Jeep XJ. Manual - part 36
DIFFERENTIAL BEARING PRELOAD AND GEAR
BACKLASH
Differential side bearing preload and gear backlash
is achieved by selective shims inserted between the
bearing cup and the axle housing. The proper shim
thickness can be determined using slip-fit dummy
bearings D-348 in place of the differential side bear-
ings and a dial indicator C-3339. Before proceeding
with the differential bearing preload and gear back-
lash measurements, measure the pinion gear depth
and prepare the pinion gear for installation. Estab-
lishing proper pinion gear depth is essential to estab-
lishing gear backlash and tooth contact patterns.
After the overall shim thickness to take up differen-
tial side play is measured, the pinion gear is
installed, and the gear backlash shim thickness is
measured. The overall shim thickness is the total of
the dial indicator reading, starting point shim thick-
ness, and the preload specification added together.
The gear backlash measurement determines the
thickness of the shim used on the ring gear side of
the differential case. Subtract the gear backlash shim
thickness from the total overall shim thickness and
select that amount for the pinion gear side of the dif-
ferential (Fig. 70).
SHIM SELECTION
NOTE: It is difficult to salvage the differential side
bearings during the removal procedure. Install
replacement bearings if necessary.
(1) Remove side bearings from differential case.
(2) Install ring gear, if necessary, on differential
case and tighten bolts to specification.
(3) Install dummy side bearings D-348 on differen-
tial case.
(4) Install differential case in axle housing.
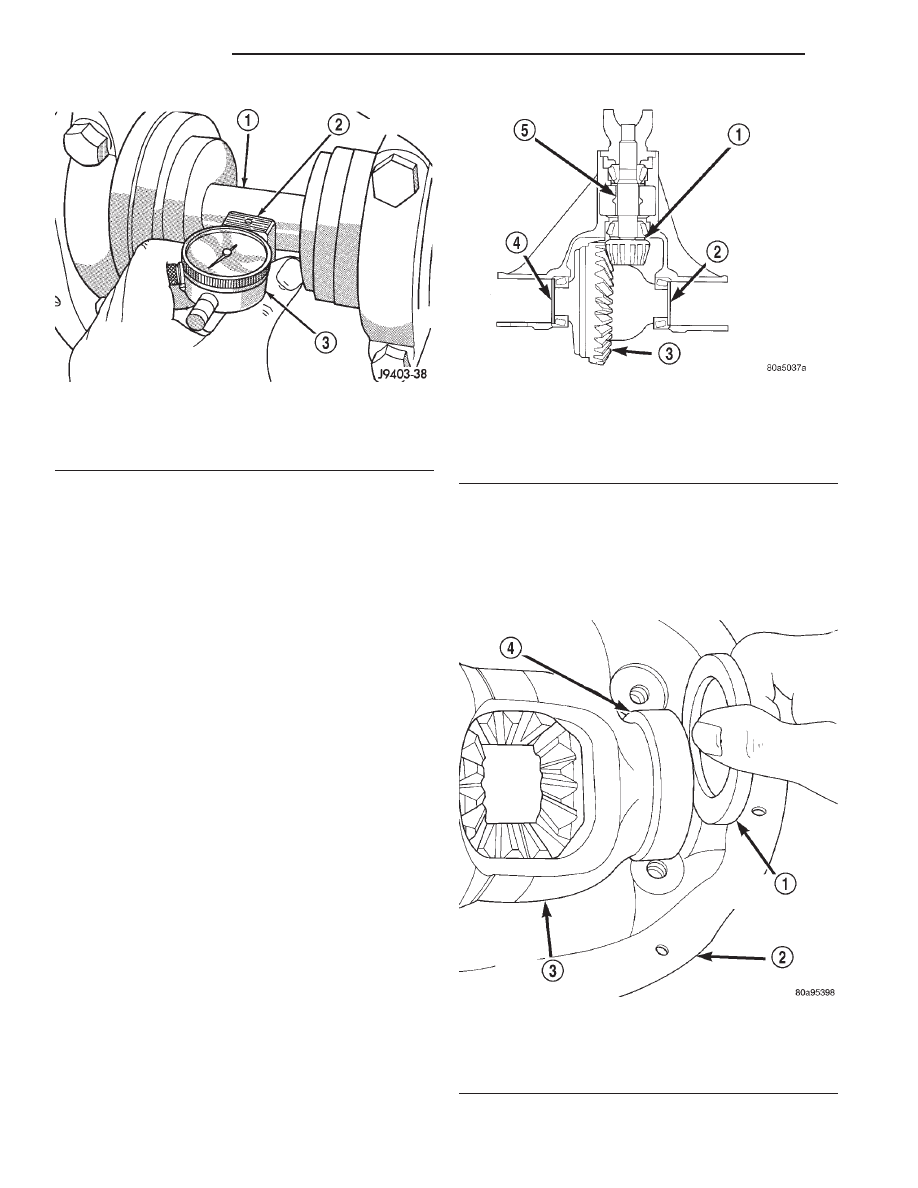
(5) Insert Dummy Shims 8107 (0.118 in. (3.0 mm))
starting point shims between the dummy bearing
and the axle housing (Fig. 71).
Fig. 69 Pinion Gear Depth Measurement—Typical
1 – ARBOR
2 – SCOOTER BLOCK
3 – DIAL INDICATOR
Fig. 70 Axle Adjustment Shim Locations
1 – PINION GEAR DEPTH SHIM
2 – DIFFERENTIAL BEARING SHIM-PINION GEAR SIDE
3 – RING GEAR
4 – DIFFERENTIAL BEARING SHIM-RING GEAR SIDE
5 – COLLAPSIBLE SPACER
Fig. 71 Insert Starting Point Shims
1 – SPECIAL TOOL 8107
2 – AXLE HOUSING
3 – DIFFERENTIAL CASE
4 – SPECIAL TOOL D-348
3 - 94
194 RBI AXLE
XJ
ADJUSTMENTS (Continued)