Nissan Pathfinder (2008 year). Manual - part 230
DLN-424
< DISASSEMBLY AND ASSEMBLY >
[REAR FINAL DRIVE: R200]
REAR FINAL DRIVE
• Drive pinion front bearing; make sure the J-34309-3 drive
pinion front bearing seat is secured tightly against the J-
34309-2 gauge anvil. Then turn the J-34309-5 drive pinion
front bearing pilot to secure the drive pinion bearing in its
proper position.
• Drive pinion rear bearing; the J-34309-8 drive pinion rear
bearing pilot is used to center the drive pinion rear bearing
only. The J-34309-4 drive pinion rear bearing locking seat is
used to lock the drive pinion rear bearing to the assembly.
• Installation of J-34309-9 and J-34309-16; place a suitable
2.5 mm (0.098 in) thick plain washer between J-34309-9 and
J-34309-16. Both surfaces of J-34309-9 and J-34309-16 must
be parallel with a clearance of 2.5 mm (0.098 in).
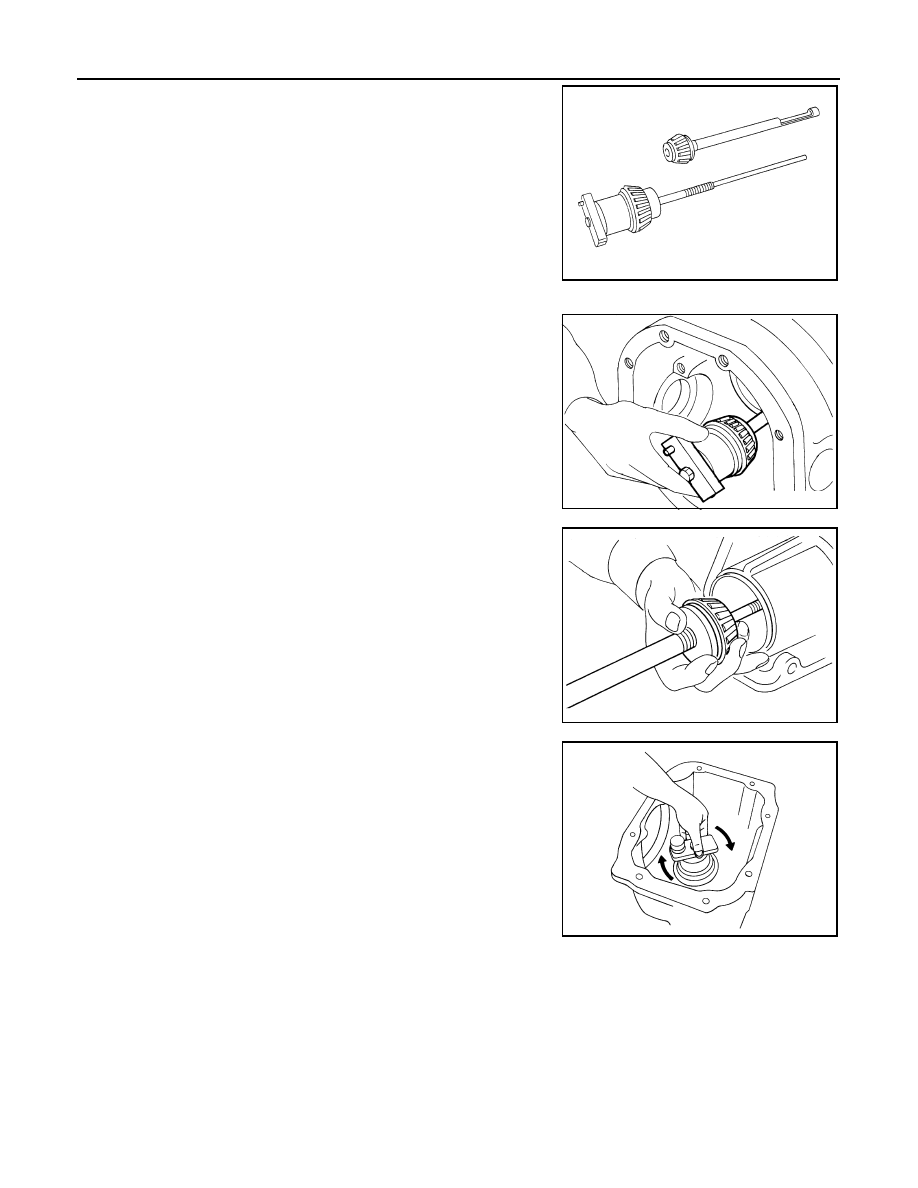
3.
Install the drive pinion rear bearing inner race into the gear car-
rier. Then insert the drive pinion height adjusting washer selec-
tor tool, J-34309-1, gauge screw assembly.
4.
Assemble the drive pinion front bearing inner race and the J-
34309-2 gauge anvil. Assemble them together with the J-34309-
1 gauge screw in the gear carrier. Make sure that the drive pin-
ion height gauge plate, J-34309-16, will turn a full 360
°
. Tighten
the two sections together by hand.
5.
Turn the assembly several times to seat the drive pinion bear-
ings.
SPD197A
SPD893
SPD199A
SPD770