Content .. 1371 1372 1373 1374 ..
Dodge Durango (HB). Manual - part 1373
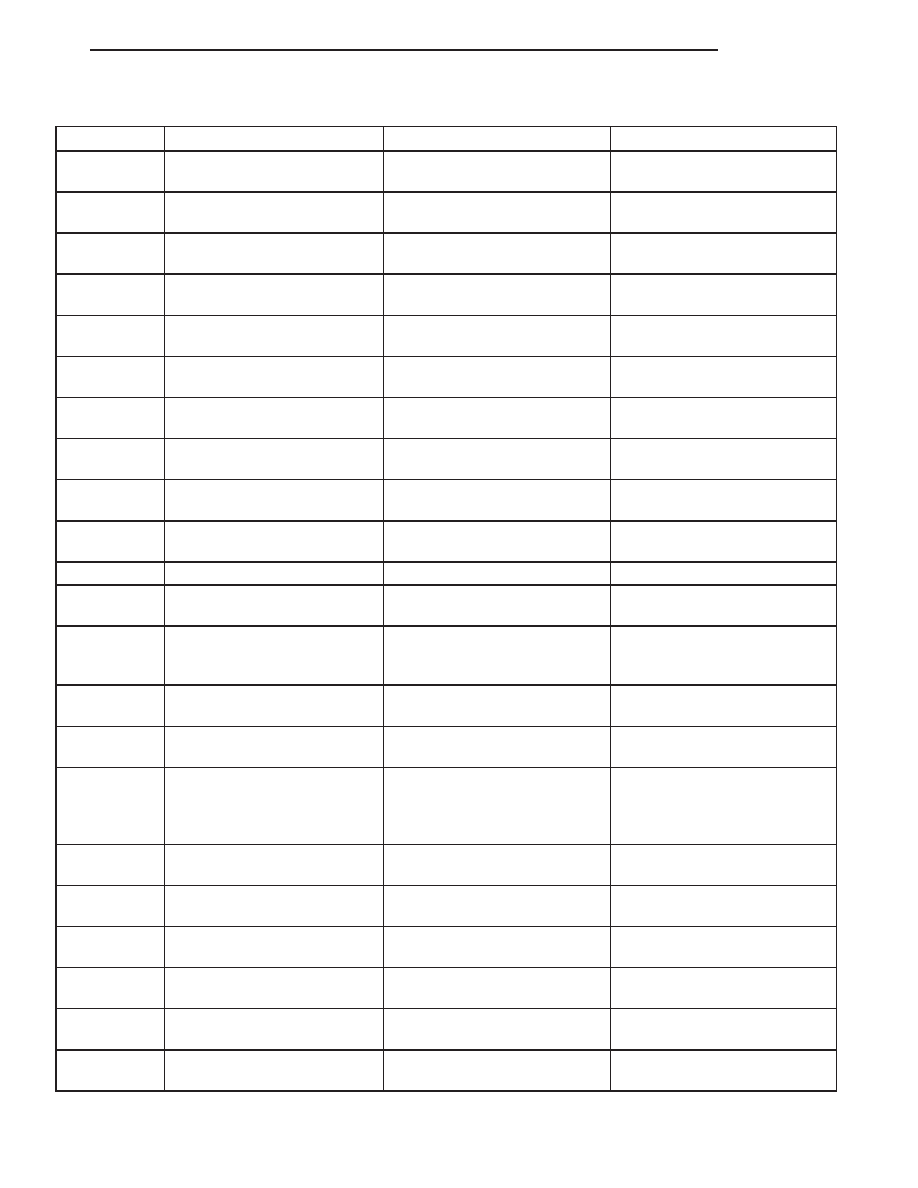
RIGID, SEMI-RIGID, AND FLEXIBLE PLASTIC PARTS TYPES
CODE
FAMILY NAME
COMMON TRADE NAME
TYPICAL APPLICATION
ASA
ACRYLONITRILE STYRENE
ACRYLITE
LURAN S
CONSOLES, GRILLES
ABS
ACRYLONITRILE
BUTADIENE STYRENE
TERLURAN
9
A
9
PILLARS, CONSOLES,
GRILLES
ABS/PC
ABS/PC ALLOY
PULSE, PROLOY, BAYBLEND
DOORS, INSTRUMENT
PANELS
ABS/PVC
ABS/PV ALLOY
PROLOY, PULSE, LUSTRAN,
CYCLOVIN
DOOR PANELS, GRILLES,
TRIM
BMC
BULK MOLDING
COMPOUND
BMC
FENDER EXTENSIONS
EMA
EHTYLENE METHYL
ACRYLATE/IONOMER
SURLYN, EMA, IONOMER
BUMPER GUARDS, PADS
METTON
METTON
METTON
GRILLES, KICK PANELS,
RUNNING BOARDS
MPPO
MODIFIED
POLYPHENYLENE OXIDE
MPPO
SPOILER ASSEMBLY
PA
POLYAMID
ZYTEL, VYDYNE, PA,
MINLON
FENDERS, QUARTER
PANELS
PET
THERMOPLASTIC
POLYESTER
RYNITE
TRIM
PBT/PPO
PBT/PPO ALLOY
GERMAX
CLADDINGS
PBTP
POLYBUTYLENE
THEREPTHALATE
PBT, PBTP, POCAN, VALOX
WHEEL COVERS, FENDERS,
GRILLES
PBTP/EEBC
POLYBUTYLENE
THEREPTHALATE/EEBC
ALLOY
BEXLOY,
9
M
9
, PBTP/EEBC
FASCIAS, ROCKER PANEL,
MOLDINGS
PC
POLYCARBONATE
LEXAN, MERLON, CALIBRE,
MAKROLON PC
TAIL LIGHT LENSES, IP TRIM,
VALANCE PANELS
PC/ABS
PC/ABS ALLOY
GERMAX, BAY BLENDS,
PULSE
DOORS, INSTRUMENT
PANELS
PPO
POLYPHENYLENE OXIDE
AZDEL, HOSTALEN,
MARLEX, PRFAX, NORYL,
GTX, PPO
INTERIOR TRIM, DOOR
PANELS, SPLASH SHIELDS,
STEERING COLUMN
SHROUD
PPO/PA
POLYPHENYLENE/
POLYAMID
PPO/PA, GTX 910
FENDERS, QUARTER
PANELS
PR/FV
FIBERGLASS REINFORCED
PLASTIC
FIBERGLASS, FV, PR/FV
BODY PANELS
PS
POLYSTYRENE
LUSTREX, STYRON, PS
DOOR PANELS, DASH
PANELS
RTM
RESIN TRANSFER
MOLDING COMPOUND
RTM
BODY PANELS
SMC
SHEET MOLDED
COMPOUND
SMC
BODY PANELS
TMC
TRANSFER MOLDING
COMPOUND
TMC
GRILLES
HB
BODY
23 - 5