Infiniti F50. Manual - part 728
REAR FINAL DRIVE ASSEMBLY
RFD-17
C
E
F
G
H
I
J
K
L
M
A
B
RFD
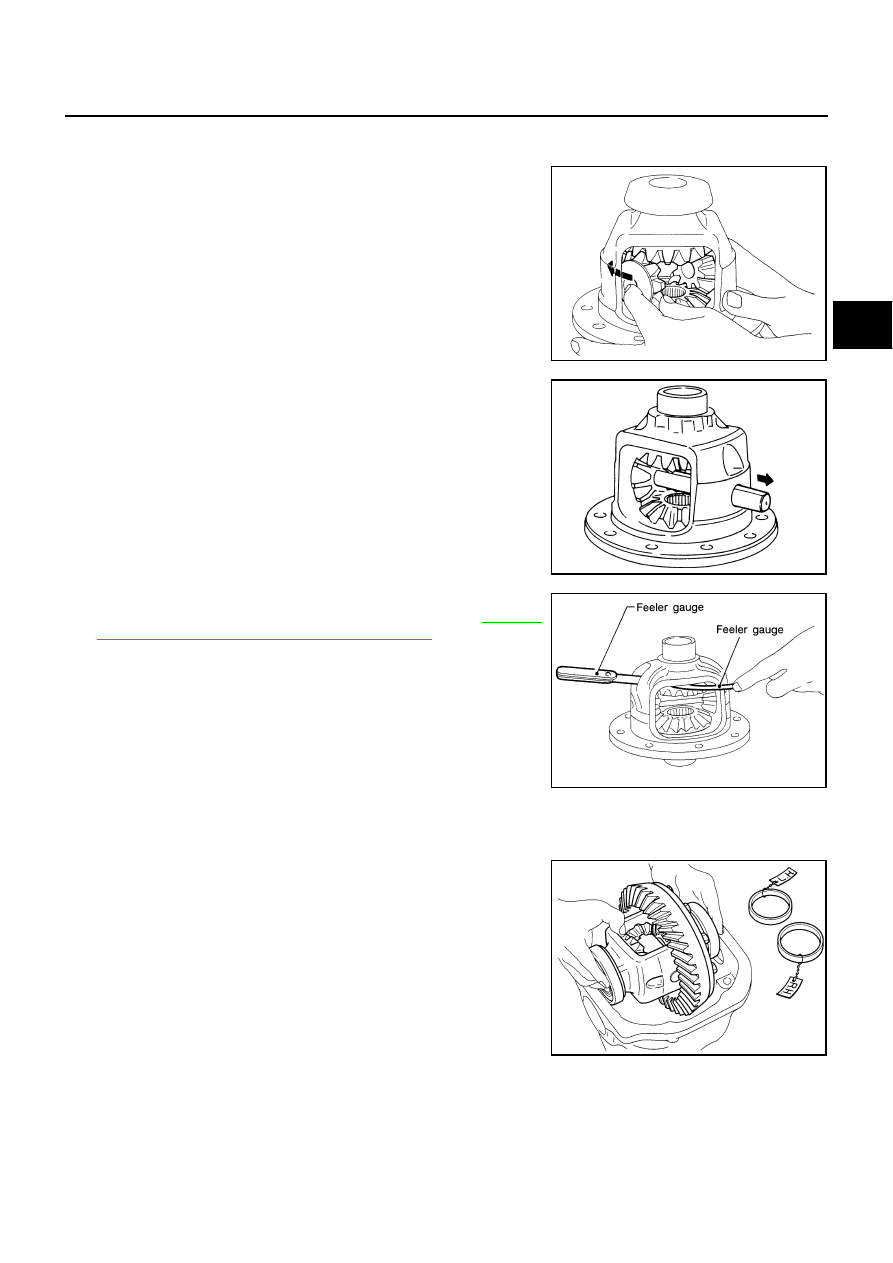
ADJUSTMENT OF DIFFERENTIAL CASE
Thrust Washer Selection
1.
Install side gears, pinion mate gears, thrust washers into differ-
ential case.
2.
Fit pinion mate shaft to differential case so that it meets lock pin
holes.
3.
Adjust clearance between rear face of side gear and thrust
washer by selecting side gear thrust washer. Refer to
"AVAILABLE SIDE GEAR THRUST WASHERS"
Use two feeler gauges to prevent leaning of side gear as show-
ing, figure.
SIDE BEARING PRELOAD
A selection of carrier side bearing adjusting washers is required for successful completion of this procedure.
1.
Make sure all parts are clean. Also, make sure the bearings are
well lubricated with light oil or DEXRON
TM
type automatic trans-
mission fluid.
2.
Place the differential carrier, with side bearings and bearing
races installed, into the final drive housing.
SPD552
SDIA0031J
Clearance between side gear thrust washer and dif-
ferential case
: 0.20mm (0.0079 in) less
SPD828
SPD527