DAF LF45, LF55 Series. Manual - part 344
5
LF45/55 series
Removal and installation
WIRING REPAIR
2-7
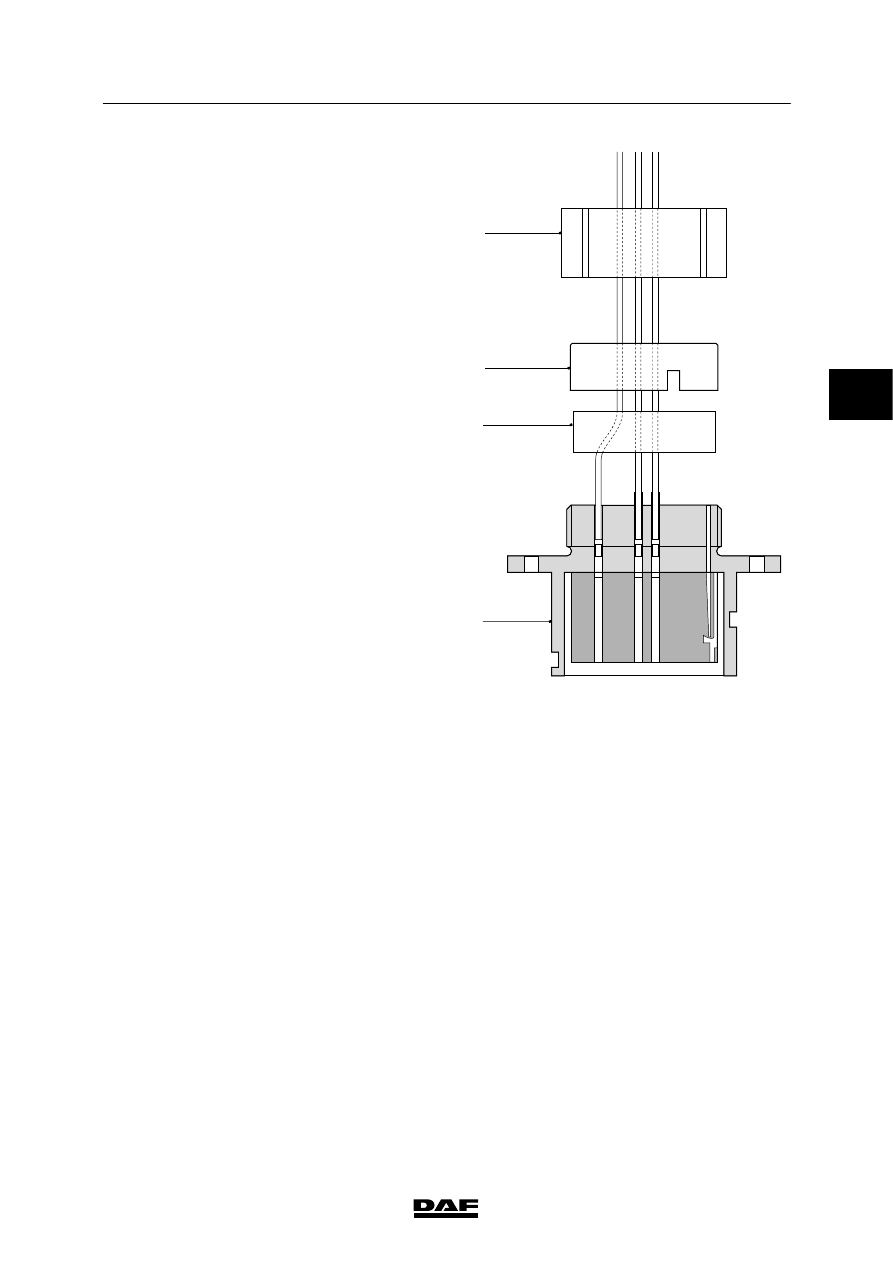
Removing 39-pin connector contacts
1. Loosen union G.
2. Push pressure ring H and seal K back
slightly over the wiring.
3. Then eject the contacts from connector
housing F using a special ejector tool from
contact kit A or B.
Fitting 39-pin connector contacts
1. Fit union G, pressure ring H over the wiring.
2. Fit new contacts to the wires using the
correct tool.
3. Insert the wires and contacts through
seal K.
4. Press the contacts to their definitive
positions in connector housing F.
5. Press seal K against connector housing F.
6. Position pressure ring H so that the two
ridges on the side of connector housing F
fall into the pressure ring recesses.
7. Tighten union G by hand.
Note:
-
Pressure ring H has contact numbers (their
purpose is to enable the contacts to be
positioned correctly). These contact
numbers must be in the same position as
the contact numbers on the connector
housing.
-
When an incorrectly positioned wire is
removed the seal will leak. If a new wire is
not inserted a sealing plug should be fitted.
E500477
G
H
K
F
3
200440