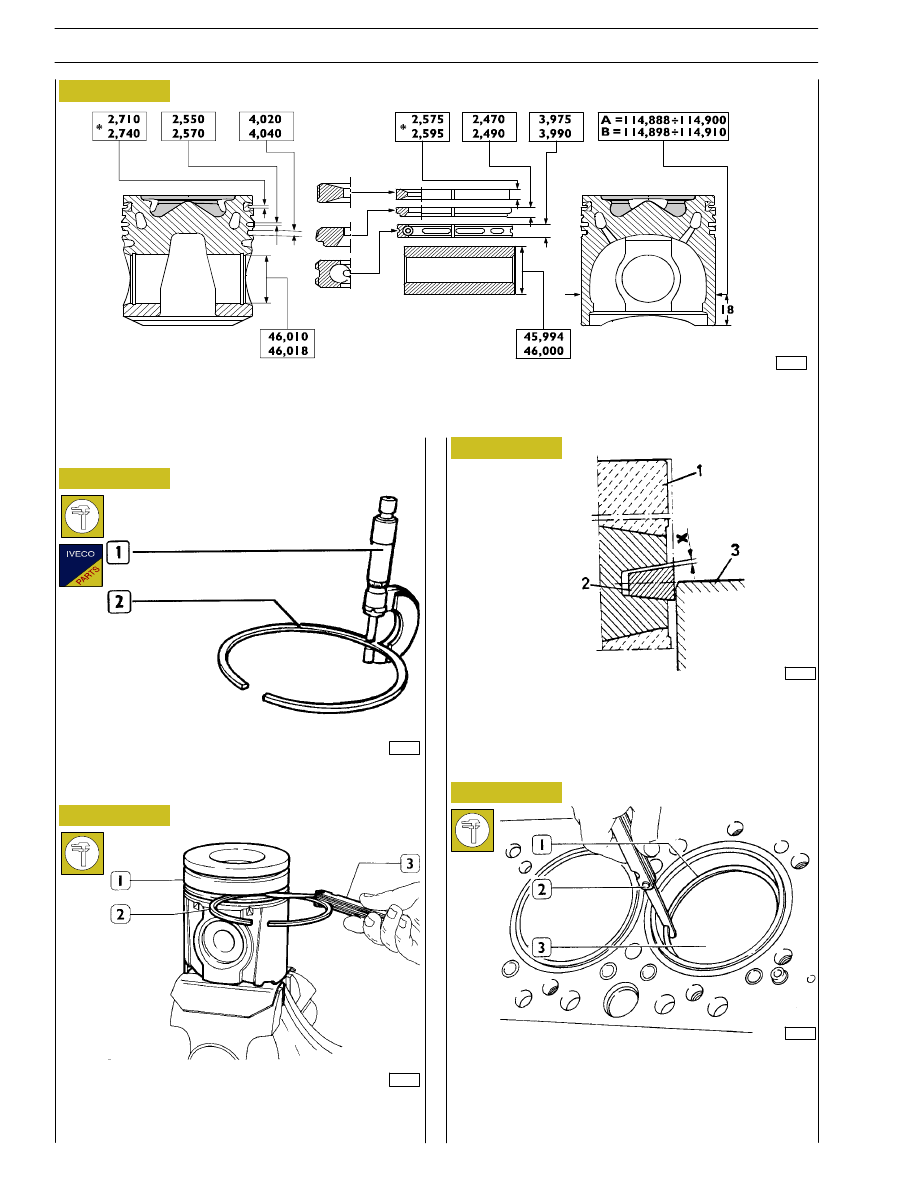
MAIN DATA ON PISTONS, AND PISTONS RINGS
* Values are determined on
∅ of 112 mm.
16552
3513
Figure 55
Check the thickness of the piston ring (2) using a micrometer
(1).
The sealing ring (2) of the 1º cavity is trapezoidal. Clearance
“X” between the sealing ring and its housing is measured by
placing the piston (1) with its ring in the cylinder barrel (3),
so that the sealing ring is half-projected out of the cylinder
barrel.
Piston rings
77816
16552
Check the clearance between the sealing rings (2) and the
relative piston housings (1) using a thikness gauge (3).
36134
Check the opening between the ends of the sealing rings (1),
using a thickness gauge (2), entered in the cylinder barrel (3).
If the distance between ends is lower or higher than the value
required, replace split rings.
Figure 56
Figure 57
Figure 58
Figure 59
30
SECTION 4 - OVERHAUL AND TECHNICAL SPECIFICATIONS