Qashqai J11. Body repair - part 16
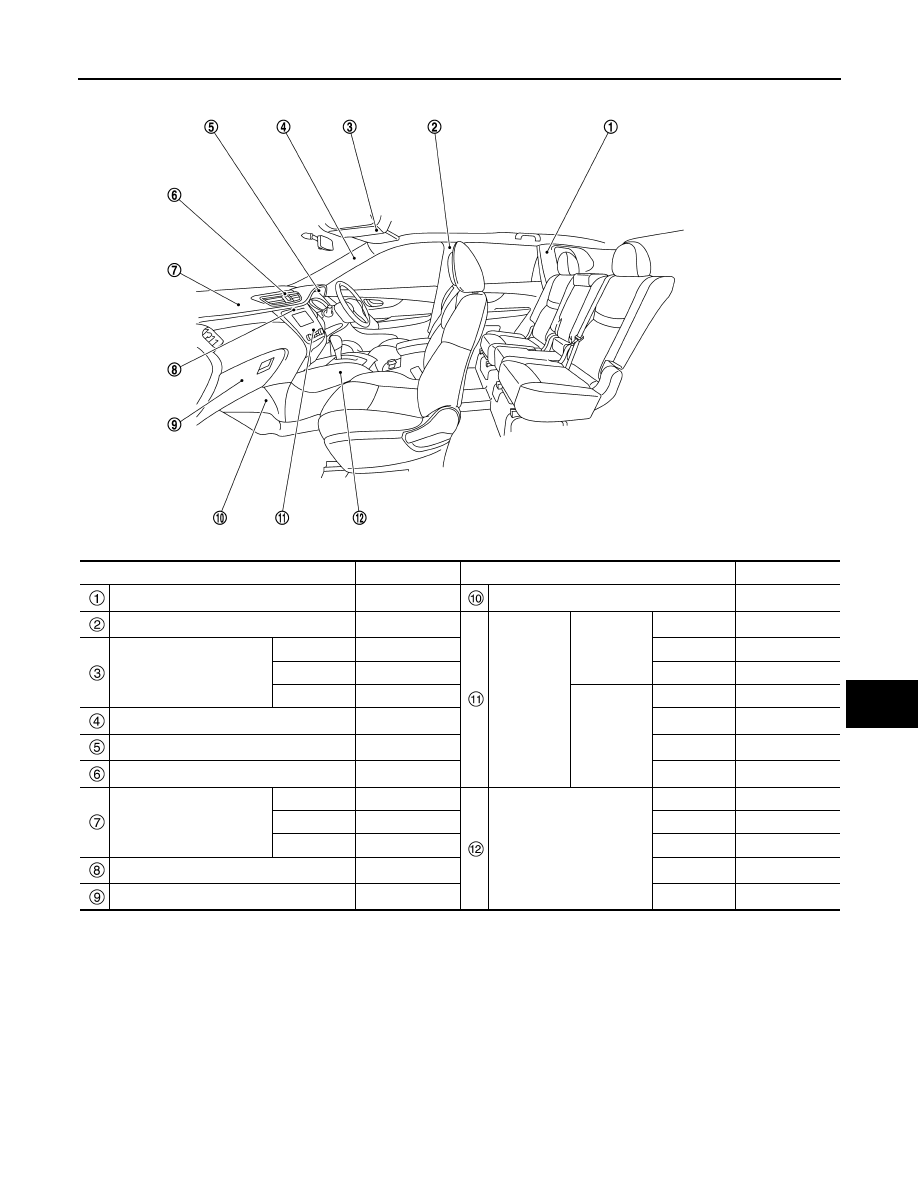
LOCATION OF PLASTIC PARTS
BRM-241
< SERVICE DATA AND SPECIFICATIONS (SDS)
[FOR EUROPE (RHD)]
C
D
E
F
G
H
I
J
L
M
A
B
BRM
N
O
P
Component
Material
Component
Material
Rear pillar finisher
PP
Instrument lower cover
PP + EPDM
Center pillar garnish
PP
A/C Control
Manual A/C
Finisher
PC + ABS
Map lamp
Lens
PC
Switch
PC
Housing
PP
Case
ABS
Finisher
PP
Auto A/C
Finisher
PC + ABS
Front pillar garnish
PP
Switch
PC
Cluster lid A
PP
Case
PC + ABS
Center ventilator finisher
PC + ABS
Lens
PC
Instrument panel
Skin
TPO
Center console
Body
PP + EPDM
Pad
PUR
Console box
PP
Core
PP + EPDM
Inner lid
PP + EPDM
Cluster lid C
PC + ABS
Insert lid
PC + ABS
Glove box
PP
Cup holder
PP + EPDM
JSKIA3978ZZ