содержание .. 1 2 3 4 5 6 7 8 9 10 ..
6.
РЕМОНТ И ФОРМИРОВАНИЕ КОЛЕСНЫХ ПАР
6.1. Общие требования
6.1.1. Для колесных пар ТПС устанавливаются следующие виды ремонта:
— без смены элементов — обточка ободьев цельнокатаных колес и бандажей, обточка, накатка и шлифовка шеек осей, замена заклепок и пластинчатых пакетов зубчатых колес колесных пар, опробование на прессе колесных пар с признаками ослабления, крепление зубчатого венца, замена призонных болтов, а также ремонт упругих зубчатых колес, не требующий распрессовки центров, наплавка гребней и плазменное упрочнение гребней бандажей;
— со сменой элементов — замена осей, колесных центров, цельнокатаных колес, бандажей, зубчатых колес или их венцов и других деталей, требующих для их замены спрессовки колеса (центра). К ремонту колесных пар со сменой элементов также относится перепрессовка ослабших колесных центров, зубчатых колес.
6.1.2. Одиночные колесные пары ТПС, направляемые для смены или ремонта отдельных элементов на завод или в депо, имеющие право на производство полного освидетельствования, должны подвергаться полному освидетельствованию с постановкой установленных клейм. Замененные элементы таких колесных пар должны удовлетворять требованиям настоящей Инструкции по допускам полного освидетельствования.
6.1.3. Перед обработкой новых цельнокатаных колес, бандажей, колесных центров, зубчатых колес, венцов и центров зубчатых колес, поковок осей они должны быть проверены контрольным мастером ОТК, а в депо — приемщиком локомотивов и мастером, которые устанавливают соответствие их действующим стандартам и техническим условиям, а также наличие на них установленной маркировки и актов технической приемки завода-изготовителя (сертификатов).
6.2. Обработка новых и старогодних осей.
6.2.1. Для правильной обработки осевых шеек на торцах новой (сверленой и несверленой) оси предварительно разделываются центровые отверстия согласно рисунку 2.

Рис. 2. Отверстия центровые для осей: а — несверленых; б — сверленных; в — с торцевым креплением подшипников гайкой
6.2.2. На торцах осей электровозов с подшипниками скольжения нанести контрольную окружность диаметром 160 мм. Ширина и глубина контрольной окружности должна быть 0,5 мм. На осях с подшипниками качения контрольную окружность нанести согласно чертежу.
6.2.3. При каждой обработке колесных пар на станке следует предварительно проверить правильность расположения центровых отверстий и при необходимости восстановить их соосность с контрольными окружностями.
Если чертежом не предусмотрены контрольные окружности, проверить правильность расположения центровых отверстий по кромкам или поверхностям шеек оси, и при необходимости, восстановить их соосность.
6.2.4. После механической обработки оси упрочняются накатыванием роликами в шейках под подшипники, предподступичных, под-ступичных и средних частях, в галтелях перехода от одних частей к другим по нормативной документации на накатывание осей, утверж-
денной в установленном порядке. Упрочняющую накатку шеек, предподступичных и подступичных частей и галтелей между этими частями старогодних осей производить после каждой их обточки.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.5. Новая пли старогодняя обработанная ось должна иметь шероховатость поверхности и размеры в полном соответствии с чертежами, техническими условиями и настоящей Инструкцией. При этом параметр шероховатости поверхностей оси должен быть:
— шеек под моторно-осевые подшипники маневровых и промышленных локомотивов — Ra не более 1,25 мкм, магистральных локомотивов — Ra не более 0,63 мкм (допускается Ra не более 1,25 мкм по согласованию с заказчиком);
— шеек под подшипники качения и подступичных частей — Ra не более 1,25 мкм;
— средней части (кроме осей промышленных тепловозов, не подвергающихся накатке) и торцов осей с упорными подшипниками скольжения — Ra не более 2,5 мкм;
— торцов осей с упорными подшипниками качения и осей тепловозов с дышловым приводом — Ra не более 10 мкм.
На шейках под подшипники качения не допускается непостоянство диаметра в поперечном и продольном сечениях более 0,015 мм, радиальное биение (при проверке в центрах) — более 0,05 мм на оси. На подступичных частях оси не допускается непостоянство диаметра в поперечном и продольном сечениях более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к середине оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.6. Обточку шеек осей разрешается производить как до запрессовки, так и после запрессовки оси и обточки поверхности катания колесной пары.
6.2.7. Обточку и шлифовку шеек и предподступичных частей осей, бывших в эксплуатации, необходимо производить при наличии на них следующих дефектов: недопустимых рисок и задиров, забоин шейки и предподступичной части оси, а также при недопустимой местной выработке шейки под моторно-осевой подшипник;
— свыше установленных допусков непостоянства диаметра в поперечном и продольном сечениях, радиального биения;
— радиусов галтелей менее допустимых;
— повреждений от коррозии;
— продольных плен и волосовин.
После обточки и шлифовки размеры шеек, предподступичных частей, их непостоянства диаметра в поперечном и продольном сечениях и радиусы галтелей должны находиться в пределах установленных норм, а шероховатость — соответствовать шероховатости, установленной для новой оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.2.8. Для плавного захода оси в ступицу при запрессовке наружный конец подступичной части оси обтачивается на конус с разностью диаметров 0,9—1,8 мм на длине 4—10 мм для всех типов осей, за исключением электровозных, для которых длина запрессовочного конуса должна быть 17—20 мм и осей колесных пар моторного вагона электросекций и немоторных вагонов дизель-поездов — 7—15 мм.
Переход от запрессовочного конуса к цилиндрической поверхности подступичной части оси должен быть плавным.
Предпочтительно выполнять заходную часть оси длиной 10 — 15 мм скругленой, радиусом (рис. 3), величина которого определяется по формуле:
R = (1±0,06)D0n,
где D0n — диаметр подступичной части оси.
Плавный переход от фаски к торцу выполнять радиусом 3 мм.

Рис. 3.
6.2.9. При изготовлении новых осей для запрессовки в старые центры разрешается увеличивать диаметр их подступичных частей против размера по чертежу в пределах норм, указанных в приложении 5.
6.2.10. Галтели, центровые отверстия, пазы в торцах осей должны проверяться шаблонами. При проверке галтелей допускается просвет между галтелью и шаблоном не более 0,4 мм.
6.2.11. Середина оси обозначается керном и определяется относительно торцов оси при подшипниках скольжения и относительно упорных торцов предподстуличных частей при подшипниках качения. Размер керна по диаметру должен быть не более 2,0 мм.
Разница размеров от торцов оси до керна при подшипниках скольжения и относительно упорных торцов предподступичных частей при подшипниках качения должна быть не более 1,0 мм.
6.2.12. Разрешается перетачивать бывшие в эксплуатации маломерные оси отечественного производства в оси других типов меньших размеров. При этом оси, забракованные по наличию поперечных третий, переточке не подлежат.
6.2.13. Перед запрессовкой новые и старогодние оси проверяются магнитным дефектоскопом по всей длине. Кроме того, каждая заготовка должна быть подвергнута сквозному прозвучиванию ультразвуковым дефектоскопом. При непрозвучивании ось бракуется. Такую ось разрешается подвергнуть повторной термообработке и проверке ультразвуком.
6.3. Обработка новых и старогодних центров, цельнокатаных и зубчатых колес.
6.3.1. После окончательной обработки новые и старогодние колесные центры, цельнокатаные и зубчатые колеса, центры зубчатых колес должны иметь шероховатость поверхностей и размеры в полном соответствии с чертежами, техническими условиями и настоящей Инструкцией. Зубья зубчатых колес (венцы) должны быть проверены магнитным дефектоскопом.
6.3.2. При насадке нового центра на старую ось для обеспечения требуемого натяга диаметр отверстия ступицы разрешается выполнять в соответствии с диаметром подступичной части оси.
6.3.3. Во избежание задиров при запрессовке и распрессовке отверстия ступиц должны иметь запрессовочный конус с закруглениями кромок согласно чертежам.
Предпочтительно выполнять заходную часть отверстия ступиц длиной 10 — 15 мм скругленой, радиусом (рис. 4); величина которого определяется по формуле:
R = (1±0,06) D0n,
где D0n — посадочный диаметр отверстия ступицы.
Плавный переход от фаски к торцу выполнять радиусом 3,0 мм.
6.3.4. Отверстия в ступицах колесных центров, цельнокатаных и зубчатых колес должны быть соосны с ободом, без вмятин и забоин, а их ось — перпендикулярна торцовым поверхностям ступицы и боковым граням обода. Допуск непостоянства диаметра отверстия в поперечном и продольном сечениях не более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к середине оси. Отклонение от крутости на немоторных колесных парах электропоездов и дизель-поездов не более 0,013 мм, остальных — не более 0,025 мм.
При этом шероховатость поверхности отверстия ступицы колесного центра или цельнокатаного колеса колесной пары Ra не более 2,5 мкм — при тепловом способе формирования, Ra, не более 5 мкм — при прессовом способе формирования.
Разность толщины стенок ступицы в разных местах по окружности допускается не более 5,0 мм (4,0 мм для ступицы колеса немоторных вагонов электропоездов и дизель-поездов, а для тепловозов с дышловым приводом — не более 10 мм).
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.3.5. Чистовую расточку отверстий ступиц центров и запрессовку осей разрешается производить как до, так и после насадки бандажей у всех типов колесных пар. На центрах колес с удлиненной ступицей (под зубчатое колесо) отверстие ступицы растачивать после напрессовки зубчатого колеса.

Рис. 4
6.3.6. Во всех случаях, когда отклонение от профиля продольного сечения или крутости посадочной поверхности ступицы более допустимых значений или на посадочной поверхности имеются задиры, раковины или черновины, отверстие ступицы колесного центра или зубчатого колеса расточить для насадки на ось большего диаметра или восстановить наплавкой (кроме зубчатых и цельнокатаных колес) для посадки на ось того же или меньшего диаметра. Увеличение или уменьшение диаметра отверстий ступиц допускается в пределах норм на изменение размеров подступичных частей осей.
При расточке ступицы старогоднего центра с бандажом установка центра на станке производится по обточенным поверхностям бандажа.
6.3.7. Посадочная поверхность обода по образующей должна быть параллельной оси. Допускается:
-
непостоянство диаметра в продольном сечении не более 0,1 мм;
-
непостоянство диаметра в поперечном сечении не более 0,2 мм при диаметре обода до 1175 мм;
-
шероховатость поверхности сопряжения с бандажом Ra не более 5,0 мкм;
-
уменьшение диаметра и ширины обода — согласно приложению 5;
-
разность в толщине обода в разных местах не более 5,0 мм;
-
разность расстояний между ободьями у одной колесной пары — не более 1,0 мм.
Уклон боковых граней проверяется шаблоном.
Кромки обода закругляют радиусом 2,0 мм или делают фаску 2 х 45°.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.3.8. Старую колесную пару после снятия с нее бандажей следует установить на станок для обработки колесных центров до полного удаления черновик. Допускается оставление не более 2-х черновик площадью 16 см2 (наибольшая длина черновины — 40 мм). После проточки ободья должны удовлетворять требованиям п. 6.3.7 настоящей Инструкции.
6.3.9. Отверстия для водил в дисковых центрах колесных пар сверлятся перпендикулярно поверхности диска с закруглением кромок радиусом 3 - 4 мм. Прожигание этих отверстий автогеном запрещается.
6.3.10. При обработке пазов в венцах и центрах зубчатых колес электровозов особое внимание следует обращать на совпадение пазов венца с пазами центра. Точность обработки должна обеспечивать совпадение всех пазов венца с пазами центра при совмещении какого-либо паза с любым пазом центра. Несовпадение допускается не более 0,2 мм.
Углы в пазах венца подлежат закруглению радиусом 5 мм и не должны иметь грубых рисок от резца.
6.4. Ремонт зубчатых колес.
6.4.1. При ремонте колесных пар у зубчатых колес следует убедиться в отсутствии трещин, предельного износа и других дефектов на зубьях, плотность посадки венцов на ободе и зубчатых колес с пластинчатыми пакетами, кроме того, снять шайбы, проверить износ пазов, перебрать пакеты с заменой негодных пластин и прокладок. Размеры пазов должны соответствовать установленным нормам. Пластинчатые пакеты поставить в пазы с натягом в пределах от 0,4 до 1,0 мм.
Проверить состояние элементов упругих зубчатых колес тепловозов.
6.4.2. При неплановых ремонтах колесных пар в депо боковые шайбы зубчатых колес электровозов следует снять при наличии ослабления пружинных пакетов в том случае, если перемещение венца зубчатых колес по окружности превышает 0,75 мм. При этом, не допускается наличие в пружинных пакетах изломанных пластин. Пружинные пакеты перебрать с заменой негодных пластин и прокладок.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.3. При переборке пластин пакетов соблюдаются следующие условия:
— толщина каждого конца прокладки должна быть меньше толщины ее средней части на 1,8 — 2,0 мм:
— толщина пластин должна соответствовать нормам допусков:
— общая толщина собранного пакета в его средней части должна быть больше полусуммы ширины верхней и нижней части паза центра зубчатого колеса на 0,4 — 1,0 мм. Измерение пакета должно производиться в сжатом состоянии.
6.4.4. Для удобства и быстрого нахождения центра отверстия под заклепку во время сборки шайб на одинаковом расстоянии от центра отверстия под заклепку в обе стороны по диаметру необходимо ставить 2 керна.
6.4.5. Трещины, которые разрешено устранять согласно п. 5.3.17 настоящей Инструкции, могут выводиться шлифованием вручную абразивным кругом по ГОСТ 2424-83. Абразивные круги следует применять мягкие или средней жесткости (СМ или 2М), зернистостью 20П — 40П. Тип плоский ПП или конический типа 3 ГОСТ 2424-83, заправленный по профилю (рис. 5). Шлифование производить до полного устранения трещин с торца и по длине. Форма выкружки показана на рис. 6. Допускается производить машинную зачистку по всей длине впадины шлифованием или лезвийной обработкой, при этом допустимое уменьшение толщины ножки зуба — не более 3 мм. Переход от обработанной поверхности к впадине должен быть плавным без острых ступенек и заглубления впадины. Допускается обработка всех впадин. После выведения трещин произвести магнитную дефектоскопию зачищенных мест. Допускается обработанные места подвергать упрочнению наклепом с помощью пневматического молотка, оснащенного бойком (рис. 7) или многобойковым наконечником, а также дробенаклепом по технологии, утвержденной в установленном порядке.
6.4.6. При установке зубчатого венца на колесный центр допускается зазор не более 0,1 мм на длине не более 1/3 окружности и увеличение диаметра отверстий под призонные болты не более чем на 2 мм (для электросекций — не более чем на 4 мм).
(В редакции указания МПС России от 23.08.2000 № К-2273у)

6.4.7. При ремонте упругих зубчатых колес тепловозов необходимо проверить диск зубчатого венца магнитным дефектоскопом на наличие трещин. Боковые тарелки проверить методом неразрушающего контроля.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.4.8. При ремонте разорванные стопорные кольца следует соединить электросваркой.
6.4.9. При ремонте ролики упругих зубчатых колес — проверить на огранку, сколы, трещины.
6.4.10. При разборке упругих зубчатых колес — проверить амортизаторы на наличие перекосов втулок и трещин в резиновом слое.
6.4.11. При наличии других дефектов ремонт элементов упругих зубчатых колес производить в соответствии с требованиями действующих технологических инструкций.
6.5. Расточка новых и старогодних бандажей.
6.5.1. Перед расточкой бандажи подобрать по твердости (по телу бандажа) по данным сертификата.
Разность твердости бандажей на одной колесной паре локомотива и моторвагонного подвижного состава допускается НВ 24.
6.5.2. Для обеспечения необходимой плотности насадки (натяга) на обод, внутренний диаметр нового или старогоднего бандажа должен быть меньше диаметра обода центра на 1,2 — 1,6мм на каждые 1000 мм диаметра обода колесного центра.
6.5.3. Внутреннюю поверхность бандажа расточить с обеспечением шероховатости Ra не более 5,0 мкм и соблюдением размеров упорного бурта и выточки согласно чертежу. При этом высоту бурта разрешается уменьшить не более чем на 2,0 мм против чертежного размера.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.4. Радиусы сопряжения элементов профиля выточки под бандажное кольцо должны быть не менее 2,5 мм, параметр шероховатости поверхности выточки должен быть Ra не более 5 мкм. На кромках выточки, выходящих на внутреннюю посадочную поверхность бандажа, должны быть фаски шириной 1,5 мм под углом 45°.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.5. При расточке бандажа непостоянство диаметра в поперечном сечении допускается не более 0,2 мм при диаметре до 1175 мм и не более 0,3 мм при диаметре до 1250 мм.
Непостоянство диаметра в продольном сечении внутренней поверхности бандажа — не более 0,1 мм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.5.6. На обработанной внутренней поверхности бандажа у бурта и выточки на ширине до 10 мм черновины не допускаются. На остальной части этой поверхности не допускаются черновины площадью более 16 см2 (наибольшая длина черновины 40 мм). Черновин с площадью до 16 см2 должно быть не более 2 штук.
6.5.7. При обнаружении в процессе расточки внутренних дефектов металла (расслоений, раковин, трещин, неметаллических включений), которые не будут удалены при окончательной обработке внутренней поверхности, новый бандаж бракуется с составлением акта для предъявления рекламации заводу-изготовителю.
6.5.8. Для рационального использования старогодних бандажей разрешается растачивать их для насадки на другие центры.
6.6. Насадка (смена) бандажей.
6.6.1. Снятие старогодних бандажей производится нагреванием бандажа до температуры не выше 300°С. Перед нагревом бандажа выбить или вырезать на станке бандажное кольцо. Негодные бандажи разрешается разрезать газовой горелкой с соблюдением особой осторожности с целью недопущения повреждения обода колесного центра. Рекомендуется снятие бандажей после вырезки бандажного кольца прессовым способом.
Запрещается применение искусственного охлаждения колесных центров после снятия с них бандажей и самих бандажей (старогодних).
6.6.2. Расточенные новые или старогодние бандажи, а также центры обмерить для проверки натяга, непостоянства диаметра в поперечном и продольном сечениях. В случае конусообразности внутренней поверхности бандажа ее направление должно совпадать с направлением конусообразности цилиндрической поверхности обода колесного центра, причем разница значений отклонений непостоянства диаметров в продольных сечениях бандажа и обода должна быть не более 0,05 мм, а больший натяг на ширине бандажа должен приходиться на его наружную часть.
Запрещается производить обмер не остывших до температуры окружающего воздуха бандажей и центров. Внутренняя обработанная поверхность нового бандажа должна быть проверена магнитным дефектоскопом или ультразвуковым дефектоскопом в случае использования бандажа с наплавленной поверхностью.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.3. Нагрев бандажей для насадки на центр производится на электрическом или газовом горне, обеспечивающем равномерный нагрев до 250 — 300°С. Разность температур различных участков бандажа при нагреве допускается не более 50°С. Контроль температуры
нагрева осуществляется по диаграмме нагрева или термоиндикаторными карандашами, а также другими приборами и устройствами, позволяющими контролировать температуру бандажа и автоматическое отключение нагревателя, не допуская превышение температуры нагрева бандажа.
6.6.4. Результаты измерения температуры нагрева бандажа, знаки заводов-изготовителей насаживаемого бандажа и оси колесной пары заносятся в цеховой журнал учета насадки бандажей и заверяются подписями исполнителя и мастера. В случае насадки бандажей на центры без оси вместо маркировки оси записывается в цеховой журнал заводская маркировка центра.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.5. Внутреннюю поверхность бандажа и наружную поверхность обода колесного центра перед нагревом протереть сухой чистой ветошью.
6.6.6. Запрещается:
— производить насадку бандажей вне помещения;
— насаживать на центры неравномерно нагретые бандажи;
— насаживать бандажи на центры, у которых отверстия ступиц окончательно расточены под запресовку осей;
— при смене бандажей ставить прокладки между бандажом и ободом.
6.6.7. Укрепление бандажей на колесных центрах производить бандажным кольцом из проката по ГОСТ 5267.10-90 (рис. 8). Кольцо заводить в выточку бандажа только утолщенной стороной. Бандажное кольцо сгибать на специальном станке из цельного или составного куска, состоящего не более чем из четырех частей, сваренных на контактной машине, газовой или электросваркой с зачисткой швов заподлицо. Запрещается сваривать встык бандажное кольцо, заведенное в паз, или приваривать его к бандажу или ободу колесного центра.
6.6.8. Бандажное кольцо заводится в выточку бандажа сразу после его насадки.
Заводка кольца при бандаже, остывшем до температуры ниже 200°С, запрещается. Зазор между концами кольца более 2,0 мм не допускается.
Запрещается производить обрубку излишка бандажного кольца на бандаже без подкладки.

6.6.9. После заводки бандажного кольца прижимной бурт бандажа необходимо обжать на специальном прессе с усилием на ролик не более 50х104 Н (50 тс). Калибровку манометра пресса проводить не реже одного раза в месяц. Обжатие бурта бандажа должно быть закончено при его температуре не ниже 100°С. Бандажное кольцо после обжатия бурта должно сидеть плотно, что определяется по звуку от ударов слесарным молотком.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.6.10. Колесная пара или колесо после заводки и завальцовки бандажного кольца должны медленно остывать. Запрещается искусственное охлаждение, а также выставление колесной пары за пределы помещения до полного ее остывания. Плотность насадки бандажа должна гарантироваться двумя проверками натяга перед насадкой (техником по замерам и мастером или контрольным мастером ОТК). Плотность насадки бандажа проверяется после его остывания по звуку от ударов слесарным молотком по поверхности катания в разных точках.
6.6.11. Для контроля за сдвигом бандажа после его насадки на обод на наружных гранях бандажа и обода нанести контрольные отметки на одной прямой по радиусу колеса.
Контрольная отметка на бандаже в виде 4 — 5 кернов глубиной 1,5 — 2,0мм должна начинаться на расстоянии не менее 10 мм от кромки упорного бурта и располагаться на длине 24 мм с равными интервалами между кернами. Контрольная отметка на ободе колесного центра должна быть в виде канавки глубиной до 1,0 мм, наносимой притупленным инструментом. Контрольные отметки ставятся на колесных парах со спицевыми центрами — против одной из спиц, на колесных парах с двухдисковыми центрами — против прилива с заводской маркировкой центра, а на однодисковых центрах — против одного из технологических отверстий.
В паспорт колесной пары записывается значение твердости бандажей, указанное в сертификатах.
6.6.12. При смене одного бандажа подборка твердости производится по данным паспорта колесной пары и сертификата. В случае отсутствия данных о твердости остающегося бандажа в паспорте колесной пары твердость вновь насаживаемою бандажа должна соответствовать НВ 285 — 293.
6.7. Прессовые работы
6.7.1. Прессовые работы при ремонте и формировании колесных пар производятся на специальном гидравлическом прессе, оборудованном самопишущим прибором для записи диаграммы запрессовки и двумя манометрами.
Класс точности самопишущего прибора должен быть не ниже 1,5 %, погрешность хода диаграммы — не более 2,5 %, толщина линии записи — не более 0,6 мм, ширина диаграммной ленты — не менее 100 мм, масштаб записи по длине должен быть не менее 1:2, а 1,0 мм диаграммы по высоте должен соответствовать усилию не более 25 кН (2,5 тс).
Манометр, предназначенный для контроля усилия при запрессовке, должен иметь класс точности не ниже 1,5 %. Манометр, предназначенный для контроля усилия при распрессовке должен иметь на шкале контрольную черту, показывающую максимально допустимое усилие для пресса.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.2. Не реже одного раза в год проводится калибровка рабочего манометра и самопишущего прибора. При расхождениях в показаниях манометра и самопишущего прибора ниже установленных классов точности (1,5 %) назначается внеочередная их калибровка.
Каждый раз после поверки манометра или самопишущего прибора следует производить пробную запрессовку оси в присутствии контрольного мастера ОТК на заводе или мастера в депо.
Кроме того, один раз в год и во всех случаях неисправности манометры и самопишущий прибор должны подвергаться поверке с ремонтом, пломбированием и записью результатов поверки в паспорт каждого прибора в соответствии с действующими положениями Госстандарта России.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.3. Манометры должны быть запломбированы, самопишущий прибор заперт и запломбирован. Ключи от самопишущего прибора и пломбиры должны храниться у контрольного мастера ОТК на заводе или мастера в депо.
Если конструкция самопишущего прибора требует установки и снятия диаграммною бланка при каждой запрессовке, такой самопишущий прибор не пломбируется, но кожух его должен быть сблокирован с электромотором пресса так, чтобы запрессовка не могла производиться при открытом кожухе самопишущего прибора.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.4. Зарядку самопишущего прибора лентой должен производить контрольный мастер ОТК на заводе или мастер в депо. Изъятие ленты из прибора и оформление диаграммы производится по окончании запрессовочной операции или после выхода диаграммы наружу из футляра.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.5. У каждого пресса должна быть вывешена таблица перевода показаний манометра на усилие плунжера и таблица допустимых запрессовочных усилий для колесных пар различных типов.
6.7.6. При установке колесных пар на пресс необходимо обеспечить совпадение геометрических осей прессуемых элементов колесной пары и упорных приспособлений с геометрической осью плунжера пресса. Горизонтальность оси колесной пары проверять по уровню.
6.7.7. Вспомогательные приспособления (упорные кольца, стаканы, шайбы), применяемые при прессовых работах, должны находиться в исправном состоянии и их размеры — соответствовать типам колесных пар. Поверхность упорных стаканов, соприкасающаяся с плунжером пресса, должна быть сферической.
Состояние вспомогательных приспособлений должны проверять ежемесячно контрольные мастера ОТК на заводе и мастера в депо.
6.7.8. При распрессовке колесных пар самопишущий прибор и манометр, предназначенный для контроля усилий запрессовки, следует выключать во избежание их повреждений.
Усилие распрессовки контролировать по второму манометру, предназначенному для данной цели, не допуская при этом превышения предельного усилия пресса.
Перед распрессовкой колесных пар с маслосъемом надлежит произвести подпрессовку масла в зону соединения колесного центра (зубчатого колеса) с осью до выхода масла из под ступицы.
6.7.9. Во избежание повреждения колесного центра колесных пар электровозов серии ЧС, разрешается распрессовывать колесный центр при насаженном бандаже.
6.7.10. В случае, если колесная пара не поддается распрессовке предельным усилием, бандаж следует снять или произвести подогрев ступицы центра колеса, или применять одновременно обе операции. Если колесная пара при этом не распрессовывается, то разрешается:
— при негодной оси отрезать ее газовой горелкой у ступицы колеса и затем выжечь середину подступичной части оси, а остатки выпрессовать;
— при годной оси и негодном центре колеса ступицу центра подрезать с наружного торца газовой горелкой по кругу вокруг оси, не задевая подступичную часть оси.
6.7.11. При распрессовке колесных пар, оси или центры которых годны для дальнейшей работы, запрещается:
— наносить удары кувалдой по оси или ступице колеса для получения первоначального сдвига;
— производить расспрессовку осей с шейками под подшипники качения без применения упорных стаканов;
— применять упорные стаканы с одним упором в предподступичную часть оси.
6.7.12. После распрессовки колесной пары ее элементы необходимо тщательно осмотреть для определения их пригодности к дальнейшему использованию. При этом оси и зубья зубчатых колес (венцов) проверить магнитным дефектоскопом.
6.7.13. При необходимости спрессовки только одного колеса или центра подступичная часть оси под другим колесом и зубчатым колесом проверяется ультразвуковым дефектоскопом, а освободившаяся подступичная часть оси — магнитным дефектоскопом.
6.7.14. Перед напрессовкой элементы колесных пар проверяются и подбираются по размерам. Посадочные поверхности ступиц центров (колес) и подступичные части оси тщательно очищаются насухо протираются и смазываются натуральной олифой по ГОСТ 7931-76 или термообработанным растительным маслом (льняным по ГОСТ 5791-81, конопляным по ГОСТ 8989-73 или подсолнечным но ГОСТ 1129-73).
Допускается применение альтернативных смазок, используемых в зарубежной практике, а именно: жир свиной (чистый), смазка на основе дисульфида молибдена.
6.7.15. Запрессовку осей в центры (колеса) и напрессовку зубчатых колес — производить с усилиями, указанными в таблице 6. Скорость движения плунжера гидравлического пресса при запрессовке не должна превышать 3 мм/с.
При применении новой конструкции заходных частей ступицы и оси (по 6.2.8 и 6.3.3), использовании альтернативных смазок (6.7.14) или при изменении механических свойств материала колесного центра, необходимо обеспечить усилия, указанные в табл. 6, путем подбора диапазона рабочего натяга.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.16. Диаметры посадочных поверхностей оси и отверстия в ступицах центров (колес) при подборе по натягу должны измеряться в трех сечениях по длине посадки и по двум взаимно перпендикулярным направлениям. Величина натяга посадки должна быть в пределах от 0,9-10 3 до 1,5-10 3 диаметра сопрягаемых деталей.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.17. В процессе запрессовки проверяется положение элементов колесной пары относительно середины оси средствами, установленными технологическим процессом ремонтного пункта, для проведения запрессовки, а после окончания запрессовки — правильность положения элементов колесной пары относительно галтелей предподступичных частей или середины оси.
Разница расстояний от галтелей предподступичных частей или середины оси до внутренних граней бандажей допускается не более 2 мм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.18. Напрессовка зубчатых колес на удлиненные ступицы центров производится при помощи упорных муфт, которые должны обеспечивать возможность выхода торца ступицы центра относительно торца ступицы зубчатого колеса в соответствии с требованиями чертежа.
6.7.19. В процессе запрессовки надлежит следить за согласованностью показаний манометра и самопишущего прибора (индикатора).
Таблица 6
|
Наименование элементов колесных пар |
Усилие в Н (тс) на каждые 100 мм диаметра подступичной части |
|||
|
с бандажом (цельнокатаным колесом) |
без бандажа |
|||
|
наименьшее |
наибольшее |
наименьшее |
наибольшее |
|
|
Оси электровозов и тепловозов |
44,1x104 (45) |
63.6x104 (65) |
39,2х104 (40) |
58.8x104 (60) |
|
Оси моторвагонного подвижного состава: |
|
|
|
|
|
моторных вагонов* |
39,2x104 (40) |
56,8x104 (58) |
34,3x104 (33) |
49x104 (50) |
|
прицепных |
38,2х104 (39) |
56,8x104 (58) |
29.4x104 (30) |
42,1x104 (43) |
|
Зубчатые колеса: |
|
|
|
|
|
электровозов, тепловозов и моторных вагонов моторвагонного подвижного состава при напрессовке их на ось |
|
|
19,6x104 (20) |
29,4x104 (30) |
|
то же при напрессовке их на удлиненную ступицу колесного центра |
|
|
14,7x104 (15) |
24,5x104 (25) |
Для моторных колесных пар дизель-поездов Д1 до № 376 усилие запрессовки 85х104 — 120x104 Н (85 — 120 тс).
(Таблица 6 в редакции указания МПС России от 23.08.2000 № К-2273у)
Примечание: При вычислении по данной таблице усилий запрессовки результат подсчета округлять до 4.9х104 Н (5 тс) в сторону повышения для нижнею предела и в сторону уменьшения для верхнего.
6.7.20. По форме нормальная индикаторная диаграмма запрессовки должна иметь плавную нарастающую, несколько выпуклую вверх кривую на всей длине с начала до конца запрессовки (рис. 9).
Длина диаграммы должна быть не менее 85 % ее теоретической длины. Теоретическая длина диаграммы прессового соединения оси и колеса (центра) колесной пары может быть определена по формуле:
L = (L1 + H)i,
где
L1 — длина контакта ступицы колесного центра с осью, мм;
Н —дополнительное продвижение ступицы (если предусмотрено чертежом) после момента полного соприкосновения с осью ее контактирующей поверхности, мм;
i — передаточное число привода индикатора (масштаб диаграммы по длине).
Не допускается скачкообразное повышение усилия запрессовки без продвижения оси.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

Рис. 9. Нормальная индикаторная диаграмма запрессовки оси
6.7.21. В зависимости от конструктивных особенностей колесных пар допускаются следующие отклонения от нормальной формы за-прессовочной диаграммы:
а) в начальной точке диаграммы (зона перехода конической части в цилиндрическую) скачкообразное повышение до 4,9-104Н (5 тс) с последующим горизонтальным участком до 5 % теоретической длины диаграммы (рис. 10);


Рис. 10. Диаграммы со скачкообразным повышением давления в начале запрессовки и последующим горизонтальным участком, а также скачкообразным давлением в койне запрессовки
б) наличие площадок или впадин на диаграмме в местах расположения выточек масляных канавок на ступицах, при этом количество площадок и впадин должно соответствовать числу выточек (рис. 11);
в) вогнутость диаграммы с непрерывным нарастанием давления при условии, что вся кривая, кроме оговоренных в предыдущем абзаце площадок и впадин, помещается выше прямой, соединяющей начало кривой с точкой, указывающей па данной диаграмме минимально допустимое давление для данного типа оси (рис. 12);
г) горизонтальная прямая на диаграмме в конце запрессовки на длине, не превышающей 15% теоретической длины диаграммы, или падение усилия не более 5 % наивысшего усилия запрессовки на длине, не превышающей 10% теоретической длины диаграммы (рисунки 13 и 14);


д) скачкообразное повышение усилия в конце диаграммы, если конструкцией колесной пары или технологией формирования предусмотрена напрессовка до упора в какой-либо элемент (рисунок 10);
е) колебание усилия в конце запрессовки с амплитудой не более 3 % наивысшего усилия запрессовки на длине, не превышающей 15 % теоретической длины диаграммы при напрессовке колес с удлиненной ступицей электровозных, тепловозных и моторвагонного подвижного состава (рисунок 14а).
По согласованию с МПС допускаются другие отклонения от нормальной формы запрессовочной диаграммы.
(В редакции указания МПС России от 23.08.2000 № К-2273у)

6.7.22. При определении предельных усилий (максимального и минимального) по диаграмме доверительная граница погрешности не должна быть более 2-Ю4 Н (2 тс). Повышение усилия в виде скачка в конце диаграммы при определении предельных усилий в учет не принимается.
Если конечное значение усилия запрессовки на 10% меньше или больше предельного значения, указанного в таблице 6, изготовитель в присутствии инспектора-приемщика Департамента локомотивного хозяйства МПС России или приемщика локомотивов в депо может провести проверку прессовой посадки путем трехкратного приложения контрольной осевой нагрузки с выдержкой не менее 5 с. Для проверки уменьшенного конечного усилия запрессовки, но не более чем на 10 % от минимального значения по таблице 6, контрольная осевая нагрузка должна быть равной 1,2 от фактического усилия запрессовки. Для проверки увеличенного конечного усилия, но не более чем на 10% от максимального значения, контрольная осевая нагрузка должна соответствовать наибольшему усилию запрессовки по таблице 4. Диаграмма контрольных испытаний прикладывается к соответствующей диаграмме запрессовки.
Для упрощения проверки годности диаграмм запрессовки допускается использовать накладной шаблон, разработанный Научно-исследовательским институтом тепловозов и путевых машин (ВНИТИ МПС России), с единой областью годных диаграмм, который строится на базе статистического анализа диаграмм для конкретного производства и утверждается в установленном порядке. По изготовлению накладных шаблонов потребителям обращаться в Научно-исследовательский институт тепловозов и путевых машин (ВНИТИ).
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.23. В случае, если при запрессовке центра на ось будет получена неудовлетворительная диаграмма или усилие не будет соответствовать указанному в табл. 6 настоящей Инструкции, а также длина диаграммы будет менее 85 % теоретической, колесная пара подлежит забраковке и распрессовке.
Вместо забракованной колесной пары следует подобрать новую пару «колесо-ось».
(В редакции указания МПС россии от 23.08.2000 № К-2273у)
6.7.24. При запрессовке колеса на ось после наплавки внутренней поверхности отверстия ступицы нижний предел запрессовочного усилия для всех типов центров должен быть поднят на 9,8 104(10 тс).
6.7.25. На бланке диаграммы, кроме кривой изменения давления, записать следующие данные:
— дата запрессовки;
— тип колесной пары;
— номер оси;
— тип и номер колесного центра, зубчатого колеса;
— правый, левый;
— диаметр подступичной части оси и отверстия ступицы, измеренные с точностью до 0,01 мм;
— величина натяга и конечное давление в Н (тс);
— с бандажом или без него;
— ступица наплавлена или нет;
— порядковый номер диаграммы в текущем году.
На диаграмме принятой запрессовки делается надпись: «принята»; на непринятой: — «брак» с указание причин брака.
Диаграмму принятой запрессовки подписывает начальник или мастер цеха, производящий запрессовку, а также контрольный мастер ОТК и инспектор-приемщик на заводе и приемщик локомотивов в депо.
На диаграмме забракованной запрессовки должны быть все те данные, что и на принятой.
6.7.26. Опробованием на прессе осей с признаками ослабления, а также зубчатых колес производится на максимально допустимом давлении согласно табл. 6 со снятием диаграмм усилий, которые оформляются так же, как и диаграммы запрессовки.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.7.27. Диаграммы принятых запрессовок и контрольных проверок на сдвиг после приемки колесных пар хранятся в сейфе или запирающемся металлическом ящике в течение 10 лет. Забракованные диаграммы запрессовки — в течение 1 года.
6.8. Тепловой метод формирования колесных пар
6.8.1. Тепловой метод формирования может быть применен только на колесных парах, у которых предусмотрены каналы для подачи масла под давлением в зону соединения оси со ступицей (масло-съем).
6.8.2. Формирование колесных пар тепловым методом производится по ОСТ 32.63.
Перед введением теплового метода формирования колесных пар с изменением материала антикоррозионного покрытия или технологии его применения должны быть проведены испытания по программе, согласованной с разработчиком РТМ.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.3. Шероховатость подступичной части обработанной оси и ее геометрические отклонения должны соответствовать требованиям п. 6.2.5, а шероховатость отверстия ступицы (колеса) и ее геометрические отклонения - п. 6.3.4.
Диаметры, отклонения от круглости, профиля продольного сечения и шероховатость поверхностей отверстия ступицы и подступичной части оси должны фиксироваться в специальном журнале.
6.8.4. Соответствие шероховатости поверхности и формы сопрягаемых поверхностей требованиям чертежа, проверка качества исходных материалов для антикоррозионного покрытия и качества покрытия, метод контроля температуры нагрева колеса и необходимые для данного контроля приборы должны быть предусмотрены технологической инструкцией предприятия, утвержденной в установленном порядке.
6.8.5. Исключен указанием МПС России от 23.08.2000 № К-2273у)
6.8.6. Применение антикоррозионного покрытия для подступичных частей оси — согласно ОСТ 32.63.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.7. Для посадки на ось колесо нагревается в электропечи до 240 — 260 °С. При достижении заданной температуры должно быть обеспечено автоматическое отключение источника нагрева. Допускается нагрев только ступицы (без бандажа) при помощи индукционного нагревателя.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.8. Температура нагрева под посадку и для полимеризации должна записываться автоматически на протяжении всего процесса.
6.8.9. Сопряжение оси с колесом производится в приспособлении, обеспечивающем правильное положение колеса на оси. Величина натяга при посадке колеса или колесного центра должно быть в пределах от 0,85-10 3 до 1,4-10'"' диаметра сопрягаемых деталей, при посадке зубчатого колеса — от 0,5-10"3 до 0,7-10 3 диаметра сопрягаемых деталей.
(В редакции указания МП С России от 23.08.2000 № К-2273у)
6.8.10. Каждая колесная пара проверяется на качество сопряжения оси с колесом на гидравлическом прессе или другом приспособлении путем трехкратного приложения наибольшего осевого усилия, указанного в таблице 4 (допускаемая погрешность ± 2 тс) с выдержкой не менее 5 с, с записью диаграммы. При этом сдвиг оси на ступице не допускается.
Оборудование для выполнения такой проверки должно отвечать требованиям п. п. 6.7.1 —6.7.8.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.8.11. Диаграммы записи температуры и проверки на прочность соединения колеса с осью оформляются и хранятся в соответствии с пп. 6.7.25 и 6.7.27 настоящей Инструкции.
6.9. Обточка бандажей и ободьев цельнокатаных колес по профилю
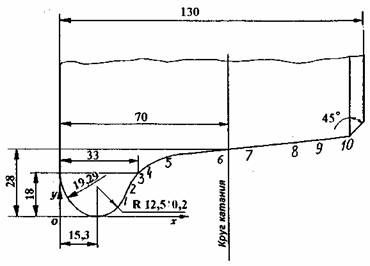
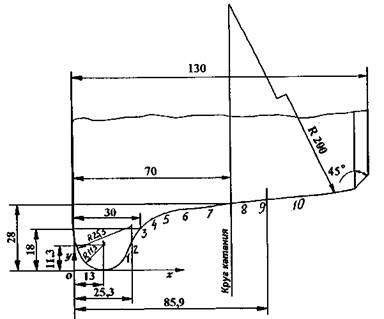
6.9.1. Для получения требуемого профиля следует обточить внутреннюю торцовую грань, гребень и поверхность катания бандажа и обода цельнокатаного колеса. Применяемые профили ободьев колес ТПС приведены на рис. 15 — 23.
Локомотивостроительные и локомотиворемонтные заводы производят обточку бандажа по рисунку 15. Локомотивные депо имеют право обтачивать бандажи по любому приведенному в инструкции профилю.
Обточка с выкаткой или без выкатки колесных пар из-под ТПС производится па специальных станках.
В целях уменьшения шероховатости поверхности бандажей разрешается применять накатку роликом обработанной поверхности бандажей по кругу катания.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
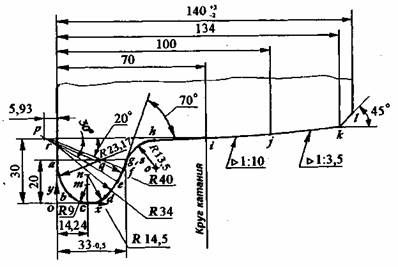
|
Размеры профиля бандажа контролируют шаблоном типа И477 |
|||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
|
х, мм |
0 |
8,55 |
14,23 |
25,35 |
28,71 |
31,66 |
32,95 |
44,97 |
70 |
100 |
134 |
|
у, мм |
20,0 |
2,02 |
0 |
5,19 |
10,00 |
16,32 |
19,86 |
28,73 |
30 |
31,5 |
36,36 |
|
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
|
x, MM |
140 |
14,23 |
14,23 |
45,64 |
-5,93 |
23,18 |
-0,73 |
33,0 |
|
y, mm |
42,36 |
9,00 |
14,5 |
15,25 |
30 |
20 |
27 |
20 |
Рис. 15. Профиль бандажа локомотива по рис. 3 ГОСТ 11018-87 с гребнем толщиной 33 мм.

Размеры профиля бандажа контролируют шаблоном типа И718
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
k |
|
х, мм |
0 |
6,80 |
12,0 |
19,48 |
24,71 |
27,66 |
28,95 |
40,97 |
70 |
100 |
134 |
|
у, мм |
20,0 |
2,30 |
0 |
3,13 |
10,00 |
16,32 |
19,86 |
28,73 |
30,2 |
3.1,7 |
36,36 |
|
Точка |
l |
m |
n |
о |
p |
q |
r |
s |
|
x, MM |
140 |
12.0 |
12.0 |
41.64 |
-9.93 |
26.4 |
-4.73 |
29 |
|
y, mm |
42,56 |
7.0 |
10.5 |
15.25 |
30 |
20 |
27 |
20 |
Рис. 16. Профиль бандажа локомотива с гребнем толщиной 29 мм

Размеры профиля бандажа контролируют шаблоном типа И720
|
Точка |
а |
b |
с |
d |
е |
f |
g |
|
х, мм |
0 |
5,45 |
27,26 |
34,84 |
47,08 |
70 |
100 |
|
у, мм |
28,0 |
6,54 |
6,25 |
19,37 |
26,86 |
28 |
29,5 |
|
Точка |
h |
i |
j |
k |
l |
s |
t |
|
х, мм |
124 |
130 |
16,43 |
47,83 |
45 |
34,05 |
1,13 |
|
у, мм |
32,93 |
38,93 |
12,5 |
11,87 |
28 |
18 |
18 |
Рис. 17. Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 33 мм

Размеры профиля бандажа контролируют шаблоном типа И719
|
Точка |
а |
b |
с |
d |
е |
f |
g |
|
х, мм |
0 |
6,74 |
22,35 |
30,92 |
43,17 |
70 |
100 |
|
у, мм |
28,0 |
4,31 |
4,55 |
19,37 |
26,86 |
28,2 |
29,7 |
|
Точка |
h |
i |
j |
k |
l |
s |
t |
|
х, мм |
124 |
130 |
14.48 |
43.91 |
45.00 |
30.12 |
1.13 |
|
у, мм |
33.13 |
39.13 |
9.10 |
11.87 |
28 |
18 |
18 |
Рис. 18 Профиль бандажа моторвагонного подвижного состава с гребнем толщиной 29 мм
|
Точка
|
1
|
m
|
11
|
0
|
Р
|
q
|
г
|
s
|
|
х, мм
|
140
|
12,0
|
12,0
|
41,64
|
-9,93
|
26,4
|
-4,73
|
29
|
|
у, мм
|
42,56
|
7,0
|
10.5
|
15,25
|
30
|
20
|
27
|
20
|
|
Точка
|
а
|
b
|
с
|
d
|
е
|
f
|
g
|
|
х, мм
|
0
|
6,74
|
22,35
|
30,92
|
43,17
|
70
|
100
|
|
у, мм
|
28,0
|
4,31
|
4,55
|
19,37
|
26,86
|
28,2
|
29,7
|
|
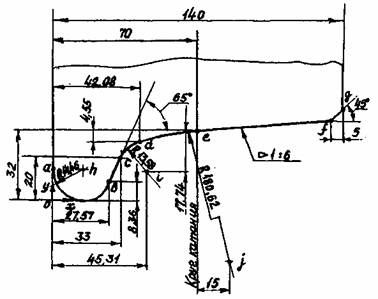
Размеры профиля бандажа контролируют шаблоном типа И705 |
||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
|
х, мм |
0 |
27,57 |
33,0 |
42,08 |
70,0 |
135,0 |
140,0 |
14,46 |
45,31 |
85,0 |
|
у, мм |
14,46 |
8,36 |
20,0 |
27,45 |
32,0 |
37,42 |
42,42 |
14,46 |
14,26 |
148,0 |
Рис. 19 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 33 мм

|
Размеры профиля бандажа контролируют шаблоном типа И718 |
||||||||||
|
Точка |
а |
b |
с |
d |
е |
f |
g |
h |
i |
j |
|
х, мм |
0 |
22,91 |
29,0 |
38,08 |
66,0 |
135,0 |
140,0 |
12,02 |
41,31 |
81,0 |
|
у, мм |
12,02 |
6,94 |
20,0 |
27,45 |
32,0 |
37,75 |
42,75 |
12,02 |
14,26 |
148,0 |
Рис. 20 Профиль бандажа по предложению Зинюка-Никитского с гребнем толщиной 29 мм.
|
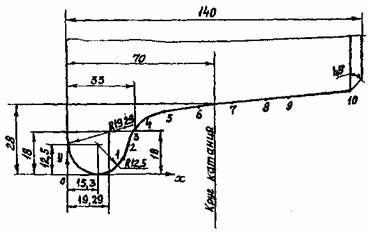
Размеры профиля бандажа контролируют шаблоном типа И433.02 |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, мм |
27 |
30 |
33 |
37 |
45 |
60 |
80 |
100 |
110 |
135 |
|
у, мм |
8,06 |
14,06 |
18 |
21,35 |
24,94 |
27,02 |
28,85 |
30,27 |
31,00 |
35,36 |
Рис. 21 Профиль бандажа ДМеТИ ЛБ с гребнем толщиной 33 мм.
|
Размеры профиля бандажа контролируют шаблоном тина И433.02
|
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, мм |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
|
у, мм |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22 Профиль бандажа ДМеТИ ЛР с гребнем толщиной 30 мм.
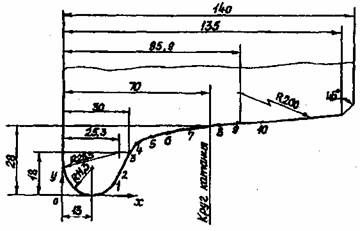
|
Размеры профиля бандажа контролируются шаблоном типа И433.02
|
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, мм |
36 |
30 |
33 |
37 |
45 |
70 |
80 |
100 |
110 |
124 |
|
у, мм |
6,02 |
14,06 |
18,00 |
21,35 |
24,94 |
28,00 |
28.85 |
30,27 |
31.08 |
33,07 |
Рис. 22а Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 33 мм
|
Размеры профиля бандажа контролируются шаблоном типа И433.02 |
||||||||||
|
Точка |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
х, мм |
23 |
25 |
30 |
35 |
40 |
50 |
60 |
75 |
85 |
100 |
|
у, мм |
5,95 |
10,36 |
18 |
21,93 |
24,14 |
25,86 |
27,05 |
28,41 |
29,13 |
30,05 |
Рис. 22б Профиль бандажа ДМеТИ ВБ для электро- и дизельпоездов с гребнем толщиной 30 мм

Размеры профиля бандажа контролируют шаблоном типа И478
|
Точка |
а |
b |
с |
d |
e |
f |
|
х, мм |
0 |
3,09 |
16,15 |
23,26 |
35,70 |
70.00 |
|
у, мм |
25,00 |
5,88 |
3,66 |
16,73 |
24,54 |
26,25 |
|
|
||||||
|
Точка |
g |
h |
j |
i |
k |
s |
|
х, мм |
100.00 |
134,00 |
140,00 |
10,00 |
36,44 |
23.00 |
|
у, мм |
27,75 |
32,61 |
38,61 |
7,0 |
9,56 |
16,25 |
Рис. 23. Профиль бандажа средней колесной пары электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т до № 263 с подрезанным гребнем толщиной 23 мм
6.9.2. Обточку бандажей по профилю после насадки необходимо производить только после полного их естественного остывания.
6.9.3. Проверка обточенных бандажей и ободьев цельнокатаных колес производится профильным шаблоном. Отклонения (просветы) от нормальных профилей, обточенных по чертежным размерам с толщинами гребней, указанных в Инструкции (рисунки 15 — 23) допускаются не более 0,5 мм по поверхности катания и толщине гребня, 1 мм — по высоте гребня. При этом шаблон должен быть плотно прижат к внутренней грани бандажа или обода. Разрешается зазор 0,5 мм между концом шаблона и внутренней гранью бандажа в случае отсутствия просвета между шаблоном и поверхностью катания. Для промежуточных профилей, у которых толщина гребней отличается от значений, приведенных на рисунках 15 — 23, отклонения (просветы) от нормального профиля контролируются только по поверхности катания и высоте гребня.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.9.4. Бандажи движущих колесных пар тепловозов с гидравлической и механической передачей обтачиваются у всего комплекта под один диаметр независимо от того, что колесные пары не имеют одинакового проката. На этих тепловозах комплектом считаются колесные пары, приводимые в движение от одного дизеля.
6.9.5. Шероховатость поверхностей катания и рабочих граней гребней бандажей и ободьев цельнокатаных колес проверяют прибором или методом сравнения с эталоном. На внутренней боковой грани обработанного бандажа не допускаются черновины глубиной более 1,0 мм с суммарной площадью, превышающей 50 см2. Наружная боковая грань бандажа и обода цельнокатаного колеса не обтачивается.
6.9.6. Для устранения поверхностных дефектов и неровностей прокатки разрешается обточка наружной грани бандажа или обода цельнокатаного колеса с условием, что при обточке не будут срезаны клейма, поставленные в горячем состоянии на заводе-изготовителе, и ширина бандажа (обода) будет не менее допустимой.
6.9.7. Перед и после обточки бандажей выкаченной колесной пары должны быть измерены расстояния от внутренних граней бандажей до середины оси при подшипниках скольжения и до галтелей буксовых шеек осей при подшипниках качения. Разница этих расстояний допускается не более 2,0 мм при новых бандажах и не более 3,0 мм при старых.
6.9.8. В целях экономии старогодних бандажей и цельнокатаных колес за счет сохранения уплотненной их части разрешается оставлять на обточенном гребне черновику глубиной не более 2,0 мм, расположенную от вершины гребня в пределах от 10 до 18 мм, а на поверхности катания равномерно расположенную черновику глубиной до 2,0 мм.
Толщина новых бандажей ТПС допускается более, чем на чертеже, где это возможно по конструкции экипажа.
6.9.9. Запрещается выпускать из ремонта и нового формирования колесные пары с бандажом или ободом цельнокатаного колеса с отклонениями от допустимых размеров, указанных в приложении 5.
6.9.10. При формировании новых колесных пар у наружных граней бандажей должны быть фаски 6x45 ° с отклонением в большую или меньшую сторону 1,0 мм.
Отступление в размерах фаски при обточке бандажей колесных пар как в целом на бандаже, так и на отдельных его местах допускаются в сторону увеличения на 4,0 мм и в сторону уменьшения на 1,0 мм.
6.9.11. Острые глубокие следы насечек в упорных буртах бандажей и цельнокатаных колес (полученных от закрепления на станке зубчатыми секторами) подлежат зачистке с плавным переходом.
6.9.12. При обточке бандажей колесных пар ТПС без выкатки допускаются:
— просвет между профильным шаблоном, прижатым к внутренней грани, и бандажом до 1,0 мм по всему профилю бандажа, кроме зазора по толщине гребня, которую разрешается оставлять после обточки до 27,0 мм для пассажирских и 26,0 мм для грузовых локомотивов (при измерении серийными «абсолютными» шаблонами) и 26,0 мм — для пассажирских и 25,0 мм для грузовых (при измерении шаблонами УТ-1). При этом разница толщин гребней левой и правой сторон на одной колесной паре после обточки должна быть не более 2 мм;
— разница диаметра бандажей по кругу катания одной колесной пары не более 1,0 мм;
— шероховатость поверхности катания Ra не более 20 мкм.
(В редакции указания МПС России от 23.08.2000 № К-2273у)
6.10. Формирование колесных пар
6.10.1. Формированием колесных пар считается изготовление колесных пар из новых элементов. Замена отдельных частей колесной пары (осей, центров, венцов, зубчатых колес) новыми или годными, но бывшими в эксплуатации, считается ремонтом колесных пар со сменой
элементов.
6.10.2. Вновь сформированная колесная пара должна соответствовать утврежденным чертежам, техническим условиям и действующим стандартам, а также фирменной технической документации для импортных локомотивов.
6.10.3. Для колесных пар с двусторонней прямозубой зубчатой передачей для обеспечения параллельности зубьев венца одного зубчатого колеса к зубьям венца другого зубчатого колеса устанавливается следующий порядок формирования:
а) перед напрессовкой центров зубчатых колес произвести разметку и строжку пазов в венцах и центрах зубчатых колес. Обработку пазов в венцах и центрах зубчатых колес можно производить без разметки при условии, что обработка пазов будет вестись при помощи приспособления, обеспечивающего совпадение всех пазов центра с пазами венца в пределах установленных допусков при совмещении какого-либо паза венца с любым пазом центра;
б) выполнить напрессовку центров зубчатых колес на удлиненные ступицы колесных центров и произвести чистовую обработку отверстий ступиц колес под запрессовку;
в) надеть венцы на центры зубчатые колес в произвольном положении и прижать шайбами на временных болтах и напрессовать колесные центры на ось;
г) поворачивая венцы на центрах и совмещая различные пазы венцов с различными пазами центров, находится такое положение, при котором параллельность зубьев обоих венцов полностью совпадает или будет иметь отклонение не более 0,5 мм;
д) заложить в пазы пружинные пакеты, вторично проверить параллельность зубьев, затем приклепать шайбы.
6.10.4. При поставке зубчатых колес в собранном виде (как запасные части) разрешается насадку одного зубчатого колеса производить на гидравлическом прессе, а насадку другого колеса — тепловым методом.
Нагрев ступицы зубчатого колеса следует производить равномерно до 200 — 250°С, не допуская перегрева остальных деталей колесной пары (венец, ось, ступица колесного центра).
6.10.5. Колесные пары локомотивов с конструкционной скоростью свыше 120 км/ч и моторных вагонов моторвагонного подвижного состава с конструкционной скоростью свыше 130 км/ч должны подвергаться динамической балансировке, кроме колесных пар с несъемными без распрессовки колес деталями, имеющими свободу перемещения относительно осей колесных пар. Для таких колесных пар должна производиться статическая балансировка колесных центров.
Колесные пары немоторных вагонов моторвагонного подвижного состава (электро- и дизель-поездов) с конструкционными скоростями свыше 130 км/ч, также должны подвергаться динамической балансировке. Допустимый небаланс указывается в чертежах, утвержденных в установленном порядке.
(В редакции указания МГТС России от 23.08.2000 № К-2273у) 6.10.6. С целью продления ресурса работы бандажа, после формирования, ремонта и обточки колесных пар по требованию заказчика на локомотиворемонтных заводах и в локомотивных депо следует выполнять плазменное упрочнение гребней бандажей колесных пар, а на дорогах, где отмечается систематическое появление выщербин на поверхности катания, следует выполнять плазменное упрочнение поверхности катания бандажей.
содержание .. 1 2 3 4 5 6 7 8 9 10 ..