Snowmobile Arctic Cat (2007 year). Manual - part 17
2-53
2
2. Piston pin bore must be within specifications.
ATV-1069
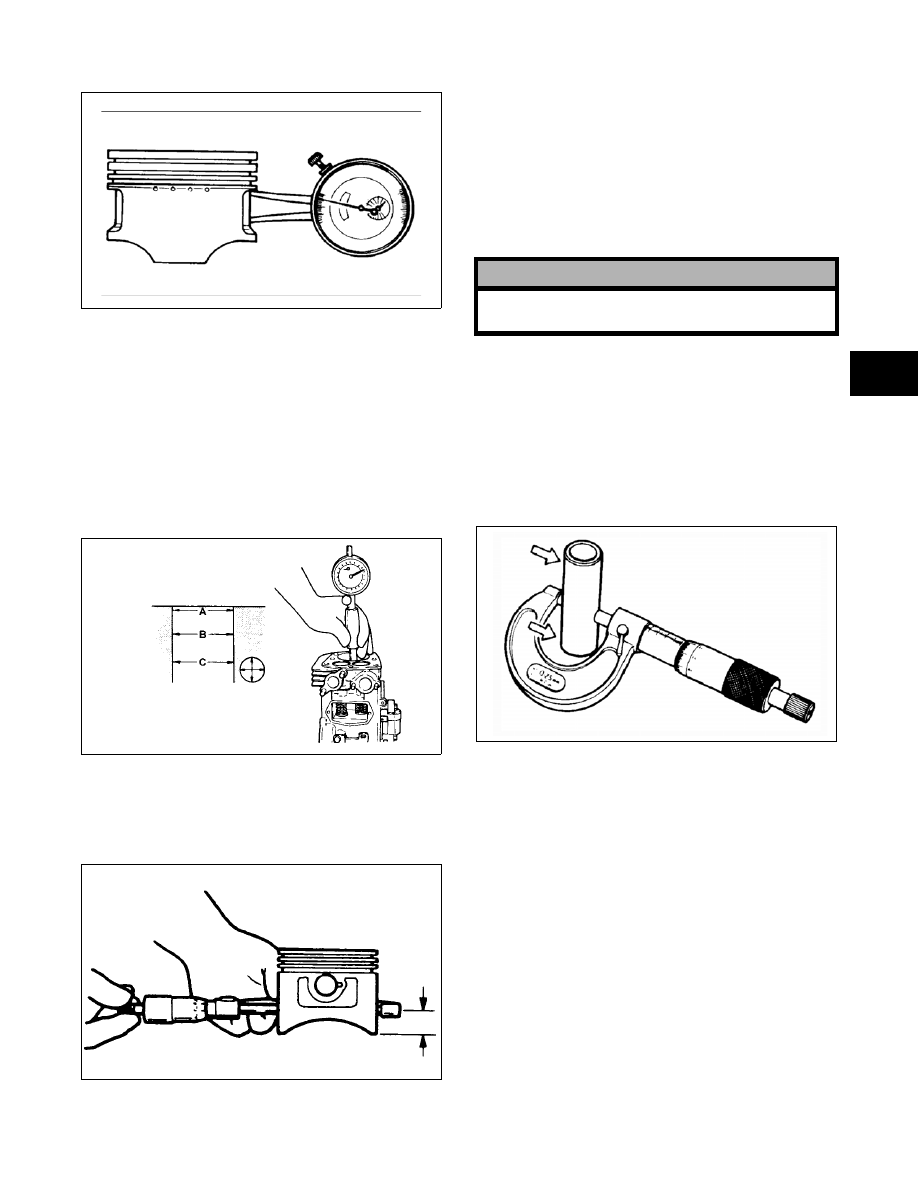
Measuring Piston Skirt/
Cylinder Clearance
1. Measure the cylinder front to back in six places
using a cylinder bore gauge. The amount of
wear is the difference between the largest and
smallest readings. If the determined wear
exceeds the limit indicated, bore to the next
oversize by using a boring machine or replace
the cylinder.
GEN-0032
2. Measure the corresponding piston diameter at a
point 14 mm (0.551 in.) above the piston skirt at
a right angle to the piston-pin bore. Piston diam-
eter must be within specifications.
GEN-0033
3. Piston skirt to cylinder clearance must be within
specifications.
4. If the piston/cylinder clearance exceeds the
limit, bore the cylinder and use an oversized pis-
ton or replace both cylinder and piston.
Installing Piston Rings
Install the rings in the appropriate grooves. Stagger
the gaps of the rings.
Measuring Piston Pin Diameter
1. Measure the piston pin diameter at each end and
in the center. If measurement is less than mini-
mum specifications, the piston pin must be
replaced.
2. Piston pin diameter must be within specifica-
tions.
ATV-1070
CYLINDER/CYLINDER HEAD
NOTE: If the cylinder/cylinder head assembly
cannot be trued, they must be replaced.
Cleaning/Inspecting Cylinder Head
1. Using a non-metallic carbon removal tool,
remove any carbon buildup from the combus-
tion chamber being careful not to nick, scrape,
or damage the combustion chamber or the seal-
ing surface.
2. Inspect the spark plug hole for any damaged
threads. Repair damaged threads using a “heli-
coil” insert.
! CAUTION
Incorrect installation of the piston rings will result in
engine damage.