Snowmobile Arctic Cat (2004 year). Manual - part 23
2-79
2
AN118
NOTE: Before installing the flywheel, be sure to
wipe the crankshaft and flywheel tapers clean
using a clean towel.
43. Install the key in the crankshaft and slide the
flywheel onto the crankshaft making sure the
keyways match; then finger-tighten the flywheel
nut with large flat washer and lock washer. Apply
red Loctite #271 to the threads of the flywheel nut.
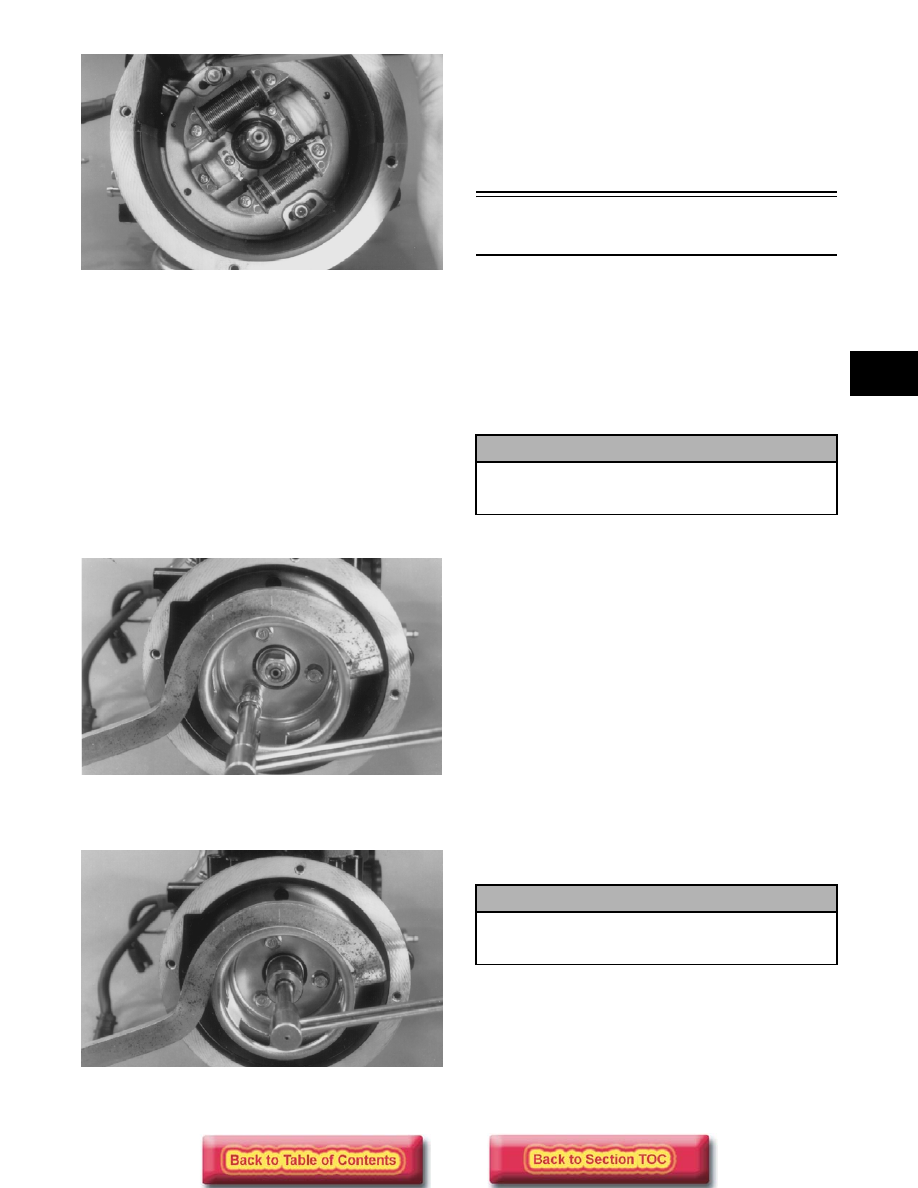
44. Install the starter pulley; then secure the starter
pulley with three cap screws and lock washers.
Secure the pulley while using the spanner wrench
and tighten the three cap screws evenly to 0.7-
1 kg-m (5-7 ft-lb).
AN121
45. Using the spanner wrench, tighten the flywheel
nut to 7-9 kg-m (50.5-65 ft-lb).
AN122
46. Install the spark plugs and tighten to 2.5-2.8 kg-m
(18-20 ft-lb). Connect the spark plug caps.
47. Place the engine mounting brackets into position
on the crankcase and secure with the cap screws.
Tighten to 2.8-3.5 kg-m (20-25 ft-lb).
Assembling Engine
(570 cc Models)
NOTE: The use of new gaskets and seals is rec-
ommended when assembling the engine.
NOTE: When the use of a lubricant is indicated,
use Arctic Cat 50:1 Injection Oil.
1. Place the upper crankcase half (with its bottom
side up) on two blocks of wood.
2. Lightly grease the inner lips of the crankshaft
seals; then slide them onto the crankshaft.
3. Apply oil to the crankshaft bearings; then install
the crankshaft into the upper crankcase half. Be
sure the alignment hole in each bearing is
positioned over its respective dowel pin in the
crankcase; then seat the crankshaft.
NOTE: To check the bearing for proper position,
place the point of a sharp tool into the dimple
found in the bearing race. Strike the tool with the
palm of the hand in either direction. If the bearing
moves, it isn’t positioned correctly and must be
rotated until it drops onto the dowel pin.
NOTE: Make sure the crankshaft center C-ring
(integral with the center seal) is properly posi-
tioned in the groove of the upper crankcase half.
4. Install the four crankcase dowel pins.
5. Evenly apply a thin coat of Three Bond Sealant (p/n
0636-070) to the entire bottom half crankcase
sealing surface.
NOTE: Use only Three Bond Sealant (p/n 0636-
070) to seal the crankcase halves.
! CAUTION
To prevent damage to the crankshaft, crankshaft
bearings, or seals, make sure to always lift the
crankshaft from both ends.
! CAUTION
If the bearings are not properly seated during
assembly, the crankcase halves will not seal
tightly and severe engine damage will result.