содержание .. 3 4 5 6 ..
Автомобили Derways. Руководство - часть 5
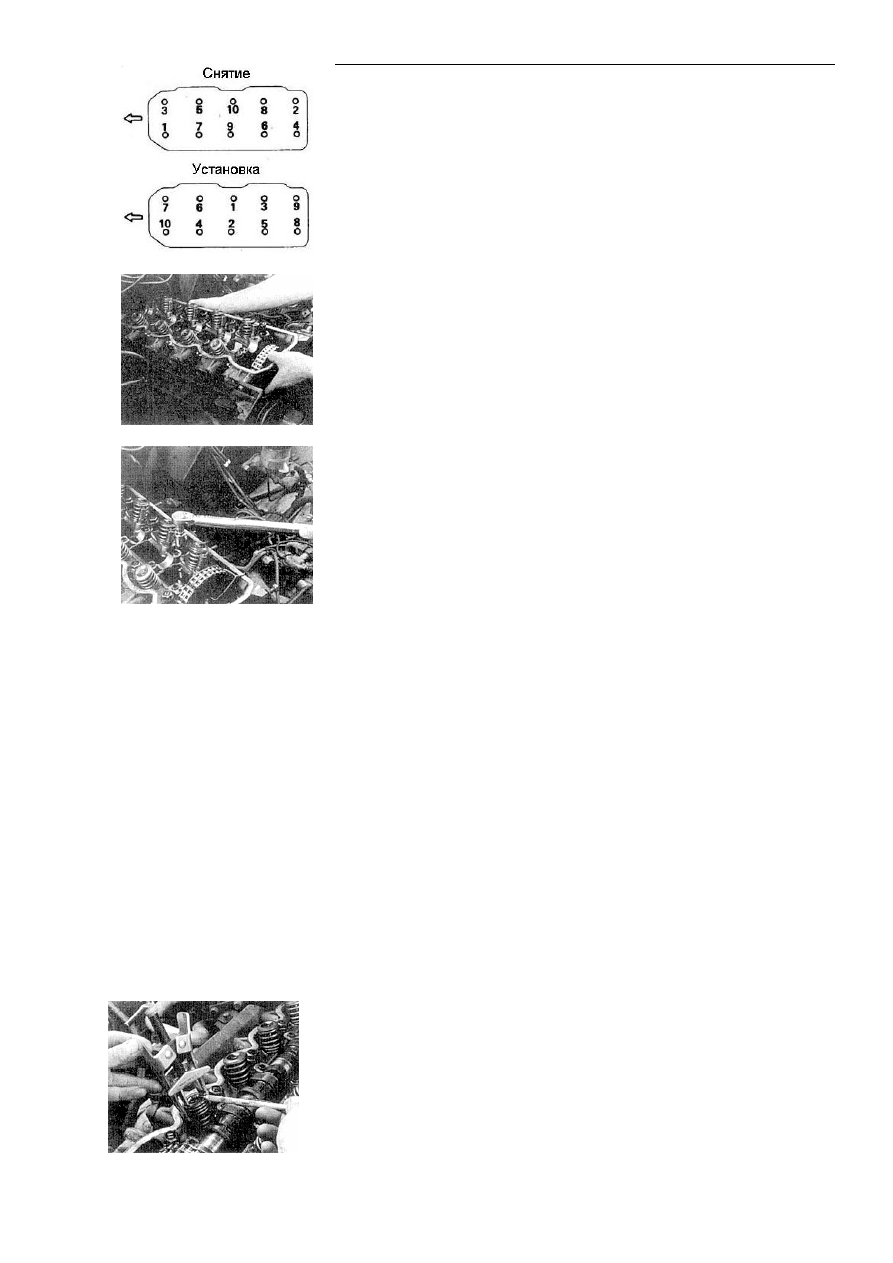
Рис. 2.14.
Рис.2.15.
Рис. 2.16.
тельного вала, уперев ее в нижнюю крышку. Надежно
закрепите ремень на звездочке (рис. 2.13.). Вращение
коленчатого вала не допускается.
Отсоедините провода от свеч, снимите распреде-
литель зажигания.
Отсоедините выхлопную трубу.
Отверните болты головки в порядке от периферии
к центру (согласно рисунка 2.14.) и снимите головку ци-
линдров (рис. 2.15.).
При необходимости снимите коллекторы. Очисти-
те головку. Очистка головки заключается в удалении ос-
татков уплотнения и нагара из камер сгорания и головок
клапанов. При очистке пользуйтесь скребком из твердо-
го дерева или из пластмассы (нанесение царапин не до-
пускается). Одновременно очистите разъемную плос-
кость блока цилиндров, осторожно закрыв цилиндры ве-
тошью.
После очистки и промывки головки проверьте со-
стояние разъемных плоскостей. Допустимое отклонение
плоскости разъема с блоком цилиндров от калибра –
0,05 мм в любой точке измерения. Если отклонение не
превышает 0,20 мм, то головку прошлифуйте. В против-
ном случае головку замените. Если отклонение разъем-
ной плоскости блока цилиндров от калибра превышает
0,05 мм, то прошлифуйте блок или замените. Изготови-
телем установлена норма уменьшения высоты блока
цилиндров со стороны плоскости разъема с головкой
блока при шлифовке – 0,20 мм.
Для проверки герметичности головки, заглушите отверстие в головке блока под шланг
радиатора. Это можно сделать, например, установив глухую прокладку из плотного картона
под патрубок и завернув гайки его крепления.
Залейте керосин в каналы водяной рубашки. Если уровень керосина понижается, зна-
чит, в головке есть трещины и ее надо заменить. После проверки не забудьте снять картонную
прокладку.
Промойте масляные каналы. Для этого заглушите вертикальный масляный канал со
стороны камеры сгорания, залейте бензин в масляные каналы во всех опорах распредели-
тельного вала и выдержите 15-20 мин. Вылейте бензин, выньте заглушку и окончательно про-
мойте каналы бензином с помощью груши.
Для проверки герметичности клапанов залейте керосин в камеры сгорания. Если в те-
чение трех минут керосин не просочится из камер сгорания – клапаны герметичны. В против-
ном случае притрите или замените клапаны.
Установка выполняется в обратном порядке. Уложите новую прокладку и установите
головку. Затяните болты в указанном порядке (рис. 2.14) сначала от руки, затем в 2 этапа –
сначала с моментом 100 Н.м. Болт звездочки распределительного вала затяните с моментом
100 Н.м.
Клапаны и пружины.
Рис. 2.17.
Промаркируйте клапаны номерами цилиндров, на-
пример накерните.
Установите под снимаемый клапан подходящий
упор, например подшипник.
Установите приспособление для сжатия пружин кла-
панов и сожмите с его помощью пружину клапана (рис.
2.17). Выньте с помощью отвертки или пинцета два суха-
ря.