Nissan Frontier D40. Manual - part 591
EM-96
< DISASSEMBLY AND ASSEMBLY >
[QR25DE]
ENGINE UNIT
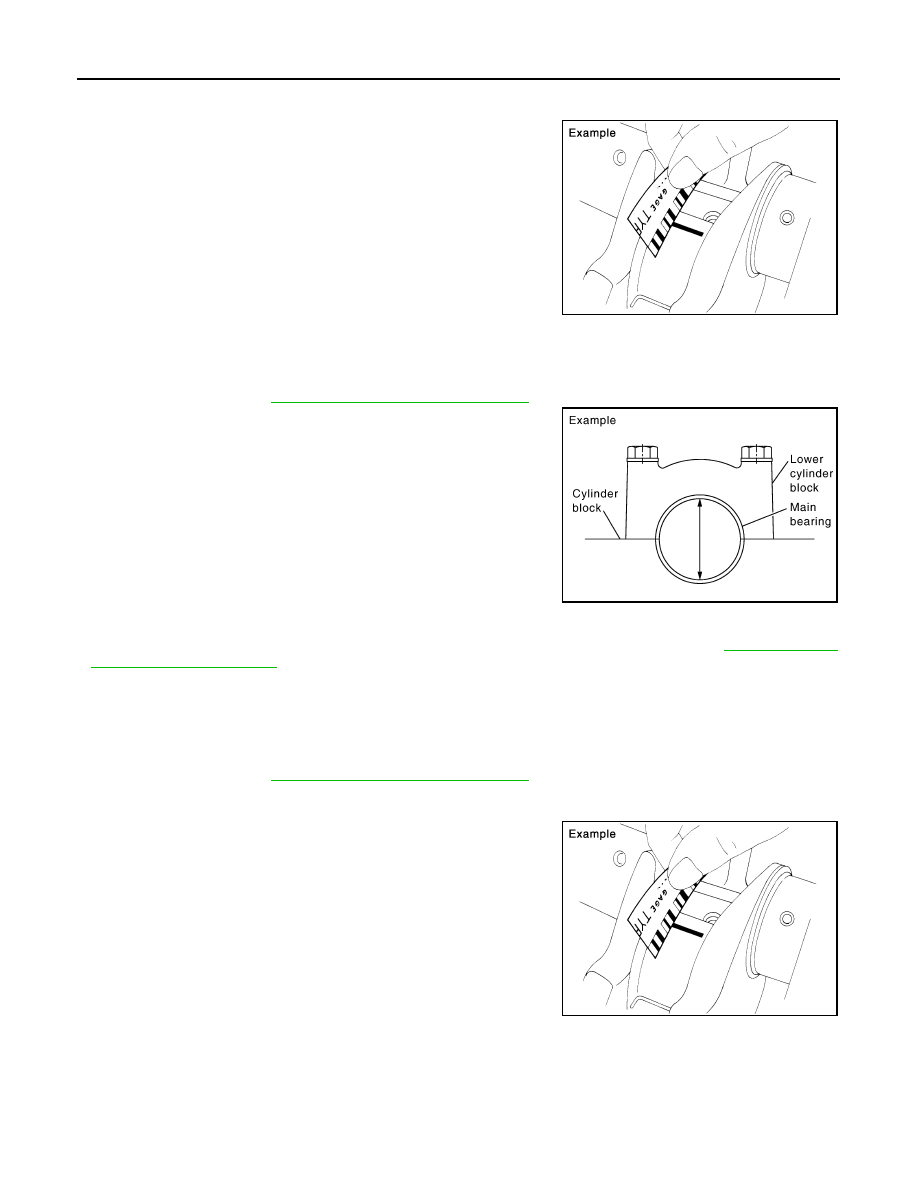
CAUTION:
Do not rotate crankshaft.
• Remove connecting rod cap and bearing, and using the scale on
the plastigage bag, measure the plastigage width.
NOTE:
The procedure when the measured value exceeds the limit is
same as that described in the “Method by Calculation”.
MAIN BEARING OIL CLEARANCE
Method by Calculation
• Install main bearings to cylinder block and lower cylinder block, and tighten lower cylinder block bolts to the
specified torque. Refer to
EM-79, "Disassembly and Assembly"
• Measure the inner diameter of main bearing with a bore gauge.
(Bearing oil clearance) = (Main bearing inner diameter) – (Crank-
shaft main journal diameter)
• If the clearance exceeds the limit, select proper main bearing according to main bearing inner diameter and
crankshaft main journal diameter to obtain the specified bearing oil clearance. Refer to
.
Method of Using Plastigage
• Remove engine oil and dust on crankshaft main journal and the surfaces of each bearing completely.
• Cut a plastigage slightly shorter than the bearing width, and place it in crankshaft axial direction, avoiding oil
holes.
• Install main bearings to cylinder block and lower cylinder block, and tighten lower cylinder block bolts to the
specified torque. Refer to
EM-79, "Disassembly and Assembly"
CAUTION:
Do not rotate crankshaft.
• Remove lower cylinder block and bearings, and using the scale on
the plastigage bag, measure the plastigage width.
NOTE:
The procedure when the measured value exceeds the limit is
same as that described in the “Method by Calculation”.
MAIN BEARING CRUSH HEIGHT
PBIC1149E
Standard:
No. 1, 3 and 5 journals
: 0.028 - 0.042 mm (0.0011 - 0.0017 in)
No. 2 and 4 journals
: 0.041 - 0.056 mm (0.0016 - 0.0022 in)
Limit
: 0.1 mm (0.004 in)
PBIC2204E
PBIC1149E