Dodge Durango (HB). Manual - part 29
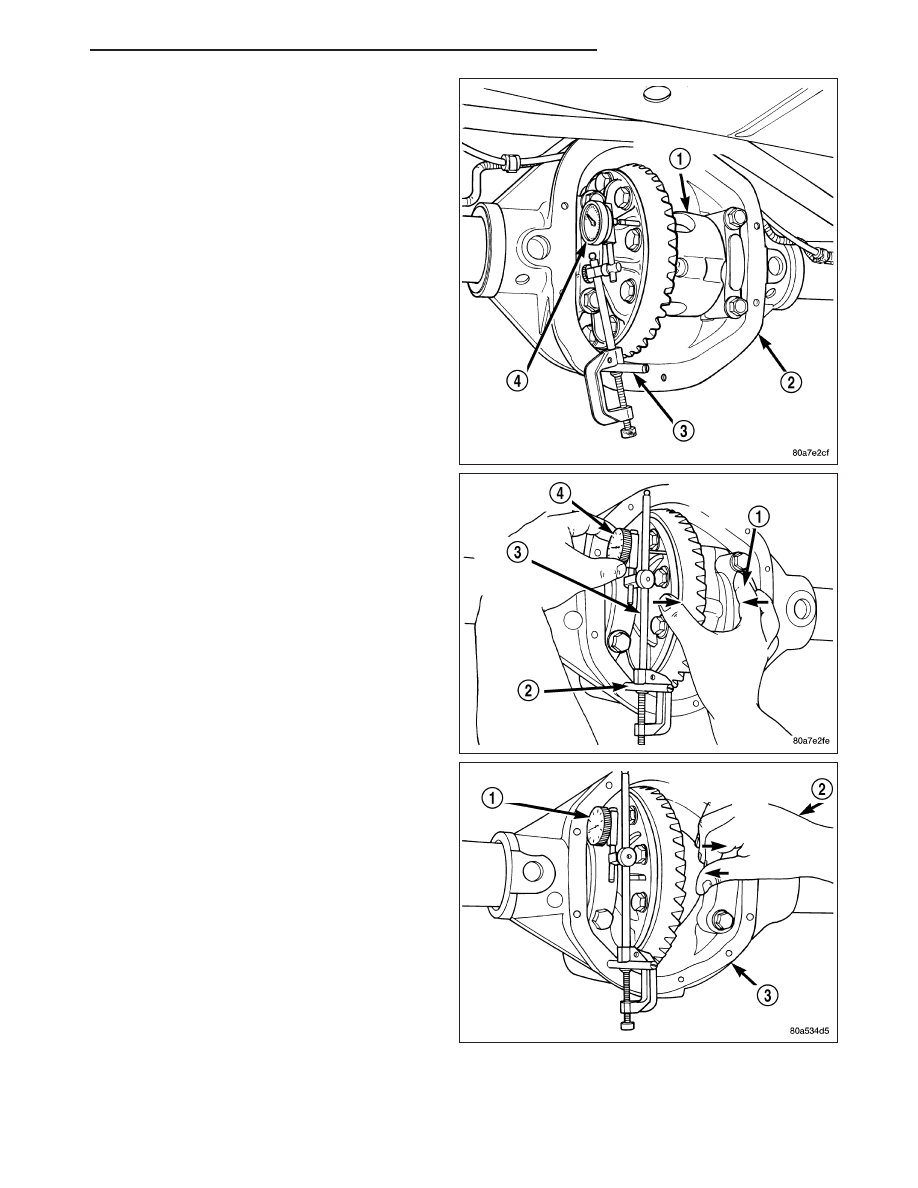
8. Thread Pilot Stud C-3288-B (3) into rear cover bolt
hole below ring gear.
9. Attach Dial Indicator C-3339 (4) to post and posi-
tion dial indicator plunger on a flat surface on a
ring gear bolt head.
10. Hold differential case firmly to pinion side (1) of
axle housing and zero dial indicator (4).
11. Hold differential case firmly (2) to the ring gear
side and record dial (1) indicator reading.
HB
FRONT AXLE - C205F
3 - 43