Mitsubishi Galant 9G. Manual - part 598
CRANKSHAFT AND CYLINDER BLOCK
TSB Revision
ENGINE OVERHAUL <2.4L ENGINE>
11B-64
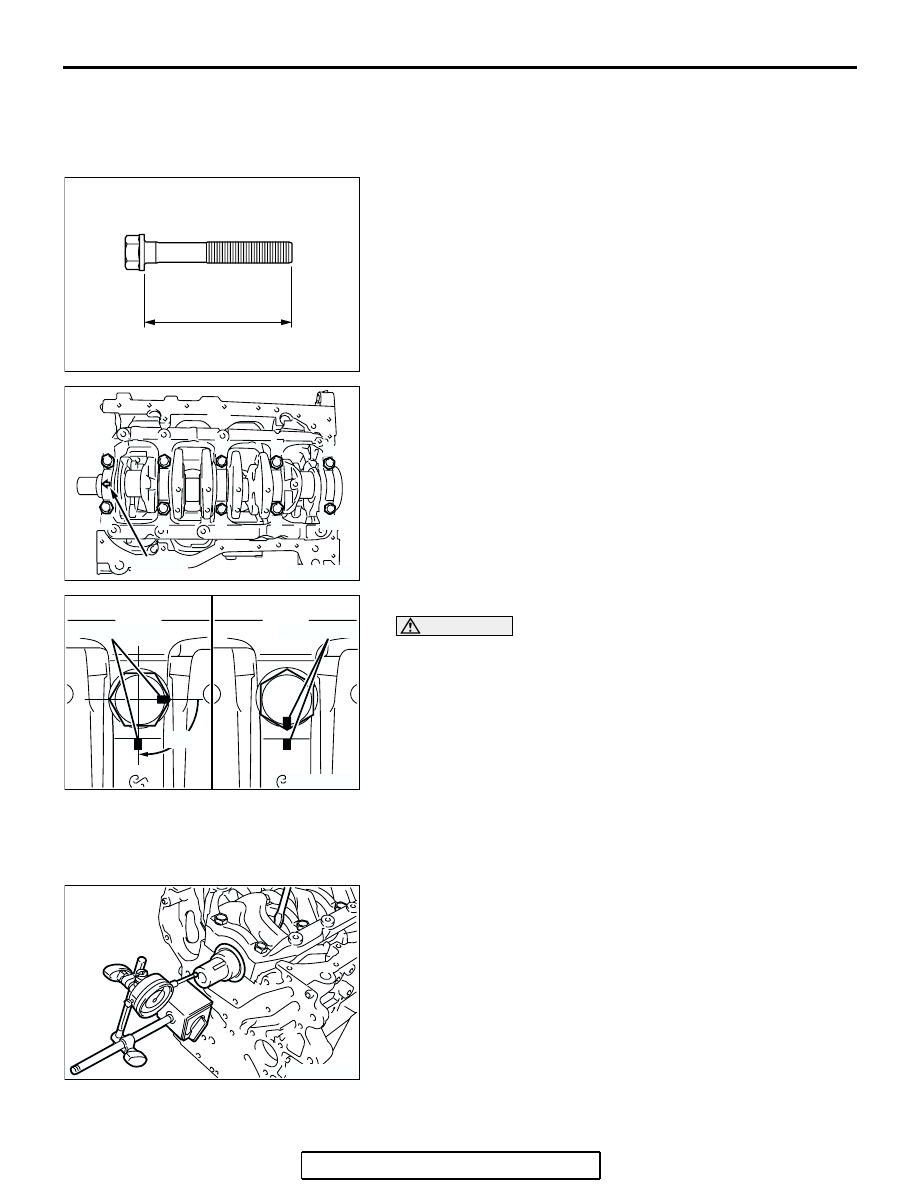
>>D<< BEARING CAP/BEARING CAP BOLT
INSTALLATION
1. Install the bearing caps so that the arrow points to the timing
belt side.
2. Before installing the bearing cap bolts, check that the shank
length of each bolt meets the limit. If it exceeds the limit,
replace the bolt.
Limit: 71.1 mm (2.79 inches)
3. Apply engine oil to the threaded portion and bearing surface
of the bolt.
4. Tighten the bolts to the specified torque in the tightening
sequence shown.
Tightening torque: 25
± 2N⋅m (18 ± 1 ft-lb)
5. Make a paint mark on the head of each bolt.
CAUTION
• If the bolt is overtightened, loosen the bolt completely
and then retighten it by repeating the tightening proce-
dure from step 4.
• If the bolt is turned less than 90 degrees, proper fasten-
ing performance may not be achieved. Be sure to turn
the bolt exactly 90 degrees.
6. Make a paint mark on the bearing cap 90 degrees from the
paint mark made on the bolt, in the direction of tightening the
bolt.
7. Turn each bolt 90 degrees in the tightening sequence
specified in step 4, and make sure that the paint marks on
the bolt and cap are aligned.
8. Make sure that the crankshaft turns smoothly and the end
play is correct. If the end play exceeds the limit, replace the
number 3 crankshaft bearings.
Standard value: 0.05
− 0.25 mm (0.002 − 0.009 inch)
Limit: 0.40 mm (0.015 inch)
.
AK301471AC
SHANK LENGTH
AK300199
1
5
9
10
6
2
AC
8
4
3
7
ARROW
AK300200
PAINT MARK
AC
PAINT MARK
90˚
AK300201