Nissan Frontier. Manual - part 726
ENGINE UNIT
EM-93
< UNIT DISASSEMBLY AND ASSEMBLY >
[QR25DE]
C
D
E
F
G
H
I
J
K
L
M
A
EM
N
P
O
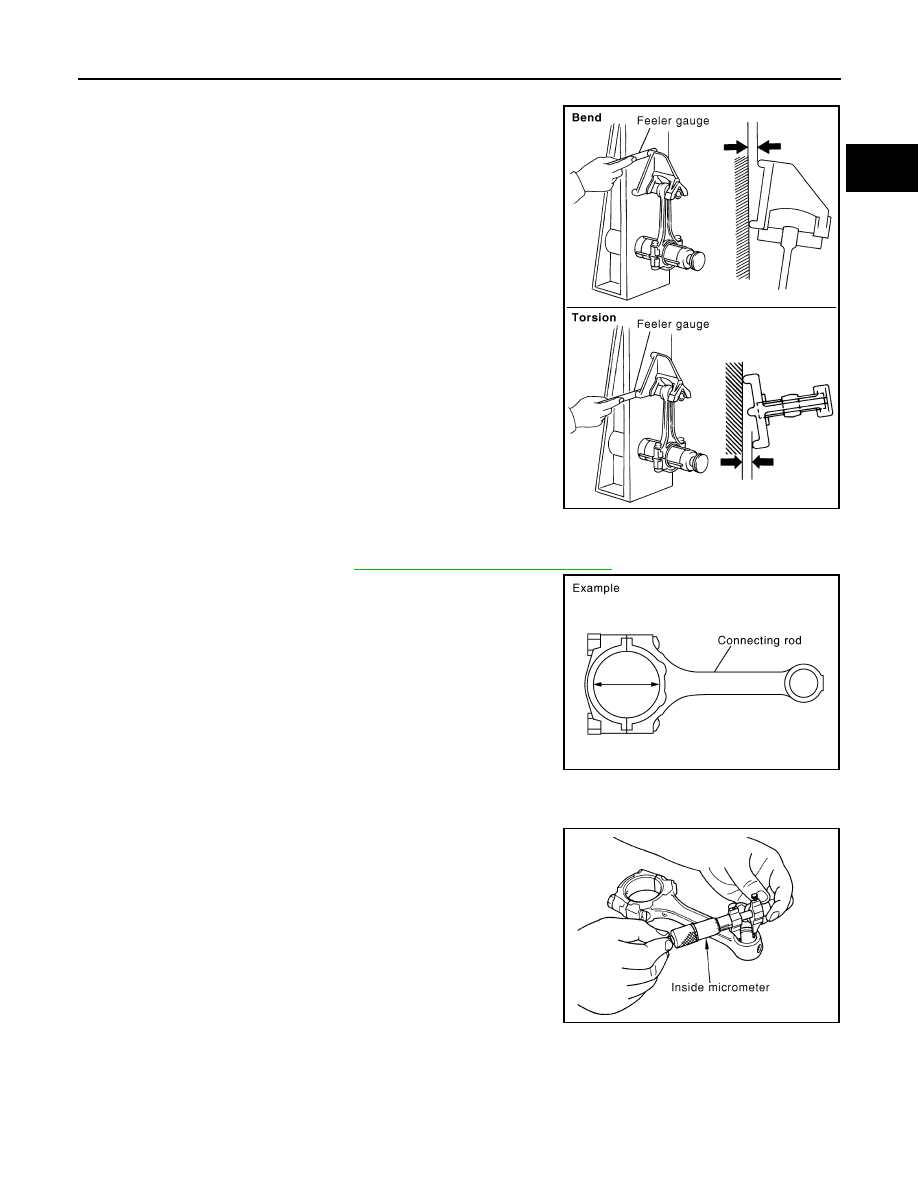
CONNECTING ROD BEND AND TORSION
• Check with a connecting rod aligner.
• If it exceeds the limit, replace connecting rod assembly.
CONNECTING ROD BIG END DIAMETER
• Install connecting rod bearing cap without connecting rod bearing installed, and tightening connecting rod
bolts to the specified torque. Refer to
EM-81, "Disassembly and Assembly"
• Measure the inner diameter of connecting rod big end with an
inside micrometer.
• If out of the standard, replace connecting rod assembly.
CONNECTING ROD BUSHING OIL CLEARANCE
Connecting Rod Bushing Inner Diameter
Measure the inner diameter of connecting rod bushing with an inside
micrometer.
Piston Pin Outer Diameter
Bend:
Limit: 0.15 mm (0.0059 in) per 100 mm (3.94 in) length
Torsion:
Limit: 0.30 mm (0.0118 in) per 100 mm (3.94 in) length
PBIC2077E
Standard: 48.000 - 48.013 mm (1.8898 - 1.8903 in)
PBIC1641E
Standard: 20.000 - 20.012 mm (0.7874 - 0.7879 in)
PBIC0120E