Snowmobile Arctic Cat 2-Stroke (2007 year). Manual - part 101
8-24
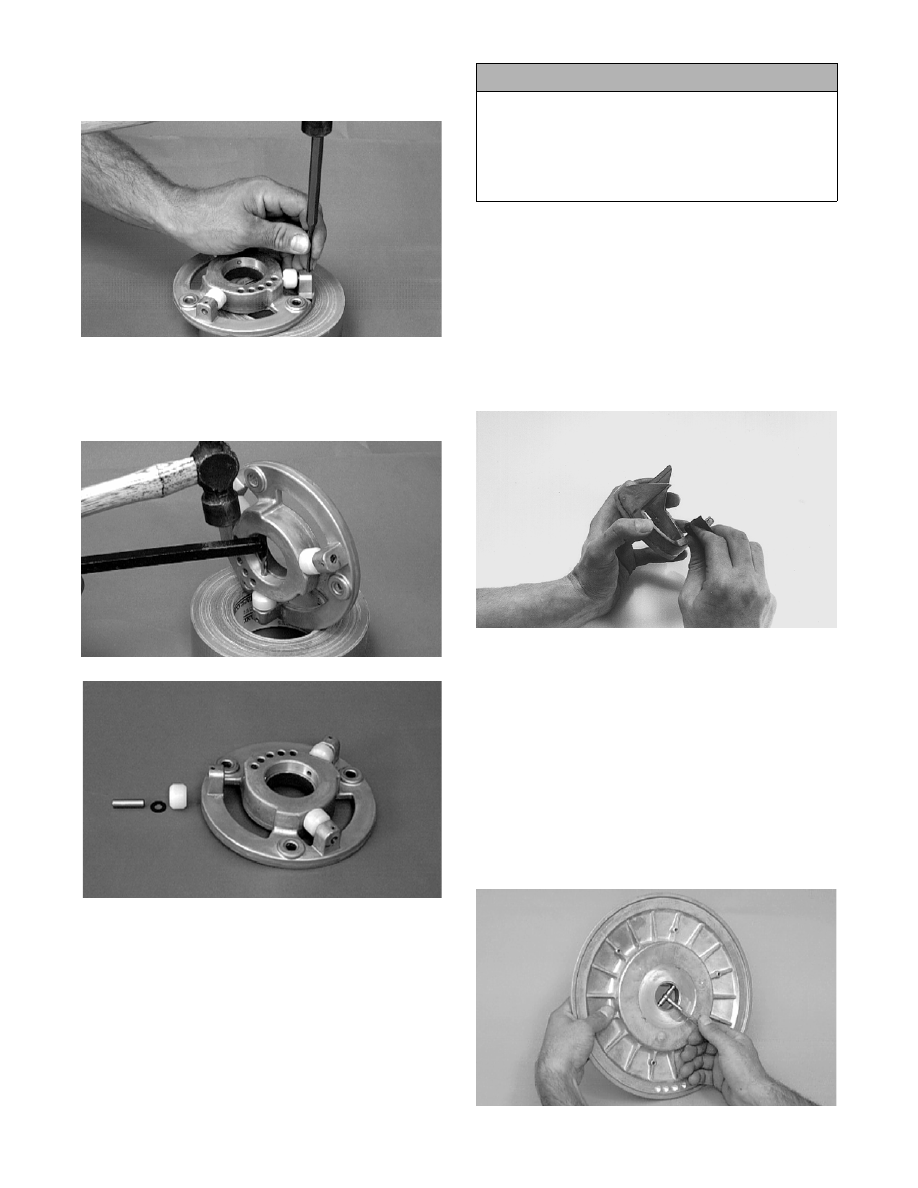
8. Using a 1/8-in. punch, remove the spring pin
securing the roller, roller pin, and thrust washer to
the plate.
SC005D
9. Using the Roller Pin Removal Tool (p/n 0644-276)
from inside the plate, drive the roller pin out of the
plate. Account for the pin, thrust washer, and
roller.
SC006D
SC007D
CLEANING AND INSPECTING
NOTE: Whenever a part is worn excessively,
cracked, or damaged in any way, replacement is
necessary.
1. Using parts-cleaning solvent, wash grease, drive
belt dust, and foreign matter off all components.
2. Inspect the rollers for damage, cracks, or wear.
3. Inspect the sheaves for any gouges, cracks, or
other damage. Also, inspect threaded areas of
sheaves for damaged or stripped threads.
4. Inspect the torque bracket (cam) for cracks or
damage. The ramp portions of the bracket and
caps must be free of gouges and damage. Minor
scratches may be repaired using #320 grit wet-or-
dry sandpaper.
B465
5. Inspect spring for distortion, crystallization, or
breaks.
6. Inspect the roller plate, rollers, pins, and spring
mounting holes for cracks, damage, or wear.
7. Inspect the roller plate and movable sheave bear-
ings for wear. For each respective bearing, mea-
sure the outside diameter of the shaft and the
inside diameter of the bearing. Compare the read-
ings. Clearance between the shaft and the respec-
tive bearing must not exceed 0.5 mm (0.020 in.). If
the clearance exceeds the specification, the bear-
ing must be replaced.
B466D
! CAUTION
Do not use steel wool or a wire brush to clean driven
pulley components. A wire brush or steel wool will
cause the sheaves to be gouged (thus, the drive belt
may not slide properly between sheaves). Decreased
performance and possible accelerated drive belt
wear will result.