Mitsubishi Galant (2004+). Manual - part 610
CRANKSHAFT AND CYLINDER BLOCK
TSB Revision
ENGINE OVERHAUL <3.8L ENGINE>
11D-57
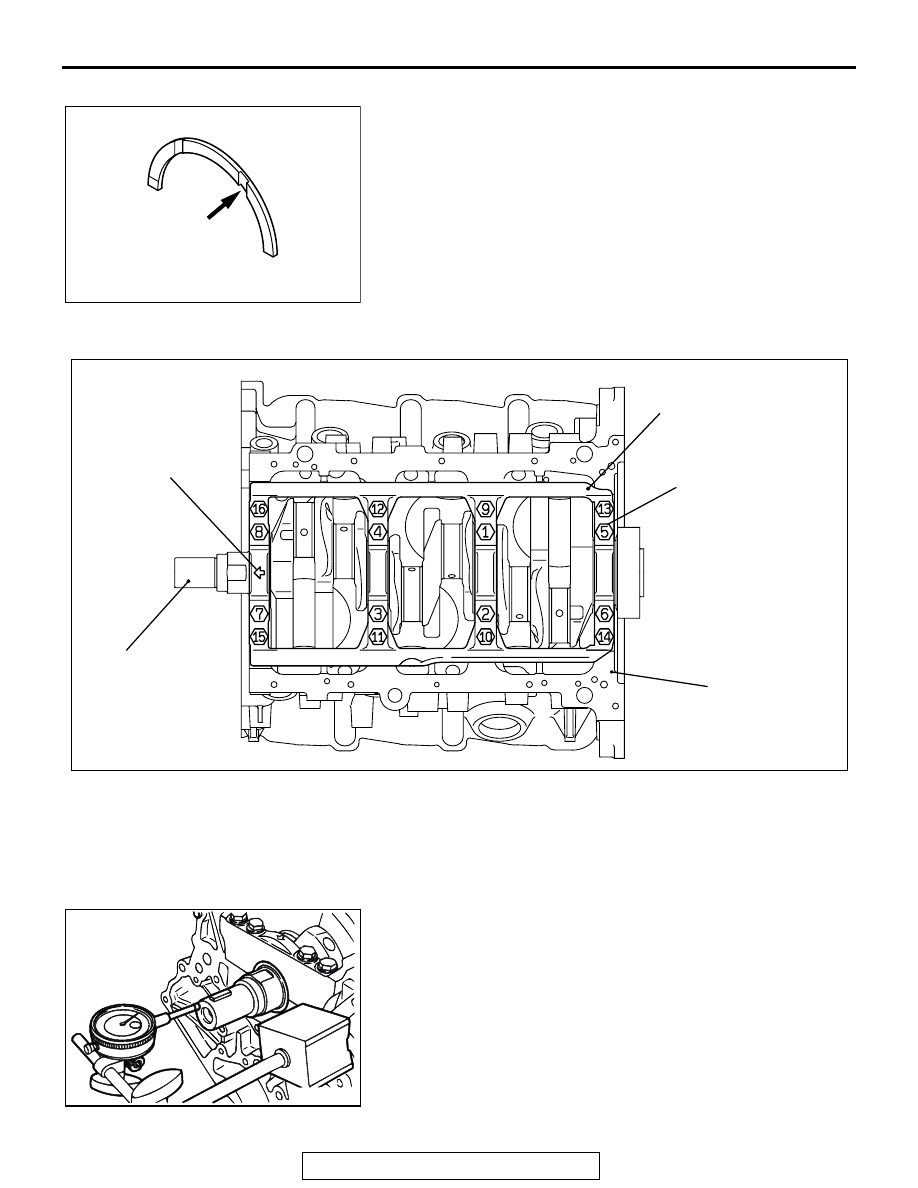
>>D<< CRANKSHAFT THRUST BEARING INSTALLATION
1. Install the thrust bearing in the No.3 bearing bore in the
cylinder block and in the bearing cap. For easier installation,
apply engine oil to the bearings; this will help hold them in
position.
2. The thrust bearings must be installed with their groove
toward the crankshaft web.
.
>>E<< BEARING CAP/BEARING BOLT INSTALLATION
1. Attach the bearing cap on the cylinder block as shown in the
illustration.
2. Tighten the bearing cap bolts to specified torque in the
sequence shown in the illustration.
Tightening torque: 74
± 4 N⋅m (54 ± 3 ft-lb)
3. Check that the crankshaft rotates smoothly.
4. Check the end play. If it exceeds the limit value, replace the
thrust bearing.
Standard value: 0.05
− 0.25 mm (0.002 − 0.009 inch)
Limit: 0.3 mm (0.01 inch)
.
AKX01393AB
GROOVE
THRUST
BEARING
AKX01395AB
FRONT MARK
BEARING CAP BOLT
NUMBERS ARE
TIGHTENING SEQUENCE
BEARING CAP
CRANKSHAFT
CYLINDER BLOCK
AK201528