Infiniti FX35 / FX45. Manual - part 686
CYLINDER BLOCK
EM-261
< SERVICE INFORMATION >
[VK45DE]
C
D
E
F
G
H
I
J
K
L
M
A
EM
N
P
O
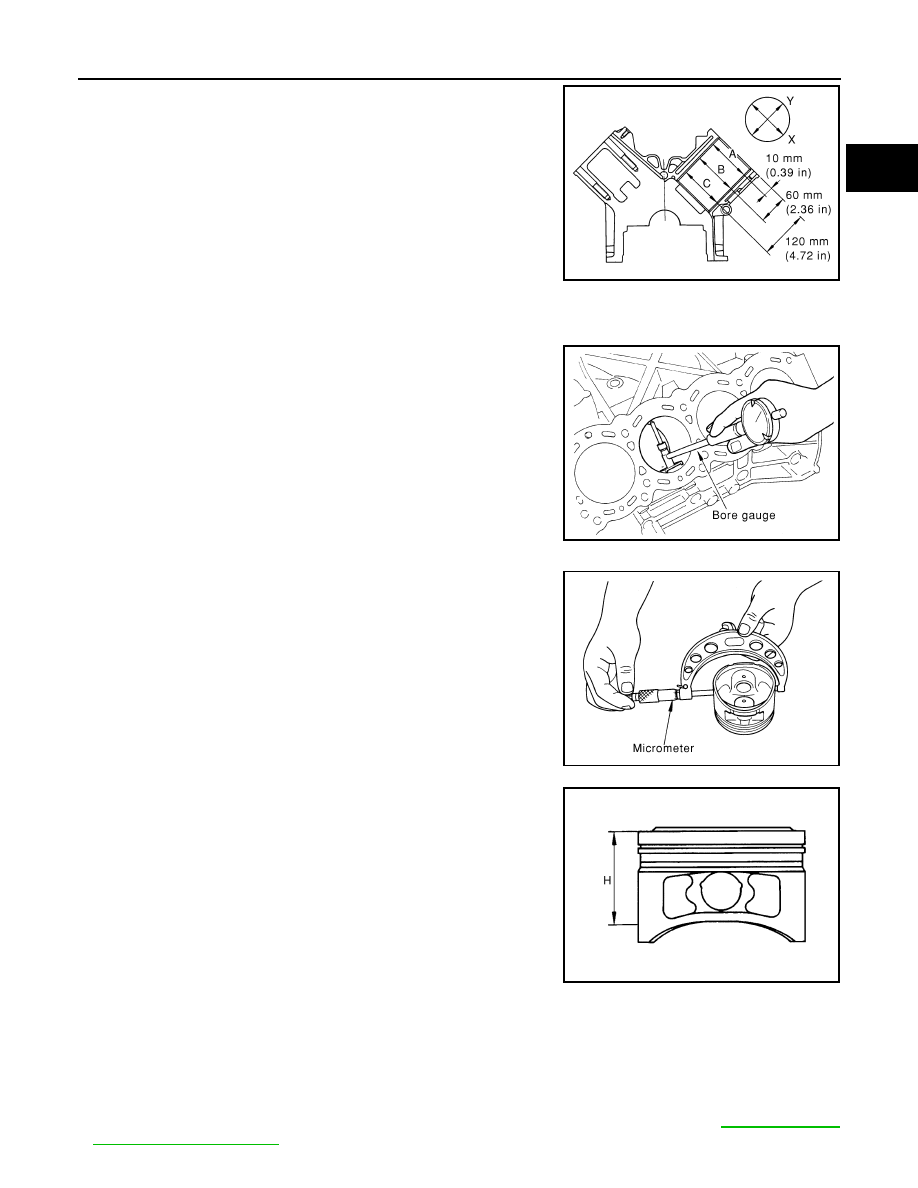
• Using bore gauge, measure cylinder bore for wear, out-of-round
and taper at six different points on each cylinder. (“X” and “Y” direc-
tions at “A”, “B” and “C”) (“Y” is in longitudinal direction of engine)
• If the measured value exceeds the limit, or if there are scratches
and/or seizure on the cylinder inner wall, hone or re-bore the inner
wall.
• Oversize piston is provided. When using oversize piston, re-bore
cylinder so that the clearance of the piston-to-cylinder bore satis-
fies the standard.
CAUTION:
When using oversize piston, use oversize pistons for all cylin-
ders with oversize piston rings.
Piston Skirt Diameter
• Measure the outer diameter of piston skirt with micrometer.
• Measure point “H” (Distance from the top): 42 mm (1.65 in)
Piston to Cylinder Bore Clearance
Calculate by piston skirt diameter and cylinder bore inner diameter (direction “X”, position “B”).
(Clearance) = (Cylinder bore inner diameter) – (Piston skirt diameter).
• If the calculated value exceeds the limit, replace piston and piston pin assembly. Refer to
.
Standard inner diameter:
93.000 - 93.030 mm (3.6614 - 3.6626 in)
Wear limit:
0.2 mm (0.008 in)
Out-of-round (Difference between “X” and “Y”):
0.015 mm (0.0006 in)
Taper limit (Difference between “A” and “C”):
0.01 mm (0.0004 in)
Oversize (OS)
: 0.2 mm (0.008 in)
PBIC0123E
PBIC0124E
Standard
: 92.980 - 93.010 mm (3.6606 - 3.6618 in)
PBIC0125E
PBIC0126E
Standard
: 0.010 - 0.030 mm (0.0004 - 0.0012 in)
Limit
: 0.08 mm (0.0031 in)