Dodge Dakota (R1). Manual - part 225
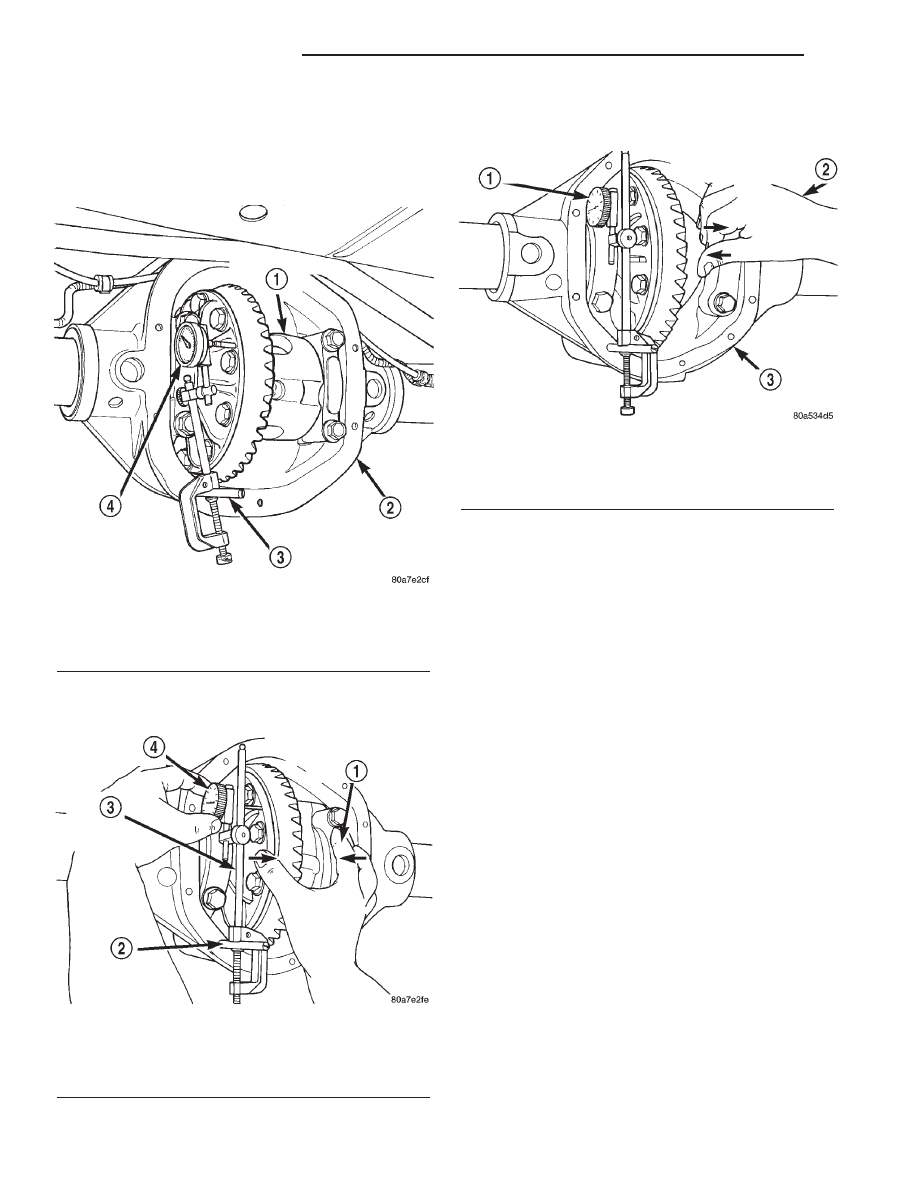
(8) Thread Pilot Stud C-3288-B into rear cover bolt
hole below ring gear (Fig. 14).
(9) Attach Dial Indicator C-3339 to the pilot stud
and position indicator plunger on a flat surface of the
ring gear bolt head (Fig. 14).
(10) Push differential case to the pinion gear side
of the housing (Fig. 15) and zero dial indicator.
(11) Push differential case to the ring gear side
and record dial indicator reading (Fig. 16).
(12) Add the dial indicator reading to the starting
point shim thickness to determine total shim thick-
ness to achieve zero differential end play.
(13) Add 0.3 mm (0.012 in.) to the zero end play
total. This new total represents the thickness of
shims to compress or preload the new bearings when
the differential is installed.
(14) Rotate dial indicator out of the way.
(15) Remove differential case, dummy bearings
and starting point shims from the housing.
(16) Install pinion gear in the housing. Install the
yoke and establish the correct pinion rotating torque.
(17) Install differential case and dummy bearings
in the housing (without shims) and tighten retaining
cap bolts.
(18) Position the dial indicator plunger on a flat
surface between the ring gear bolt heads (Fig. 14).
(19) Push and hold differential case toward pinion
gear.
(20) Zero dial indicator face to pointer.
(21) Push and hold differential case to ring gear
side of the housing and record dial indicator reading.
(22) Subtract 0.05 mm (0.002 in.) from the dial
indicator reading to compensate for backlash between
ring and pinion gears. This total is the thickness of
shim required to achieve proper backlash.
(23) Subtract the backlash shim thickness from
the total preload shim thickness. The remainder is
the shim thickness required on the pinion side of the
housing.
(24) Rotate dial indicator out of the way on pilot
stud.
Fig. 14 Differential Side play
1 - DIFFERENTIAL CASE
2 - DIFFERENTIAL HOUSING
3 - PILOT STUD
4 - DIAL INDICATOR
Fig. 15 Zero Dial Indicator
1 - FORCE CASE TO PINION SIDE
2 - PILOT STUD
3 - DIAL INDICATOR EXTENSION
4 - DIAL INDICATOR
Fig. 16 Read Dial Indicator
1 - DIAL INDICATOR
2 - FORCE CASE TO RING GEAR SIDE
3 - DIFFERENTIAL HOUSING
3a - 10
REAR AXLE - 216RBI
R1
REAR AXLE - 216RBI (Continued)