Dodge Dakota (R1). Manual - part 749
(4) With Bearing Splitter P-334 positioned under
first gear, press fifth gear, rear bearing, first gear,
and first gear thrust washer off output shaft (Fig.
114).
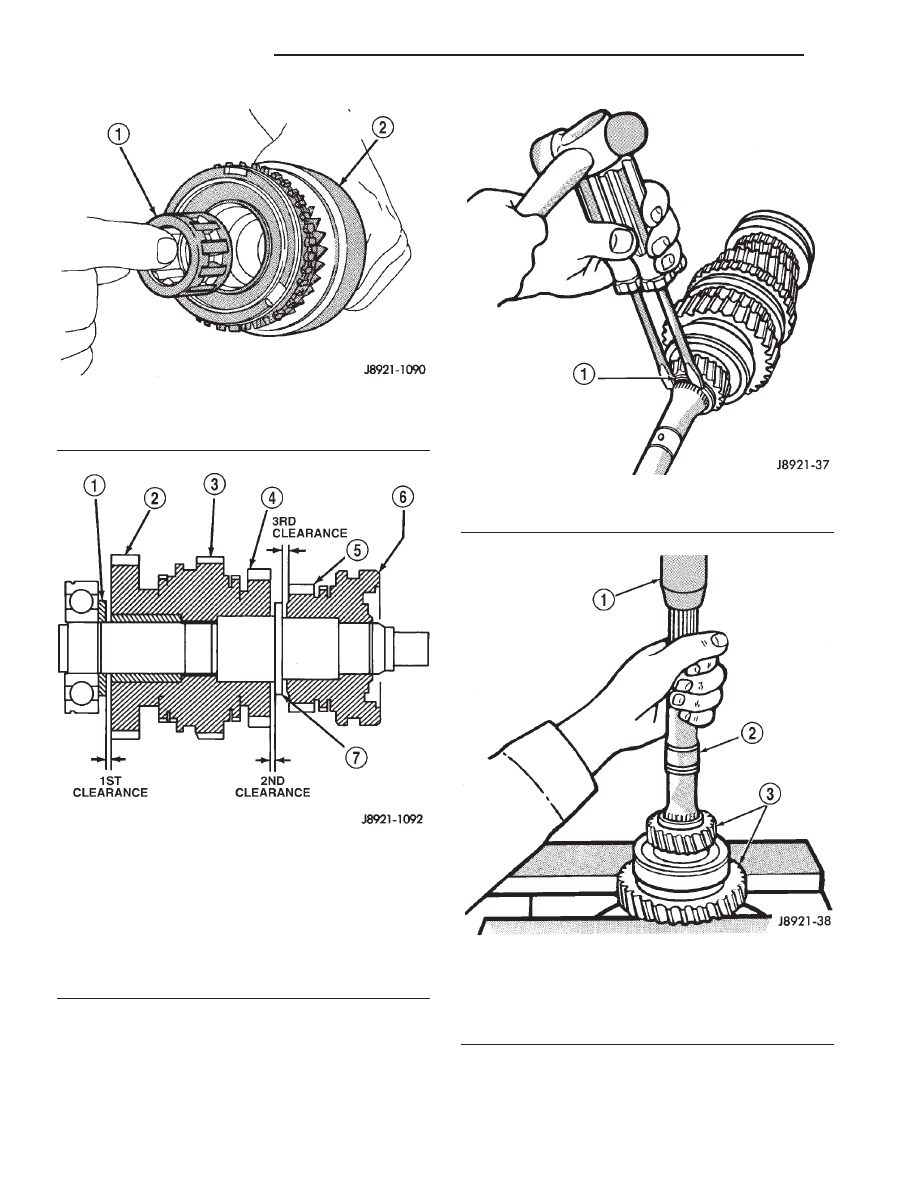
Fig. 111 OUTPUT SHAFT PILOT BEARING
1 - OUTPUT SHAFT PILOT BEARING
2 - INPUT SHAFT ASSEMBLY
Fig. 112 OUTPUT SHAFT GEAR THRUST
CLEARANCE
1 - THRUST WASHER
2 - FIRST GEAR
3 - REVERSE GEAR AND HUB
4 - SECOND GEAR
5 - THIRD GEAR
6 - 3–4 SYNCHRO SLEEVE AND HUB
7 - OUTPUT SHAFT FLANGE
Fig. 113 FIFTH GEAR SNAP-RING
1 - SNAP RING
Fig. 114 FIFTH GEAR, FIRST GEAR BEARING AND
THRUST WASHER
1 - PRESS RAM
2 - OUTPUT SHAFT
3 - FIRST-FIFTH GEAR-BEARING ASSEMBLY
21a - 38
MANUAL - AX15
R1
OUTPUT SHAFT (Continued)