Hyundai: Engine D4FA. Manual - part 24
ENGINE BLOCK
EMA -65
CRANKSHAFT MAIN JOURNAL MARK LOCATION
Main journal
mark
"U" mark
ACAE163B2
DISCRIMINATION OF CRANKSHAFT MAIN
JOURNAL
Mark
Crankshaft main journal outer diameter
A
53.984 ~ 53.990mm (2.1254 ~ 2.1256in)
B
53.978 ~ 53.984mm (2.1251 ~ 2.1254in)
C
53.972 ~ 53.978mm (2.1249 ~ 2.1251in)
CRANKSHAFT MAIN BEARING MARK LOCATION
Color
BCGE030A1
DISCRIMINATION OF CRANKSHAFT MAIN
BEARING
Color
Crankshaft main bearing thickness
Blue
1.990 ~ 1.993mm (0.0783 ~ 0.0785in)
Black
1.993 ~ 1.996mm (0.0785 ~ 0.0786in)
None
1.996 ~ 1.999mm (0.0786 ~ 0.0787in)
Green
1.999 ~ 2.002mm (0.0787 ~ 0.0788in)
Yellow
2.002 ~ 2.005mm (0.0788 ~ 0.0789in)
8)
Select the bearing by using selection table.
CRANKSHAFT MAIN BEARING SELECTION TABLE
Cylinder block crankshaft
journal bore mark
Crankshaft main
bearing
A
B
C
A
Blue
Black
None
B
Black
None
Green
Crank
shaft
main
journal
mark
C
None
Green
Yelllow
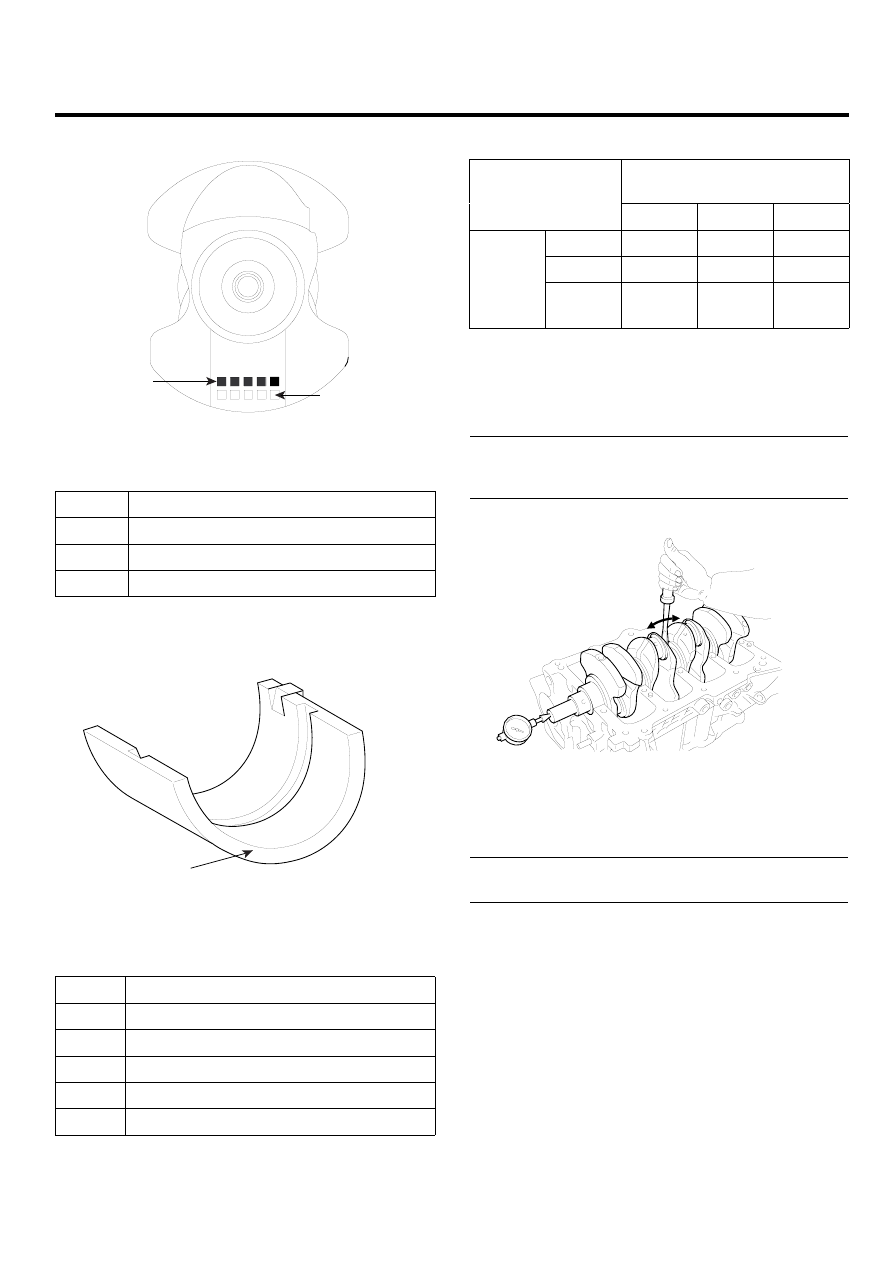
2.
Check the crankshaft end play.
Using a dial indicator, measure the thrust clearance
while prying the crankshaft back and forth with a
screwdriver.
End play
Standard : 0.08 ~ 0.28mm (0.0031 ~ 0.110in)
Limit : 0.30mm (0.0118in)
ECKD001B
If the end play is greater than maximum, replace the
center main bearing as a set.
Thrust washer thickness of center main beaing :
2.335 ~ 2.385mm (0.0919 ~ 0.0939in)