Content .. 2109 2110 2111 2112 ..
Chevrolet Silverado / GMC Sierra. Manual - part 2111
2008 ENGINE
Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis
Silverado, Sierra & Silverado
OFF-VEHICLE REPAIR INFORMATION (CONT.)
CYLINDER BORING AND HONING
Boring Procedure
1. Measure all pistons with a micrometer to determine the cylinder bore diameter.
2. Before you use any type of boring bar, use a fine file and clean the top of the cylinder block,
removing any dirt or burrs. If you do not check the cylinder block, the boring bar may be
improperly positioned or tilted and the cylinder bore could be bored at an incorrect angle.
3. Carefully follow the instructions furnished by the manufacturer regarding use of the
equipment.
4. When you bore the cylinders, ensure all the crankshaft bearing caps are in place. Tighten the
crankshaft bearing caps to the proper torque in order to avoid distortion of the cylinder
bores during final assembly.
5. When you take the final cut with a boring bar, leave 0.03 mm (0.001 in) on the cylinder
bore diameter for the finish honing and fit of the piston.
Honing Procedure
IMPORTANT: A 0.5 mm (0.02 in) oversize service piston and a piston ring
set are available.
2008 Chevrolet Silverado 1500
2008 ENGINE Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis Silverado,
Sierra & Silverado
2008 Chevrolet Silverado 1500
2008 ENGINE Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis Silverado,
Sierra & Silverado
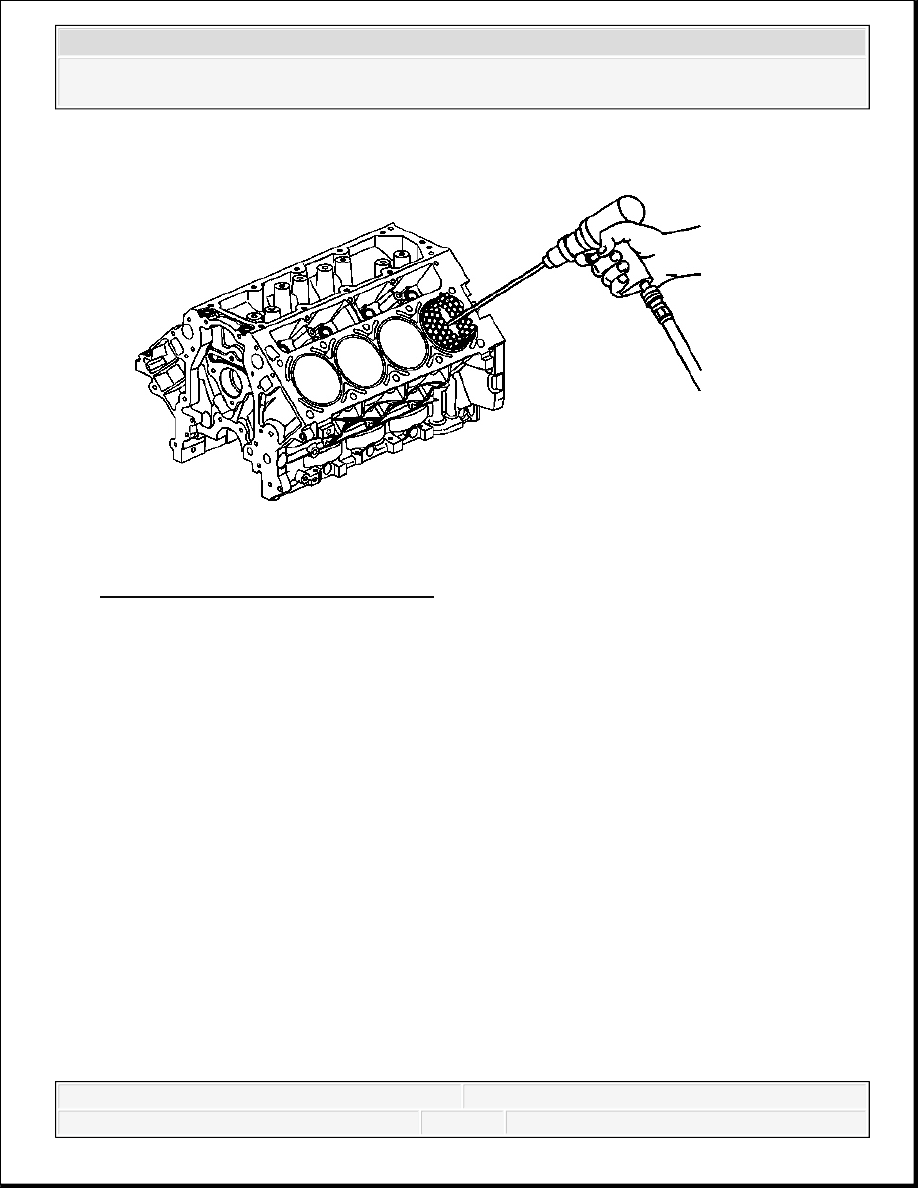
Fig. 1: View Of Honing Of Cylinders
Courtesy of GENERAL MOTORS CORP.
1. When honing the cylinders, follow the manufacturer's recommendations for equipment use,
cleaning, and lubrication. Use only clean, sharp stones of the proper grade for the amount of
material you remove. Dull, dirty stones cut unevenly and generate excessive heat. Do not
hone to final clearance with a coarse or medium-grade stone. Leave sufficient metal so that
all stone marks may be removed with fine-grade stones. Perform final honing with a fine-
grade stone, honing the cylinder to the proper clearance.
2. During the honing operation, thoroughly clean the cylinder bore. Repeatedly check the
cylinder bore for fit with the selected piston.
All measurements of the piston or the cylinder bore should be made with the components at
normal room temperature.
3. When honing a cylinder for fit to an oversize piston, first perform the preliminary honing
with a 100-grit stone.
4. Perform final cylinder honing with a 240-grit stone and obtain a 45 degree cross hatch
pattern.
A 240-grit stone is preferred for final honing. If a 240-grit stone is not available, a 220-grit
2008 Chevrolet Silverado 1500
2008 ENGINE Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis Silverado,
Sierra & Silverado
stone may be used as a substitute.
5. The finish marks should be clean but not sharp. The finish marks should also be free from
imbedded particles and torn or folded metal.
6. By measuring the selected piston at the sizing point and by adding the average of the
clearance specification, you can determine the final cylinder honing dimension required.
7. After final honing and before the piston is checked for fit, clean the cylinder bores with hot
water and detergent. Scrub the bores with a stiff bristle brush and rinse the bores thoroughly
with hot water. Do not allow any abrasive material to remain in the cylinder bores. This
abrasive material may cause premature wear of the new piston rings and the cylinder bores.
Abrasive material will also contaminate the engine oil and may cause premature wear of the
bearings. After washing the cylinder bore, dry the bore with a clean rag.
8. Perform final measurements of the piston and the cylinder bore.
9. Permanently mark the top of the piston for the specific cylinder to which it has been fitted.
10. Apply clean engine oil to each cylinder bore in order to prevent rusting.
Deglazing Procedure
2008 Chevrolet Silverado 1500
2008 ENGINE Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis Silverado,
Sierra & Silverado

Fig. 2: Illustrating Deglazing Cylinder Bore
Courtesy of GENERAL MOTORS CORP.
Using a ball type or self centering honing tool, deglaze the cylinder bore lightly. Deglazing
should be done only to remove any deposits that may have formed. Use a 240-grit stone of
silicone carbide, or equivalent, material when preforming the deglazing procedure.
A 240-grit stone is preferred for final honing. If a 240-grit stone is not available, a 220-grit stone
may be used as a substitute.
CRANKSHAFT AND BEARING CLEANING AND INSPECTION
2008 Chevrolet Silverado 1500
2008 ENGINE Engine Mechanical - 4.8L, 5.3L, 6.0L, 6.2L, or 7.0L - Cab & Chassis Sierra, Cab & Chassis Silverado,
Sierra & Silverado
Content .. 2109 2110 2111 2112 ..