содержание .. 1 2 3 4 5 6 7 8 9 10 ..
7.
ПРОВЕРКА, ПРИЕМКА И ИСКЛЮЧЕНИЕ ИЗ ИНВЕНТАРЯ КОЛЕСНЫХ ПАР
7.1. При проверке и приемке колесной пары и ее элементов должно быть установлено их соответствие требованиям настоящей Инструкции.
7.2. Проверку и приемку колесной пары на ТР-3 и при обыкновенном освидетельствовании должны производить мастер и приемщик локомотивов (где имеется).
7.3. Проверку и приемку колесных пар при формировании и полном освидетельствовании должен производить в локомотивном депо мастер и приемщик локомотивов, на заводе мастер ОТК, а также инспектор приемщик Главного управления локомотивного хозяйства МГТС (где имеется).
7.4. Мастер колесного цеха отвечает за качество ремонта и обработку элементов или формирование колесной пары в целом на своем производственном участке. Он обязан организовать и строго соблюдать правильный технологический процесс и производить пооперационную приемку работ от исполнителей. На заводе мастер обязан предъявлять и сдавать отремонтированные элементы или в целом колесную пару контрольному мастеру ОТК, в локомотивном депо приемщику локомотивов.
7.5. Контрольный мастер отдела технического контроля, инспектор-приемщик Главного управления локомотивного хозяйства МПС и
приемщик локомотивов в депо отвечают за качество ремонта или обработки элементов колесной пары в целом. Они обязаны контролировать выполнение технологического процесса и производить приемку от мастера элементов колесных пар как нового формирования, так и отремонтированных.
7.6. На заводах и в локомотивных депо контрольному мастеру ОТК, инспектору-приемщику Главного управления локомотивного хозяйства МПС или приемщику локомотивов до приемки колесной пары в целом должны быть предъявлены:
-
диаграммы запрессовки а также диаграммы контрольной проверки колеса (колесного центра) на сдвиг: при тепловом методе формирования и прессовом методе, если от формирования или выпрессовки оси прошло более 10 лет;
-
сертификаты на новые элементы;
-
паспорт колесной пары и зубчатого колеса (приложение 9). (В редакции указания МПС России от 23.08.2000 № К-2273у)
7.7. На принятой колесной паре после полного освидетельствования или формирования, а также на принятых отдельных элементах должны быть поставлены приемочные клейма, предусмотренные настоящей Инструкцией.
Передняя крышка буксы должна быть опломбирована после ревизии первого и второго объема и технического обслуживания при ТР-2.
7.8. Колесные пары, поступающие в депо после ремонта или формирования, должны быть приняты мастером депо по наружному осмотру с проверкой основных размеров и наличия клейм на элементах колесных пар (без вскрытия букс).
Подкатка колесных пар под ТПС без паспорта запрещается.
7.9. Исключение из инвентаря колесной пары разрешается производить при необходимости одновременной замены оси и одного колесного центра (цельнокатаного колеса) вследствие их износа или повреждений, которые не могут быть устранены ремонтом.
Исключение из инвентаря колесных пар, имеющих меньшее количество забракованных элементов, а также годных колесных пар устаревших типов и серий может быть произведено только с разрешения Главного управления локомотивного хозяйства МПС.
7.10. Исключение колесных пар из инвентаря должно производиться, как правило, в пунктах, ремонтирующих- колесные пары со сменой элементов и в качестве исключения в пунктах, производящих освидетельствование колесных пар.
7.11. Исключение колесных пар из инвентаря должно производиться комиссией в составе:
— на заводе — главного инженера завода, начальника отдела технического контроля, инспектора-приемщика Главного управления локомотивного хозяйства МПС, начальника колесного цеха, главного технолога и главного бухгалтера, при отсутствии инспектора Главного управления локомотивного хозяйства МПС — с участием представителя службы локомотивного хозяйства — владельца ремонтною фонда;
— в депо — главного инженера (или заместителя начальника депо), мастера, приемщика локомотивов и главною технолога (там, где они имеются), главного (старшего) бухгалтера.
Исключение колесных пар из инвентаря оформляется актом формы ТУ-120 с утверждением руководителем предприятия.
8. МАРКИРОВАНИЕ И КЛЕЙМЕНИЕ КОЛЕСНЫХ ПАР И ИХ ЭЛЕМЕНТОВ
8.1. При формировании, ремонте и освидетельствовании колесных пар применяются следующие знаки и клейма:
— клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту, которому разрешено производить: изготовление элементов, формирование и полное освидетельствование;
— цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных. Цифры и буквы должны быть высотой от 6 до 10 мм, согласно действующим стандартам, техническим условиям и чертежам;
— клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
— клеймо контрольного мастера ОТК, требования к клейму (ОТК) устанавливаются заводом (ремонтным пунктом), производящим ремонт;
— клейма в форме круга с буквами «Ф» или «ФТ», обозначающие формирование новой колесной пары прессовым или тепловым методом;
— клеймо в форме круга с буквой «Б», обозначающее динамическую балансировку колесной пары;
— клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары (спрессовка с оси всех элементов);
— клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, а с буквами «ПД» — правого колесного центра или цельнокатаного колеса;
— клеймо в форме круга с буквами «СБ», обозначающее смену бандажей;
— клейма и знаки, обозначающие межоперационную, внутрицеховую, межцеховую приемку элементов колесной пары, вид и порядок применения которых устанавливаются приказом руководителя предприятия. Эти клейма и знаки не должны ставиться в местах, предусмотренных для расположения знаков и клейм, установленных настоящей Инструкцией.
8.2. Новые элементы колесных пар, поступающие на ремонтные пункты, должны иметь следующие четко обозначенные знаки и клейма (маркировку), предусмотренные стандартами и техническим условиями;
— необработанные (в черном виде) оси на средней или под-ступичной части согласно рис. 24;

— окончательно обработанные оси на правом торце: локомотивов согласно рис. 25, 26; моторвагонного подвижного состава (в т. ч. моторных и прицепных вагонов) согласно рис. 27;
— бандажи на боковой наружной грани согласно рис. 28,
— литые центры на наружной стороне ступицы или диска согласно рис. 29. Размещение и размеры знаков маркировки — по рабочим чертежам центров или по отдельным чертежам маркировки в установленном порядке;
— катаные дисковые центры на наружной стороне диска согласно техническим условиям;
— цельнокатаные колеса на наружной боковой поверхности обода согласно рис. 30;
— зубчатое колесо или венец ТПС согласно рис. 31.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
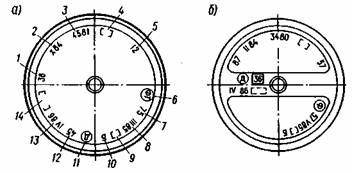
Рис. 25. Знаки и клейма на правом торце колесной пары:
а — тепловоза с наружными буксовыми шейками и торцовым упором скольжения; б — электровоза на подшипниках качения без торцового упора: 1 — условный номер предприятия-изготовителя необработанной оси; 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси; 3 — порядковый номер плавки и номер оси; 4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших обработанную ось; 5 — условный номер предприятия-изготовителя, обработавшего ось; 6 — клейма метода формирования колесной пары (Ф — прессовый, ФГ — тепловой); 7 — условный номер предприятия, производившего формирование колесной пары; 8 — месяц (римскими цифрами) и год (две последние цифры) формирования колесной пары; 9 — клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару; 10 — клейма балансировки; 11 — клейма переформирования колесной пары; 12 — номер ремонтного пункта, производившего переформирование; 13 — месяц (римскими цифрами) и год (две последние цифры) переформирования; 14 — клейма технического контроля ремонтного пункта и инспектора-приемщика (приемщика локомотивов), принявших колесную пару после переформирования
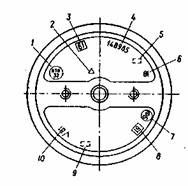
Рис. 26. Знаки и клейма на правом торце оси колесной пары локомотива с внутренними буксовыми шейками, а также колесных пар электровозов с наружными буксовыми шейками на подшипниках скольжения и тепловозов с торцовыми упорами качения:
1 — условный номер предприятия-изготовителя необработанной оси; 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси; 3 — порядковый номер плавки и номер оси; 4 — клейма техническою контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших обработанную ось; 5 — условный номер предприятия-изготовителя, обработавшего ось: 6 — клейма метода формирования колесной пары (Ф — прессовый, ФГ — тепловой); 7 — условный номер предприятия, производившего формирование колесной пары; 8 — месяц (римскими цифрами) и год (две последние цифры) формирования колесной пары; 9 — клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару; 10 — клейма балансировки; 11 — клейма переформирования колесной пары; 12 — номер ремонтного пункта, производившего переформирование; 13 — месяц (римскими цифрами) и год (две последние цифры) переформирования; 14 — клейма технического контроля ремонтного пункта и инспектора-приемщика (приемщика локомотивов), принявших колесную пару после переформирования

Рис. 27. Знаки и клейма на правом торце колесной пары моторвагонного подвижного состава: 1 — клеймо технического контроля; 2 — условный номер предприятия, производившего обработку и перенесшего знаки маркировки; 3 — порядковый помер оси, начинающийся с номера завода-изготовителя поковки; 4 —— клейма приемщика MПC; 5 — год (две последние цифры); 6 — клейма формирования и балансировки; 7 — условный номер предприятия, сформировавшего колесную пару; 8 — клеймо технического контроля; 9 — дата формирования.

Рис. 28. Знаки и клейма на наружней грани бандажа:
1 — условный номер предприятия изготовителя; 2 — год (две последние цифры) изготовления; 3 — марка бандажа; 4 — клейма приемки; 5 — номер плавки; 6 — порядковый номер бандажа по системе нумерации предприятия-изготовителя. На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.

Рис. 29. Знаки и клейма на наружном торце ступицы центра: 1 — условный номер предприятия-изготовителя; 2 — год (две последние цифры) изготовления; 3 — порядковый номер центра по системе нумерации предприятия-изготовителя; 4 — обозначение марки стали; 5 — клейма технического контроля предприятия-изготовителя и представителя заказчика
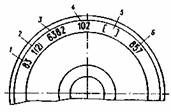
Рис. 30. Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса: 1 — год (две последние цифры) изготовления; 2 — марка стали колеса; 3 — номер плавки; 4 — условный номер предприятия-изготовителя; 5 — клеима технического контроля предприятия-изготовителя и представителя заказчика; 6 — порядковый номер колеса по системе нумерации предприятия-изготовителя
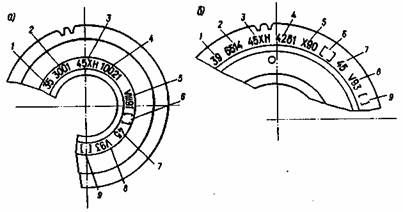
Рис. 31. Знаки и клейма:
а — на зубчатом колесе; б — на венце зубчатого колеса: 1 — товарный знак или условный номер предприятия-изготовителя; 2 — порядковый номер зубчатого колеса (венца); 3 — марка стали: 4 — номер плавки; 5 — месяц (римскими цифрами) и год (две последние цифры) изготовления; 6 — клейма технического контроля предприятия-изготовителя и представители заказчика; 7 — условный номер предприятия, производившего установку зубчатого колеса или венца; 8 — месяц (римскими цифрами) и год (две последние цифры) установки; 9 — клейма технического контроля предприятия, производившего установку
8.3. При обработке осей и венцов зубчатых колес перенос знаков с необработанной поверхности на торец оси и боковую грань венца производит ОТК на заводе, а в локомотивных депо — приемщик локомотивов.
Перенос знаков и правильность обработки и состояния осей соответствию технической документации удостоверяется постановкой клейма контрольного мастера ОТК и приемщика («Серп и молот») с постановкой условного номера, присвоенного пункту, производившему обработку.
8.4. Новые оси, бандажи, цельнокатаные колеса, центры, венцы и зубчатые колеса, поступающие от Российских заводов-изготовителей без приемочных клейм инспектора-приемщика МПС, а также с неясной маркировкой, браковать с представлением рекламации, а на поступающих из стран СНГ — проставлять клейма «Серп и молот» после механической обработки и отсутствия отклонений на ремонтном пункте, производящем замену элементов.
Отсутствие на этих элементах клейма ОТК завода-изготовителя при наличии клейм инспектора-приемщика МПС не может служить основанием для их браковки.
8.5. Клеймение колесных пар могут производить только работники, имеющие право производить освидетельствование колесных пар.
8.6. При формировании колесных пар и смене оси, необходимо наносить клейма и знаки на торце оси (или цилиндрическом пояске конца оси с торцовым упором) колесной пары (см. рис. 25 — 27). Впереди вышеуказанных клейм при смене бандажей дополнительно ставится клеймо «СБ» (кроме формирования).
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При смене зубчатого колеса или венца на них наносятся знаки и клейма (рис. 31. поз. 6...9).
8.7. При полном освидетельствовании колесных пар на левом горце осей ставятся знаки и клейма (рис. 32). Впереди вышеуказанных клейм при смене бандажа дополнительно ставится клеймо «СБ», а при перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр.
8.8. После постановки клейм торцы осей с торцовым упором необходимо обработать. Шероховатость поверхности должна соответствовать Ra не более 1,25 мкм.
Запрещается заварка или зачеканка знаков и клейм изготовления и формирования на правом торце оси. Они должны сохраняться на все время эксплуатации оси, а клейма формирования (переформирования) колесной пары должны сохраняться до следующего переформирония.
При заполнении всех секторов левого торца оси производится заварка знаков предыдущих полных освидетельствований и после тщательной зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. Если при этом не производится перепрессовка колесного центра (цельнокатаного колеса) и на торце оси имеются клейма о ранее производившейся перепрессовке, последнее необходимо сохранить до следующей перепрессовки соответствующего центра (цельнокатаного
колеса).
(В редакции указания МПС России от 23.08.2000 № К-2273у)


Рис. 32. Знаки и клейма на левом торце оси колесной нары: а — локомотива с внутренними буксовыми шейками, а также колесных нар электровозов с наружными буксовыми шейками на подшипниках скольжения и тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения; в — электровозов, моторвагонного подвижного состава на подшипниках качения без торцового упора;
1 - место постановки клейм смены бандажей, спрессовки левого или правого центра (цельнокатаного колеса); 2 — условный номер ремонтного пункта; 3 — месяц (римскими цифрами) и год (две последние цифры) производства полного освидетельствования; 4 — клейма технического контроля и приемщика МПС России России.
8.9. При ремонте и освидетельствовании колесных пар в условиях депо нигде и никаких клейм ставить не требуется, за исключением
локомотивных депо, которые по разрешению МПС производят полное освидетельствование и ремонт колесных пар со сменой элементов.
8.10. Колесные пары, не имеющие на осях клейм и знаков завода-изготовителя, или при неясности имеющихся клейм и знаков разрешается эксплуатировать при условии, что па осях имеется знак «Д».
8.11. Инспектор-приемщик на заводах и приемщики локомотивов в депо клейма «Серп и молот» получают непосредственно от Главного управления локомотивного хозяйства МПС. Остальные знаки и клейма изготовляются или заказываются непосредственно ремонтными пунктами и выдаются соответствующим работникам под расписку.
8.12. Каждая выдача знаков и клейм записывается в прошнурованную книгу с указанием даты, наименования пункта, наименования знаков и клейм, фамилии и должности лиц, получивших знаки и клейма. Клейма, знаки и книга их учета хранятся в сейфе или металлическом запираемом ящике.
8.13. Запрещается передача знаков и клейм одного ремонтного пункта другому, а также выдача их работникам, не имеющим удостоверения на право производства освидетельствования колесных пар.
8.14. Притупившиеся или сломанные знаки и клейма приводятся в полную негодность стачиванием их на наждачном круге и списываются, о чем делается отметка в книге регистрации выдачи знаков и клейм против ранее сделанной записи о их выдаче.
На приведенные в негодность клейма «Серп и молот» составляется акт. Получение в Главном управлении локомотивного хозяйства новых клейм взамен пришедших в негодность производится с обязательным предъявлением указанного акта.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..