Porshe 911 (997). Manual - part 30
Assembly tool on piston pin
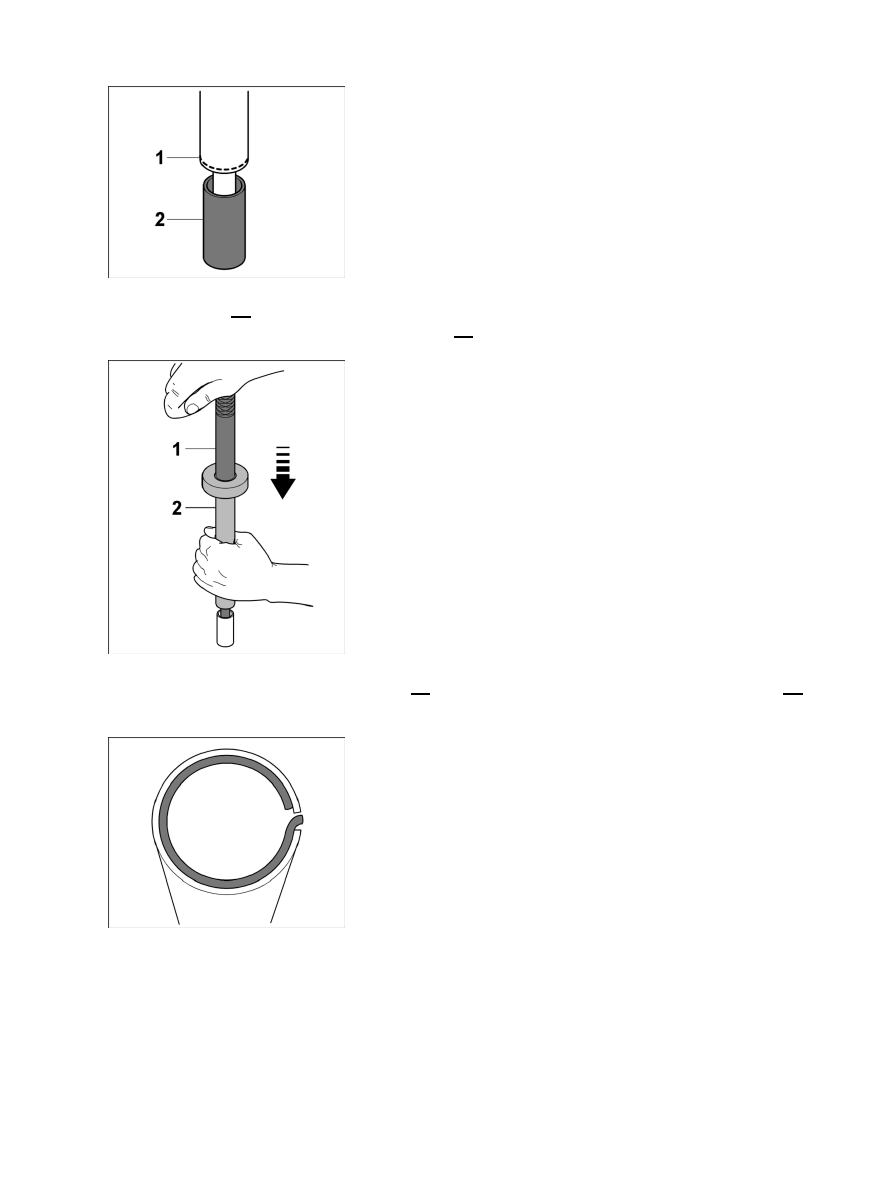
43. Oil piston pin -3- with new engine oil and place it in an upright position on a clean surface on the
workbench. Position assembly tube with circlip -1- and pressure pin on piston pin.
Moving piston-pin circlip into installation position
44. Press piston-pin circlip with pressure pin -1- onto piston pin; while doing so, press assembly tube -2-
firmly onto piston pin. This will move the piston-pin circlip into the correct installation position.
Installation position of piston-pin circlip in assembly tube
45. Check installation position of piston-pin circlip in assembly tube.
Diagnostic system: reading out fault memory and activating systems
Installing pistons
277