Mitsubishi Eclipse / Eclipse Spyder (2000-2002). Service and repair manual - part 71
CRANKSHAFT AND CYLINDER BLOCK
TSB Revision
ENGINE OVERHAUL <3.0L ENGINE>
11D-55
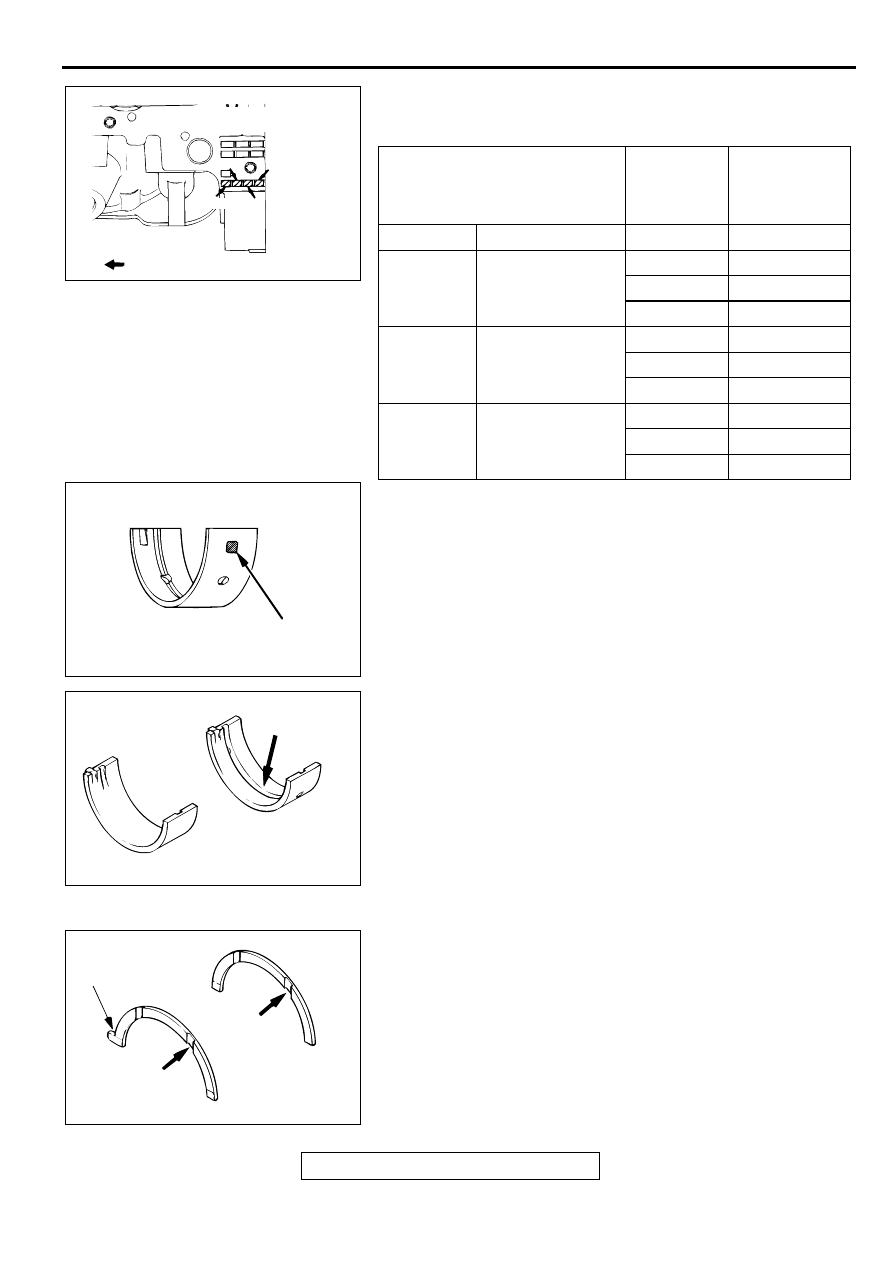
2. The cylinder block bearing bore diameter identification
marks are stamped at the position shown in the illustration
from left to right, bearing at No.1.
3. For example, if the crankshaft journal outside diameter ID
color is "Yellow " and the cylinder block bearing bore ID
mark is "III," select a bearing whose ID color is "Green."
If there is no ID color paint on the crankshaft, measure the
journal outside diameter and select a bearing appropriate for
the measured value.
4. Install the bearings having a groove to the cylinder block.
5. Install the bearings having no groove to the bearing cap.
>>C<< CRANKSHAFT THRUST BEARING INSTALLATION
1. Install the thrust bearings in the number 3 bearing bore in
the cylinder block and in the bearing cap. For easier
installation, apply engine oil to the bearings; this will help
hold them in position.
2. The thrust bearings must be installed with their groove
toward the crankshaft web. The two thrust bearings are
different from each other. One has a tab while the other has
no tab. Be careful not to confuse them.
CRANKSHAFT JOURNAL
OUTSIDE DIAMETER
CYLINDER
BLOCK
BEARING
BORE
CRANKSHAFT
BEARING
ID COLOR
SIZE mm (inch)
ID MARK
ID COLOR
Yellow
59.990
−
59.996
(2.3618
−
2.3620)
I
Pink
II
Red
III
Green
None
59.984
−
59.990
(2.3616
−
2.3618)
I
Red
II
Green
III
Black
White
59.978
−
59.984
(2.3613
−
2.3616)
I
Green
II
Black
III
Brown
AKX00648
BEARING BORE
DIAMETER
IDENTIFICATION
MARK
CYLINDER INSIDE
DIAMETER SIZE MARK
TIMING BELT SIDE
AB
No.4
No.2
No.3
No.1
AKX00621
IDENTIFICATION COLOR
AB
AKX00623
GROOVE
FOR UPPER
FOR LOWER
AB
AKX00679
TAB
GROOVE
THRUST BEARING
"B"
GROOVE
THRUST BEARING "A"
AB