Nissan Titan. Manual - part 151
DLN-176
< UNIT DISASSEMBLY AND ASSEMBLY >
[FRONT FINAL DRIVE: M205]
FRONT FINAL DRIVE
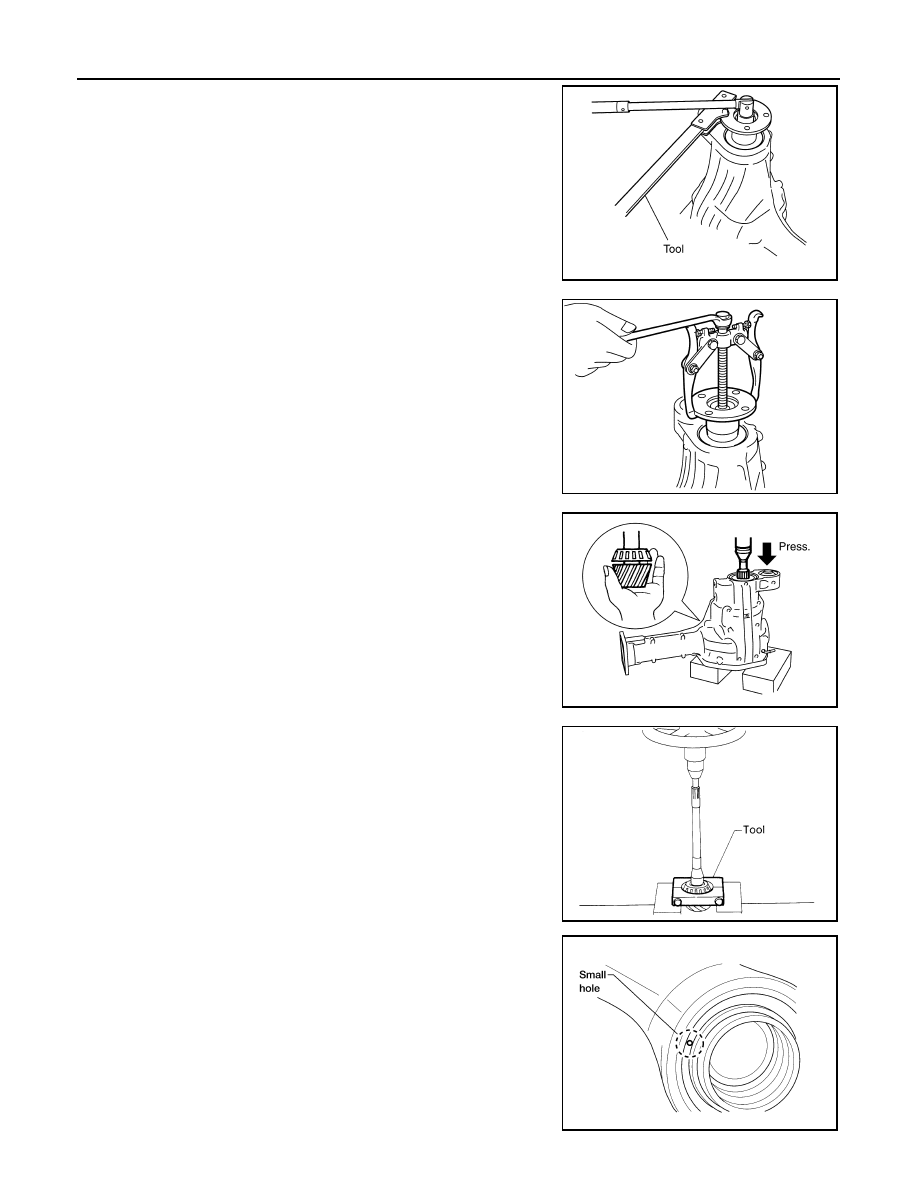
2. Remove the drive pinion lock nut using suitable tool.
3. Put matching marks on the companion flange and drive pinion
using paint.
CAUTION:
Use paint to make the matching marks. Do not damage the
companion flange or drive pinion.
4. Remove the companion flange using suitable tool.
5. Press the drive pinion assembly (with rear inner bearing race
and collapsible spacer) out of the gear carrier.
CAUTION:
Do not drop drive pinion assembly.
6. Remove the drive pinion rear bearing inner race and drive pinion
height adjusting washer using Tool.
7. Place a small hole in the front oil seal case using suitable tool.
PDIA0702E
PDIA0703E
SDIA2234E
Tool number
: ST30021000 ( — )
S-PD179
LDIA0129E