Nissan Frontier D40. Manual - part 164
BODY ALIGNMENT
BRM-51
< ON-VEHICLE REPAIR >
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
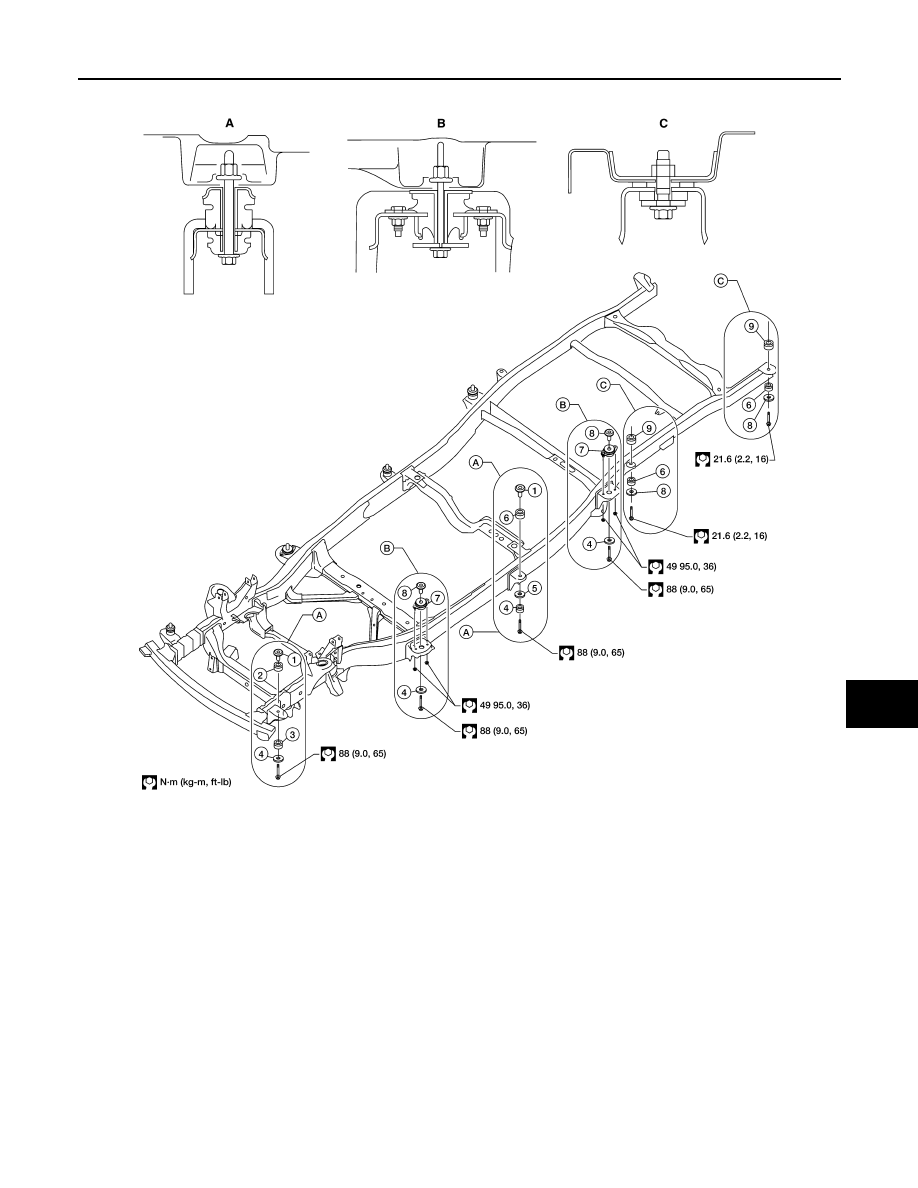
Crew Cab
LIIA2100E
1.
Gold washer
2.
Upper bushing
3.
Lower bushing
4.
Black washer
5.
Washer
6.
Upper bushing without paint mark
7.
Body mount insulator
8.
Body washer
9.
Shim