Jeep Grand Cherokee WK. Manual - part 84
3. Install front pinion bearing and Cone-Nut 6740 on
the screw. Tighten Cone-Nut until Torque To Rotate
screw is 3.4 N·m (30 in. lbs.).
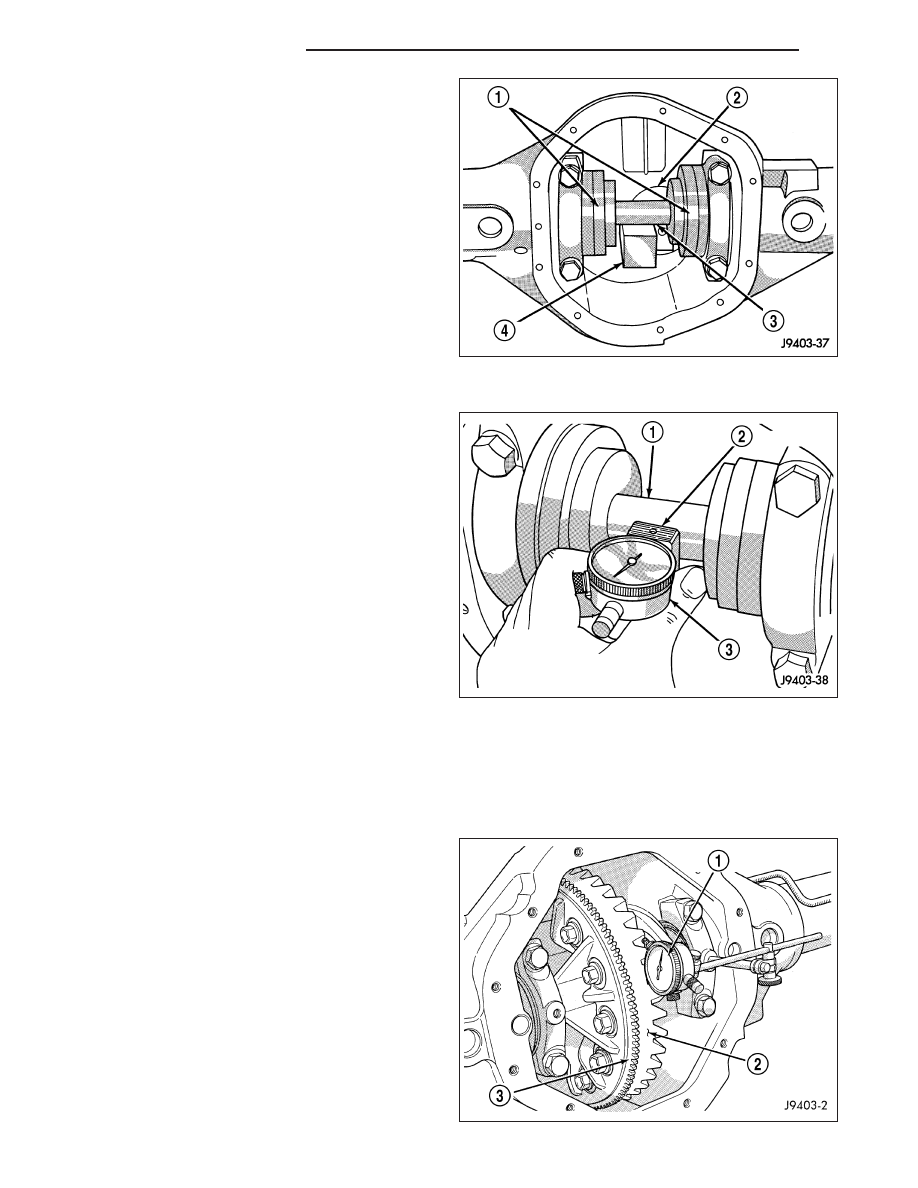
4. Place Arbor Disc 8541A (1) on Arbor D-115-3 (3)
and position in the housing side bearing cradles.
Install differential bearing caps on arbor discs and
tighten cap bolts to 41 N·m (30 ft. lbs.).
5. Assemble Dial Indicator C-3339 (3) into Scooter
Block D-115-2 (2) and secure set screw.
6. Place Scooter Block with Dial Indicator on the pin-
ion height block, so dial probe and scooter block is
flush against the pinion height block. Hold scooter
block in place and zero the dial indicator. Tighten
dial indicator face lock screw.
7. Slide the dial indicator probe over the edge of the
pinion height block and on to the arbor bar (1).
With the scooter block against the pinion height
block.
8. When dial probe contacts the arbor bar, the dial
pointer will turn clockwise. Continue moving the
dial indicator to the crest of the arbor bar and
record the highest reading.
9. Select a shim equal to the dial indicator reading,
plus the drive pinion gear depth variance number marked on the shaft of the pinion. For example, if the depth
variance is –2, add +0.002 in. to the dial indicator reading. Then subtract 0.04064 mm (0.0016 in.) from the total
measurement. This will be the correct shim selection for the pinion height.
DIFFERENTIAL BEARING PRELOAD AND GEAR BACKLASH
The following must be considered when adjusting
bearing preload and gear backlash:
•
The maximum ring gear backlash variation is
0.003 inch (0.076 mm).
•
Mark the gears so the same teeth are meshed
during all backlash measurements.
•
Maintain the torque while adjusting the bearing
preload and ring gear backlash.
•
Excessive adjuster torque will introduce a high
bearing load and cause premature bearing fail-
ure. Insufficient adjuster torque can result in
excessive differential case free-play and ring
gear noise.
•
Insufficient adjuster torque will not support the
ring gear correctly and can cause excessive dif-
ferential case free-play and ring gear noise.
3 - 234
REAR AXLE - C213RE
WK