Subaru Legacy IV (2008 year). Manual - part 486
ME(H6DO)-70
Cylinder Block
MECHANICAL
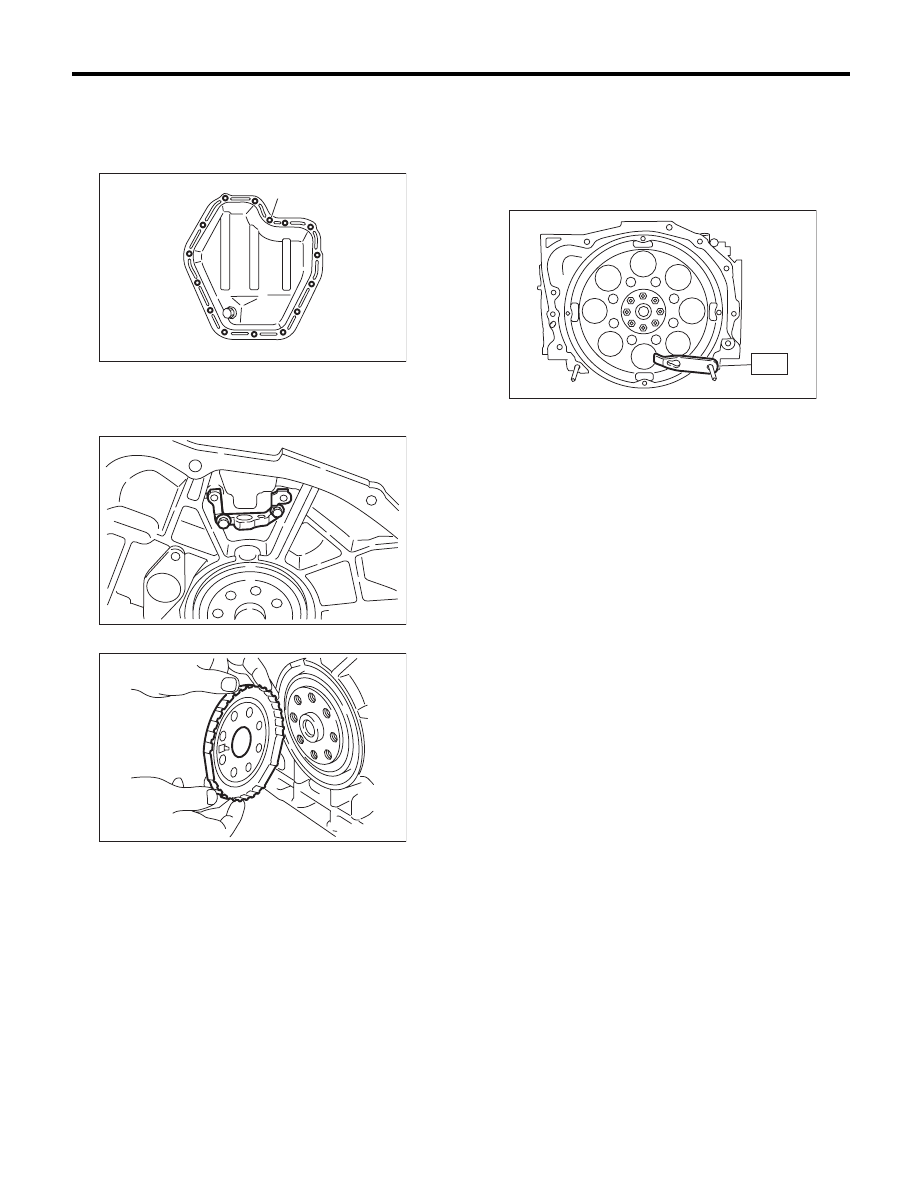
24) Tighten the oil pan lower installing bolts in the
numerical order as shown in the figure.
Tightening torque:
6.4 N·m (0.7 kgf-m, 4.7 ft-lb)
25) Attach the crankshaft position sensor holder.
Tightening torque:
6.4 N·m (0.7 kgf-m, 4.7 ft-lb)
26) Install the crankshaft sensor plate.
27) Use the ST to lock the crankshaft, and install
the drive plate.
ST1
498497100
CRANKSHAFT STOPPER
ST2
499057000
TORX PLUS
®
Tightening torque:
81 N·m (8.3 kgf-m, 59.7 ft-lb)
28) Install the cylinder head. <Ref. to ME(H6DO)-
59, INSTALLATION, Cylinder Head.>
29) Install the camshaft. <Ref. to ME(H6DO)-56,
INSTALLATION, Camshaft.>
30) Install the rear chain cover. <Ref. to
ME(H6DO)-53, INSTALLATION, Rear Chain Cov-
er.>
31) Install the crank sprocket. <Ref. to ME(H6DO)-
52, INSTALLATION, Crank Sprocket.>
32) Install the cam sprocket. <Ref. to ME(H6DO)-
51, INSTALLATION, Cam Sprocket.>
33) Install the timing chain assembly. <Ref. to
ME(H6DO)-47, INSTALLATION, Timing Chain As-
sembly.>
34) Install the front chain cover. <Ref. to
ME(H6DO)-44, INSTALLATION, Front Chain Cov-
er.>
35) Install the crank pulley. <Ref. to ME(H6DO)-43,
INSTALLATION, Crank Pulley.>
36) Install the V-belts. <Ref. to ME(H6DO)-42, IN-
STALLATION, V-belt.>
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
(13)
(14)
(15)
ME-00582
ME-00559
ME-00558
ST
ME-00557