Вертикальный фрезерный станок SAFETY SPEED 3400. Руководство по эксплуатации
Сообщение от производителя, компании Safety Speed Mfg
Спасибо Вам за покупку форматно-раскроечного или фрезерного станка Safety Speed Mfg. Данное
оборудование сделано на нашем заводе в США, штат Миннесота.
Каждый станок SSC разработан для того, чтобы обеспечить много лет надежной работы. Наши
станки построены из лучших компонентов, и каждый станок вручную собран нашими
сотрудниками, некоторые из которых строили эти станки в течение более 25 лет. Мы ценим выбор
нашего станка для Вашего бизнеса.
Данное руководство по эксплуатации описывает:
1) Форматно-раскроечные станки
Модели: C4, C5, H4, H5, H6, H7, 6400, 6800, P7, 7400, 7400XL
2) Фрезерные станки
Модели: 3400, TR2
2
3) Комбинированные форматно-раскроечные / фрезерные станки
Модели: SR5, SR5U, SR5UA
Содержание руководства по эксплуатации станков SSC
Название
Страница
Глава 1. Требования безопасности
5
1.1. Основные положения по безопасности работы на станках SSC
5
1.2. Электрическая безопасность и требования к кабелю питания
8
1.3. Защита от короткого замыкания
8
Глава 2. Сборка и настройки станка
9
2.1. Инструменты, необходимые для монтажа
9
2.2. Требования к окружающему рабочему пространству
9
2.3. Распаковка оборудования
9
2.4. Сборка станка
9
2.4.1. Установка противовеса
9
2.4.2. Установка станка в вертикальное положение
11
2.4.3. Установка мотора
11
2.4.3.1. Модели C4, C5, H4, H5, H6, H7
11
2.4.3.2. Модели 6400, 6800
12
2.4.3.3. Модели 7400, 7400XL
12
2.4.3.4. Модели SR5, SR5U, SR5UA
13
2.4.3.5. Модели 3400, TR2
13
2.4.4. Установка пильного диска
13
2.4.5. Установка защитного кожуха пильного диска
14
2.4.6. Установка фрезы
15
2.4.7. Настройка линейки для поперечного разреза
16
2.4.8. Установка держателя кабеля питания
16
Глава 3. Работа на станке
20
3.1. Ограничения оборудования
20
3.2. Выбор нового пильного диска
21
3
3.3. Основные операции
22
3.3.1. Замена пильного диска
22
3.3.2. Снятие и установка защитного кожуха пильного диска
23
3.3.3. Замена фрезы
23
3.3.4. Включение и выключение мотора
24
3.3.5. Поворот пильного узла для смены направления обработки
24
3.3.6. Движение пильного узла вниз и вверх
24
3.3.7. Фиксирование пильного узла на определенной высоте
25
3.3.8. Настройка линейки для поперечного разреза
25
3.3.9. Настройка глубины фрезерования
26
3.3.10. Настройка расклинивателя на станках 7400, 7400XL
26
3.3.11. Использование системы подреза на станках 7400, 7400XL
26
3.4. Советы по эксплуатации
26
3.5. Порядок Работы: Поперечный распил
27
3.6. Порядок Работы: Продольный распил
29
3.7. Порядок Работы: Фрезерование
30
3.8. Перестройка комбинированных станков SR5, SR5U, SR5UA
31
3.9. Снятие мотора с пильного узла
31
3.9.1. Модели C4, C5, H4, H5, H6, H7
31
3.9.2. Модели 6400, 6800, P7
32
3.9.3. Модели 7400, 7400XL
32
3.9.4. Все модели фрезерных станков
33
Глава 4. Техническое обслуживание
34
4.1. Очистка станка
34
4.2. Обслуживание мотора
34
4.3. Смазка направляющих
34
Глава 5. Дополнительное оборудование
35
5.1. Колесики
35
Содержание руководства по эксплуатации станков SSC
Название
Страница
5.2. Стойка станка
35
Глава 6. Геометрические размеры, вес и спецификация станков
37
Глава 7. Предупреждающие знаки
38
Глава 8. Доступные комплектации станков SSC
39
Глава 9. Сертификат соответствия на станки Safety Speed Mfg
43
4
Глава 1. Требования безопасности
1.1. Основные положения по безопасности работы на станках SSC
ВНИМАНИЕ: При использовании электрических инструментов всегда соблюдайте основные
меры предосторожности, чтобы снизить риск возникновения пожара, поражения
электрическим током и получения травмы.
ПРОЧТИТЕ И СОХРАНИТЕ ДАННОЕ РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ. Перед использованием
убедитесь, что оператор станка прочитал данное руководство.
1. ЗНАЙТЕ ВАШ ЭЛЕКТРОИНСТРУМЕНТ. Внимательно прочтите данное руководство, чтобы узнать
приложения и ограничения, а также возможные опасности, связанные с этим типом инструмента.
2. НЕ ПОЗВОЛЯЙТЕ НЕКВАЛИФИЦИРОВАННЫМ РАБОТНИКАМ ИСПОЛЬЗОВАТЬ ДАННЫЙ СТАНОК.
3. ИЗБЕГАЙТЕ РАБОТЫ НА СТАНКЕ В ОПАСНЫХ ОКРУЖАЮЩИХ УСЛОВИЯХ. Не используйте
электроинструмент в дождь, сырых или влажных местах, или в присутствии взрывоопасных сред
(газообразных паров, пыли, или горючих материалов). Удаляйте материалы или мусор, который
может воспламениться от искры.
4. В РАБОЧЕЙ ЗОНЕ ДОЛЖНО БЫТЬ ЧИСТО, ДОЛЖНО БЫТЬ ХОРОШЕЕ ОСВЕЩЕНИЕ. Беспорядок на
рабочем месте, темные рабочие зоны могут привести к несчастным случаям. Необходимо
обеспечить не менее
200 ватт освещения в передней части рабочей части инструмента.
Необходимо ликвидировать все тени, которые могут повлиять на четкое изображение части
рабочей области.
5. ТРЕБОВАНИЯ К РАБОЧЕЙ ОДЕЖДЕ. Не носите свободную одежду или украшения. При работе
необходимо одевать защитный головной убор, так как длинные волосы могут попасть в
движущиеся части станка и привести к травме. При работе на открытом воздухе, необходимо
одевать резиновые перчатки и обувь с изоляцией.
6. ИСПОЛЬЗУЙТЕ СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ. Все рабочие должны носить защитные
очки или очки с боковыми щитками, которые соответствуют действующим нормам безопасности.
5
Защиты органов слуха при длительном использовании и пыли маски для пыльных операций.
Держите огнетушитель поблизости.
7. ДЕРЖИТЕ ЛЮДЕЙ ПОДАЛЬШЕ ОТ РАБОТАЮЩЕГО СТАНКА. Допускайте присутствие детей или
посторонних только на безопасном расстоянии от рабочей области, чтобы не отвлекать
оператора.
8. НИКОГДА НЕ ОСТАВЛЯЙТЕ ИНСТРУМЕНТ БЕЗ ПРИСМОТРА. Всегда выключите электропитание
станка. Не оставляйте инструмент, пока он полностью не остановится.
9. ЗАЩИТИТЕ ДРУГОЕ ОБОРУДОВАНИЕ ВАШЕГО ЦЕХА. При работе станка, если не обеспечено
пылеудаление, может образовываться большое количество опилок и пыли. Необходимо
установить защитные барьеры или обеспечить вентиляцию/пылеудаление.
10. ИСПОЛЬЗУЙТЕ СТАНКИ ТОЛЬКО ПО НАЗНАЧЕНИЮ. Никогда не используйте станки для работы,
к которой он не предназначены. Например, не используйте форматно-раскроечные станки для
резки веток или корней. Не работайте на станке со снятыми защитными крышками.
11. ИСПОЛЬЗУЙТЕ ТОЛЬКО НАДЛЕЖАЩИЕ АКСЕССУАРЫ И ДОПОЛНИТЕЛЬНОЕ ОБОРУДОВАНИЕ.
Установка на станок несертифицированных дополнительных устройств, пил, и т.д. может привести
к поломке оборудования и травме.
12. ВСЕГДА ОСМАТРИВАЙТЕ СТАНОК ДО ПРОВЕДЕНИЯ РАБОТ. Прежде, чем начать работу -
осмотрите станок, все детали должны быть закреплены. При возникновении постороннего шума
или вибрации, немедленно выключите станок. Никогда не используйте поврежденный
инструмент
13 . ОБЯЗАТЕЛЬНО ЗАЗЕМЛИТЕ ВАШ СТАНОК.
Глава 1. Требования безопасности
14. ИЗБЕГАЙТЕ СЛУЧАЙНОГО ВКЛЮЧЕНИЯ. Убедитесь, что Ваш станок выключен перед
подключением электропитания. Не используйте инструмент, если переключатель питания не
включает / выключает станок. Соблюдайте правильную последовательность процедур проведения
технического обслуживания станка.
15. НЕ ПЕРЕГРУЖАЙТЕ СТАНОК. Ваш станок будет работать лучше при скорости, для которой он
был разработан. Чрезмерное применение силы вызывает повышенный износ деталей станка,
повышает риск внезапной поломки, а также приводит к дополнительной усталости оператора и
снижению контроля.
16. НИКОГДА НЕ ВЫКЛЮЧАЙТЕ ПИТАНИЕ, ВЫДЕРГИВАЯ ШНУР ИЗ РОЗЕТКИ. Для того чтобы снизить
риск повреждения, вынимайте из розетки вилку, не дергая шнур. Держите шнур вдали от тепла,
масла, острых предметов и движущихся частей.
17. БУДЬТЕ ВНИМАТЕЛЬНЫ. Смотрите, что Вы делаете, руководствуйтесь здравым смыслом. Не
используйте станок, когда Вы устали, отвлекаетесь, или под воздействием наркотического или
алкогольного опьянения. Перед работой на станке не употребляйте лекарственные препараты,
которые вызывают сонливость или потерю концентрации.
18. ОТКЛЮЧАЙТЕ ЭЛЕКТРОПИТАНИЕ СТАНКА, когда он не используется, перед изменением
настроек, перед сменой лезвий и перед проведением рекомендуемого технического
обслуживания. Соблюдайте соответствующие процедуры, описанные в данном руководстве.
19. ВНИМАТЕЛЬНО ОБСЛУЖИВАЙТЕ ВАШ СТАНОК. Рукоятки должны быть сухими, чистыми и
свободными от масла и смазки. Держите пильные диски острыми и чистыми. Следуйте
инструкциям по смазке и замене принадлежностей. Периодически проверяйте шнуры питания,
удлинители на наличие повреждений. Поврежденные элементы необходимо отремонтировать
или заменить.
20. ОЧИЩАЙТЕ ОТ ГРЯЗИ И ПЫЛИ ПРЕДУПРЕЖДАЮЩИЕ ЯРЛЫКИ НА СТАНКЕ. Они несут важную
информацию. Если ярлыки стали нечитаемыми или вообще отсутствует, обратитесь к
6
официальному дилеру SSC для бесплатной замены.
21. ИЗБЕГАЙТЕ ОТДАЧИ. Отдача является ответной реакцией на защемление или удара о металл
(например, гвоздь) пильного диска. При поперечном распиле, она подбрасывает пильный узел
вверх, и бросает необработанную панель, при продольном распиле. Форма управления,
надлежащая обработка заготовки и концентрация при работе имеют важное значение для
снижения риска получения травм от отдачи:
ИСПОЛЬЗОВАТЬ ТОЛЬКО ЧИСТЫЙ И ОСТРЫЙ ПИЛЬНЫЙ ДИСК. Тупой, неподходящий или
неправильно заточенный диск производит слишком узкий пропил и, вероятно, может быть
защемлен заготовкой. Возникающее чрезмерное трение может защемить диск или даже
деформировать его. Используйте только диски, рекомендованные для использования со
станком. Не используйте диски с монтажными отверстиями, которые имеют
неподходящие размеры или форму. Убедитесь, что пильный диск плотно установлен и
прижат специальным болтом.
НЕ ПЕРЕГРУЖАЙТЕ СТАНОК. Ваш станок будет работать лучше при скорости, для которой
он был разработан. Чрезмерное применение силы вызывает повышенный износ деталей
станка, повышает риск внезапной поломки, а также приводит к дополнительной усталости
оператора и снижению контроля.
ПОДДЕРЖКА ПАНЕЛИ. Никогда не поддерживайте заготовку с обоих концов так, чтобы
была возможность зажать диск. Поддержка больших панелей должна осуществляться
должным образом.
НИКОГДА НЕ ДЕРЖИТЕ ЧАСТИ ТЕЛА ПРОТИВ ПУТИ ДВИЖЕНИЯ ПИЛЬНОГО УЗЛА ИЛИ
ЗАГОТОВКИ. Если пильный диск заклинивает, то пильный узел или заготовка может
ответить ударом на удар. Держите руки, части тела и прохожих по пути лезвия и заготовки.
Глава 1. Требования безопасности
БУДЬТЕ ВНИМАТЕЛЬНЫ. Смотрите, что Вы делаете, руководствуйтесь здравым смыслом.
Не используйте станок, когда Вы устали, отвлекаетесь, или под воздействием
наркотического или алкогольного опьянения. Перед работой на станке не употребляйте
лекарственные препараты, которые вызывают сонливость или потерю концентрации.
Повторяющиеся, монотонные движения могут привести к потери бдительности и травме.
ЗАПУСК ПИЛЬНОГО ДИСКА В СЕРЕДИНЕ МАТЕРИАЛА. Если, по какой-либо причине, распил
остановился по середине материала, то необходимо дать пильному диску полностью
остановиться, затем поднять пильный узел вверх (при поперечном разрезе) или вытащить
панель (при продольном разрезе). Затем можно начинать распилы дальше.
ЕСЛИ ПИЛЬНЫЙ ДИСК ЗАЩЕМЛЯЕТ то немедленно выключите станок.
ИЗБЕГАЙТЕ ГВОЗДЕЙ И ДРУГИХ МЕТИЗОВ. Проверьте материал и удалите все
металлические крепежные до резки / фрезировки.
ОБРАБОТКА ТОНКИХ МАТЕРИАЛОВ. Большие тонкие листы, такие как поликарбонат, как
правило, могут деформироваться или провисать. Используйте дополнительное
оборудование SSC Hold down bar
(Поддерживающая планка), при обработки таких
панелей. В таком случае, материал будет хорошо приживаться к раме станка по всей
длине, чтобы избежать защемления диска.
22. ОБРАЩАЙТЕСЬ С ПРОТИВОВЕСОМ С ОСТОРОЖНОСТЬЮ. Трос противовеса находится под
напряжением. Перед снятием зажима троса противовеса всегда присоединяйте трос к пильному
узлу. Не тяните за трос вручную и не пытайтесь разобрать или отремонтировать противовес.
Запасные противовесы можно приобрести непосредственно у официального дилера SSC.
23. НЕ ПОЛЬЗУЙТЕСЬ ПАЛКАМИ ПРИ ПРОДОЛЬНЫХ РАСПИЛАХ
24. ПОПЕРЕЧНЫЕ РАСПИЛЫ НЕОБХОДИМО ПРОИЗВОДИТЬ только сверху вниз.
25. ПОДНИМИТЕ ПИЛЬНЫЙ УЗЕЛ в верхнюю позицию и зафиксируйте его в этом положении с
замком пильного узла, когда станок не используется.
26. ПРОДОЛЬНЫЕ РАСПИЛЫ НЕОБХОДИМО ПРОИЗВОДИТЬ только по направлению, указанному
стрелкой на пильном узле.
7
27. ВСЕГДА ОЖИДАЙТЕ ПОЛНОЙ ОСТАНОВКИ ПИЛЬНОГО ДИСКА перед изменением положения
пильного узла. Отключайте электропитание при транспортировке или перемещении станка.
28. НЕ ПРЕНЕБРЕГАЙТЕ УСЛОВИЯМИ охраны труда, не используйте станок без защитных крышек.
Пильный диск не должен быть полностью открытым при работе станка.
29. НИКОГДА НЕ СТАНОВИТЕСЬ НОГАМИ НА СТАНОК. Вы можете получить серьезную травму, если
дотронетесь до пильного диска / фрезы.
30. НИКОГДА НЕ КЛАДИТЕ ЛАДОНИ РУК НА ПОВЕРХНОСТИ, ГДЕ ЕСТЬ ЗНАК
31. ПЕРЕД ПОДКЛЮЧЕНИЕМ ЭЛЕКТРОПИТАНИЯ ДВИГАТЕЛЯ убедитесь, что выключатель находится
в положении OFF (ВЫКЛ).
32. СМ. Главу 7. В ней опубликованы все предупреждающие и информационные знаки.
33. ВНИМАНИЕ! Пыль, образующаяся при обработке некоторых материалов
(полимерные
покрытия, краски и т.д.) может попадать в легкие оператора станка, окружающих и вызывать
тяжелые болезни, такие как рак и другие, быть причиной плохого самочувствия. При частой
работе с такими материалами - обеспечивайте хорошую вентиляцию, соблюдайте режим труда-
отдыха., соблюдайте режим труда-отдыха.

Глава 1. Требования безопасности
1.2. Электрическая безопасность и требования к кабелю питания
ПРЕДУПРЕЖДЕНИЕ: Неправильное подключение заземляющего провода может привести к
опасности поражения электрическим током. Проконсультируйтесь с квалифицированным
электриком, если Вы не уверены, что розетка заземлена. Не модифицируйте вилку, поставляемую
вместе со станком. Никогда не удаляйте заземляющий контакт из вилки. Не используйте
инструмент, если шнур или вилка повреждены. Их ремонт должен производиться
квалифицированным электриком.
Заземленные станки требуют трехжильный кабель питания. По мере удаления от розетки,
необходимо использовать более толстые кабели. Использование кабелей с маленьким сечением
может вызвать серьезное падение напряжения, что приводит к потере мощности мотора и
возможным повреждениям мотора станка. В таблице указаны минимальные сечения кабеля
питания в зависимости от расстояния.
ВНИМАНИЕ: SSC настоятельно рекомендует использовать стабилизатор напряжения во время
работы на станке. Особенно это важно, если станок работает от генератора. Скачки напряжения
могут привести к поломке мотора станка и потери гарантии на него.
Длина кабеля питания, м
I, А
7,6
15
23
31
46
61
< 5
1 мм2
1 мм2
1 мм2
2 мм2
4 мм2
4 мм2
5 - 8
1 мм2
1 мм2
2 мм2
4 мм2
6 мм2
-
8 - 12
2 мм2
2 мм2
4 мм2
6 мм2
-
-
12 - 15
4 мм2
4 мм2
6 мм2
6 мм2
-
-
8
15 - 20
6 мм2
6 мм2
6 мм2
-
-
-
Если Вы используете один кабель для одновременного питания более чем одного
электроинструмента, добавьте паспортную силу тока других устройств и используйте сумму, чтобы
определить требуемый минимальный размер площади сечения провода.
Если Вы используете удлинитель на открытом воздухе, убедитесь, что он пригоден для наружного
использования. Убедитесь, что Ваш кабель правильно подключен и в хорошем состоянии.
Защитите кабель от острых предметов, высоких температур и не используйте станок в сырых или
влажных местах.
ВНИМАНИЕ: При питании нескольких электроинструментов от одного источника (генератора
или промышленной сети), обратите внимание на значения пускового напряжения. Скачки
напряжения могут повредить электрический мотор Вашего станка.
1.3. Защита от короткого замыкания
Станки SSC должны быть подключены только в электрические цепи, которые имеют устройство
защиты от короткого замыкания, расположенное впереди станка в цепи, в соответствии с
местными нормами и правилами.
Общие рекомендации для всех моделей станков: УЗО 220 VAC, 10 A
Глава 2. Сборка и настройки станка
С завода Ваш станок SSC поставляется собранным и правильно настроенным. Для начала
использования станка, необходимо только смонтировать следующие части:
Систему противовеса (на станках C4, C5, станках серии H и SR5)
Мотор (на всех станках, кроме моделей 6400/6800, 7400/7400XL и SR5/SR5U)
Держатель кабеля питания (на всех станках, кроме моделей 7400/7400XL)
Если Вы также заказали дополнительные аксессуары, такие как, например: стойка станка,
колесики или систему сбора пыли - Вы найдете инструкции по монтажу, вложенные в коробки с
данными устройствами (также на последних страницах данного руководства)
2.1. Инструменты, необходимые для монтажа
ПРИМЕЧАНИЕ: Дополнительные инструменты могут потребоваться для установки аксессуаров.
7/16" ключ
9/16" ключ (для стойки станка)
5/8” ключ
3/4" ключ (для колесиков)
9/16" лезвие ключ (входит в комплект)
2.2. Требования к окружающему рабочему пространству
Для обеспечения условий безопасной эксплуатации необходимо установить инструмент в хорошо
освещенной области. Необходимо ликвидировать все тени, которые могут повлиять на четкое
изображение рабочей области. Не располагайте станок во влажном или сыром месте, или в месте,
9
где он может подвергаться воздействию окружающей среды (дождя, снега …).
Если станок будет работать в закрытом помещении, то SSC рекомендует устанавливать системы
сбора пыли. Избегайте взрывоопасных сред (газообразных паров, пыли или горючих материалов).
Дети и подростки не должны иметь доступ в рабочую зону.
ПРИМЕЧАНИЕ: средний уровень шума от форматно-раскроечных и фрезерных станков SSC не
превышает 80 дБ.
2.3. Распаковка оборудования
1. Удалите все защитные упаковочные материалы со станка и дополнительных аксессуаров.
2. Одна или несколько коробок прикреплены к раме станка (например, коробка с мотором,
противовесом или держателем кабеля питания). Снимите их, для последующей установки.
2.4. Сборка станка
2.4.1. Установка противовеса (если необходимо, для станков: C4/C5, станков серии H и SR5)
ВАЖНО: Для снижения риска получения травмы или повреждения компонентов, не пытайтесь
разбирать или ремонтировать противовес. Не вытягивайте трос противовеса.
Глава 2. Сборка и настройки станка
Трос находится под сильным натяжением. Прежде чем удалить зажим троса, убедитесь, что
блок противовеса надежно прикреплен к станку.
Противовес используется на моделях С4, С5 , всех моделях серии H и SR5 , чтобы компенсировать
вес пильного или фрезерного узла. Другие модели используют закрытую систему противовеса,
которая устанавливается на заводе. Противовес прилагается к станку, и находится в коробке с
пометкой "Saw Motor". Распакуйте коробку и снимите два 1/4-20 х 1/2" крепежных винта, гайки и
шайбы с рамы противовеса. Не снимайте болт и гайку, расположенные на самом тросе.
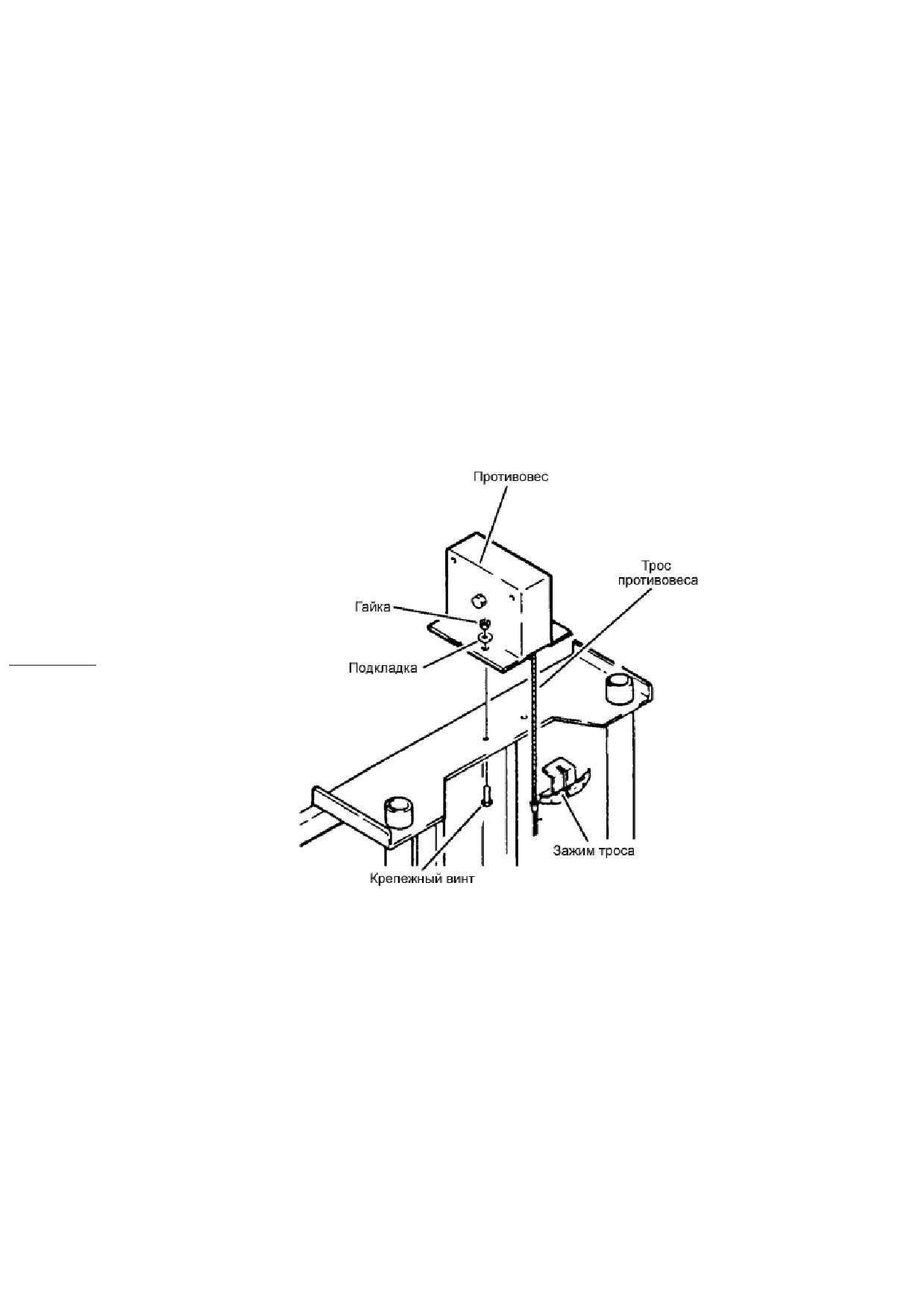
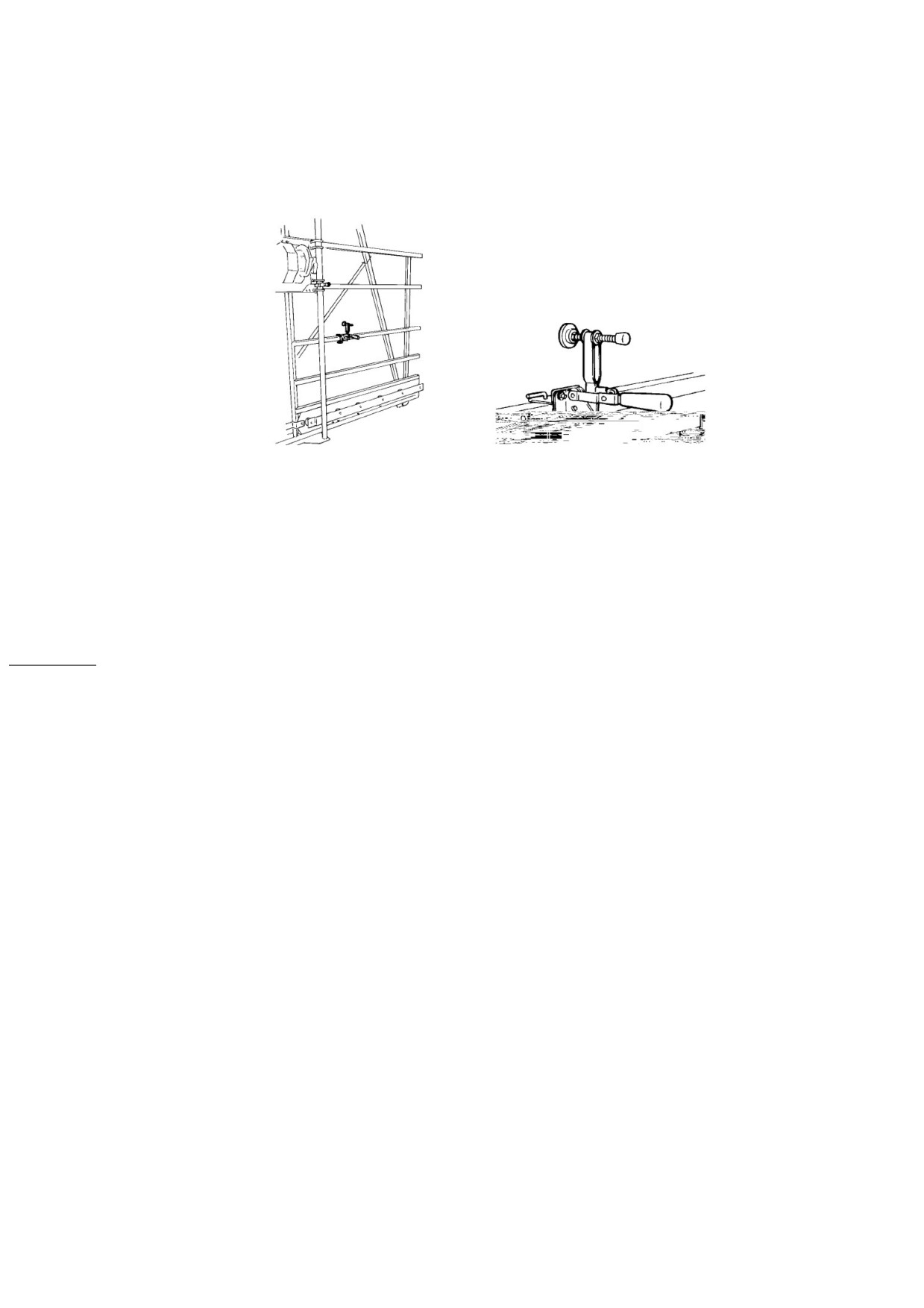
1. Извлеките конец троса от внутренней части противовеса. Установите противовес на верхней
части рамы станка, слегка смещая от центра либо влево или вправо, таким образом, чтобы трос
был выровнен по вертикали с овальным отверстием в верхней части пильного / фрезерного узла.
(см. РИС 1).
2. Закрепите противовес к верхней части рамы станка при помощи двух винтов, шайб и гаек.
Надежно затяните гайки.
10
РИС.1. Установка противовеса
3. Поддерживайте пильный узел, пока Вы ослабляете красный замок пильного узла (см. РИС. 11 -
РИС. 16). Поднимите пильный узел, пока отверстие в верхней части пильного узла не совпадет с
крепежным отверстием на конце троса противовеса. Убедитесь, что трос противовеса находится
сзади пильного узла. Затем зафиксируйте замок пильного узла.
4. Держите конец троса сзади пильного узла. Снимите крепежный болт и гайку с конца троса, и с
их помощью соедините конец троса с овальном отверстием на пильном узле. Надежно затяните
гайку (см. РИС. 2).
Глава 2. Сборка и настройки станка

РИС. 2. Крепление противовеса к пильному узлу
5. Ослабьте замок пильного узла и опустите его вниз, пока зажим троса не откроется полностью,
закройте замок пильного узла. Снимите зажим с троса противовеса и сохраните его для
дальнейшего использования (например, если Вы будете снимать противовес в будущем, Вам
понадобится данный зажим, для того чтобы поддержать натяжение троса в противовесе).
2.4.2. Установка станка в вертикальное положение
11
Поставьте станок в вертикальном положении в его рабочем месте (т.к. станки относительно
тяжелые, то данную операцию необходимо производить как минимум 2 рабочим). Для того чтобы
избежать опрокидывания станка, надежно закрепите его к полу или к стене.
Если Вы дополнительно приобрели раму станку, установите ее сейчас. Выполняйте положения
инструкции по монтажу, вложенную в упаковку рамы (данная инструкция также повторяется в
конце данного руководства).
ПРЕДУПРЕЖДЕНИЕ: Станок без рамы должен располагаться вдали от мест, где он может случайно
опрокинулся.
2.4.3. Установка мотора
2.4.3.1. Модели C4, C5, H4, H5, H6, H7
Мотор станка находится внутри коробки с пометкой "Saw Motor". Он поставляется с двумя
шайбами, тремя гайками и одним крепежным болтом. Снимите эти крепежные элементы с
мотора, для того, чтобы поставить его на поворачивающуюся раму пильного узла (см. РИС. 3).

Глава 2. Сборка и настройки станка
РИС. 3. Установка мотора на станки С4, С5, H4, H5, H6, H7
1. Ослабьте замок пильного узла, опустите и зафиксируйте его на удобной Вам высоте.
2. Установите мотор на раме пильного узла, вставив шпильки (6) на моторе в отверстия на
поворотной раме (5). См. РИС. 3 . Установите шайбы и гайки (7), и вручную затяните их.
12
3. Кронштейн (8), который расположен на ручке, имеет одно отверстие. Поместите прокладку (9)
между кронштейном на раме и кронштейном на ручке мотора. Совместите это отверстие с
отверстием в поворотной раме, как это показано на РИС. 3 и вставьте болт (10). Установите гайку,
и вручную затяните.
4. Убедитесь, что винт (11) на моторе находится на одном уровне с поворотной рамой, как
показано на рисунке. Этот винт (11) устанавливается на заводе и не требует регулировки.
5. Сначала затяните две нижние гайки (7), только потом одну верхнюю (10).
2.4.3.2. Модели 6400, 6800, P7
Данные модели поставляются с завода с полностью смонтированным пильным узлом.
2.4.3.3. Модели 7400, 7400XL
Данные модели поставляются с завода с полностью смонтированным пильным узлом.

Глава 2. Сборка и настройки станка
2.4.3.4. Модели SR5, SR5U, SR5UA. Установка платформы с фрезерным или пильным мотором
1. Установите нижнюю часть платформы фрезерного или пильного мотора на раме за двумя
клипсами, расположенными на нижней части поворотной рамы.
2. Совместите верхнюю часть платформы с верхней части поворотной рамы, так чтобы
совместились их крепежные отверстия.
3. Прикрепите верхнюю часть платформы с мотором к поворотной раме, при помощи двух
барашковых винтов с красной головкой.
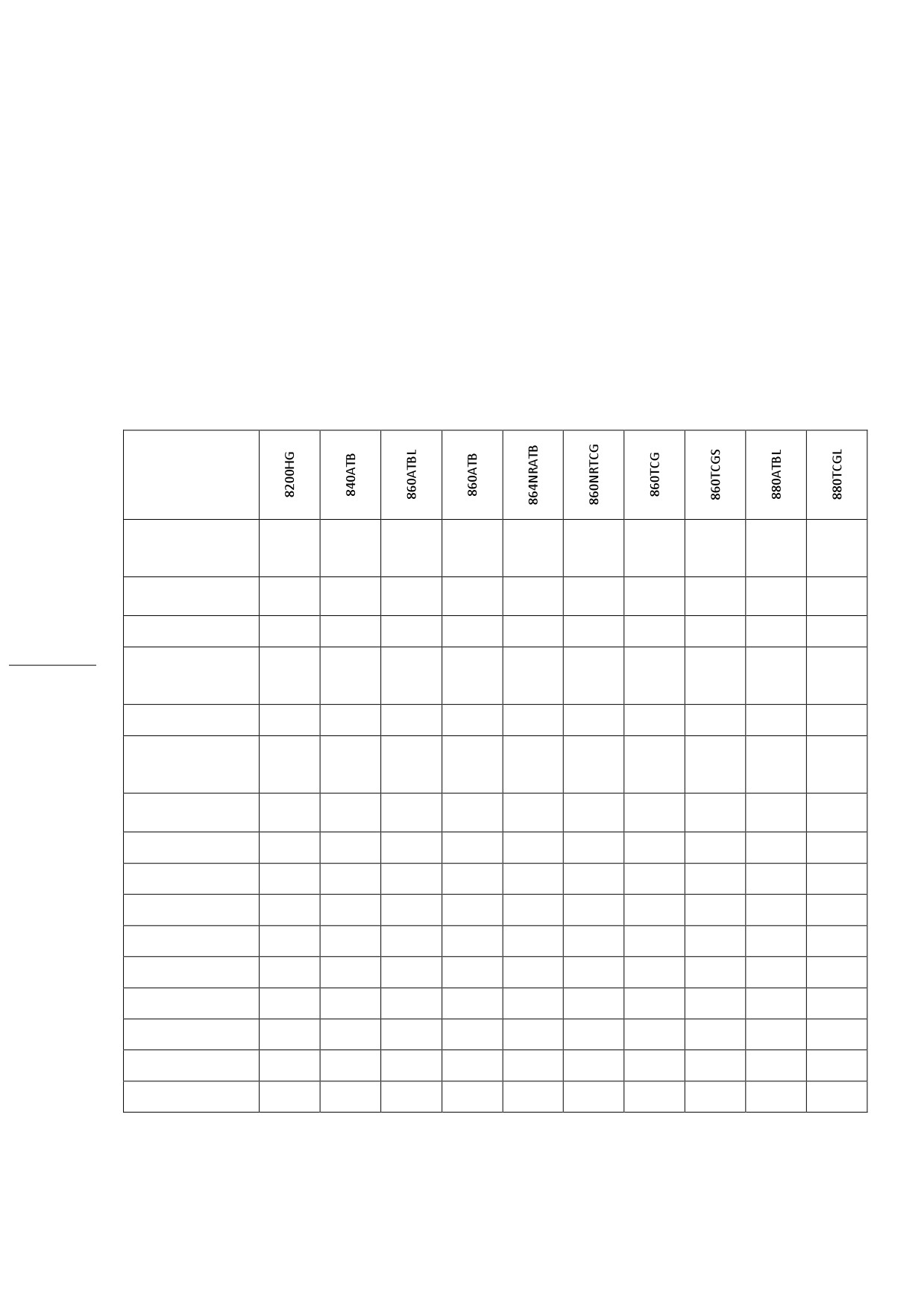
2.4.3.5. Модели 3400, TR2
Распакуйте платформу с фрезерным мотором и просто закрепите его винтами на
поворачивающейся раме станка. Дополнительных настроек не требуется.
13
РИС. 4. Установка платформы с фрезерным мотором (показана модель 3400)
2.4.4. Установка пильного диска (модели станков: C4, C5, H4, H5, H6, H7, SR5, SR5U, SRUA)
1. Выберите нужный пильный диск
ВАЖНО: Поскольку пильный диск должен быть правильно подобран и соответствовать материалу,
SSC не предоставляет его в качестве стандартного оборудования. Неправильный выбор диска
может привести к снижению срока службы станка, низкого качества и неточным распилам.
Проконсультируйтесь с Вашим техническим специалистом или с дилером SSC, для того чтобы
определить наиболее подходящий для Ваших нужд пильный диск.
2. Закрепите пильный узел на удобной для Вас высоте. Удерживая замок шпинделя
(16)
(находится на нижней стороне мотора), необходимо снять прижимной болт (12) (см. РИС. 5) с
мотора, поворачивая его против часовой стрелки. Извлеките внешнюю прижимную прокладку
(13), но оставьте внутреннюю (14) на шпинделе.
Глава 2. Сборка и настройки станка
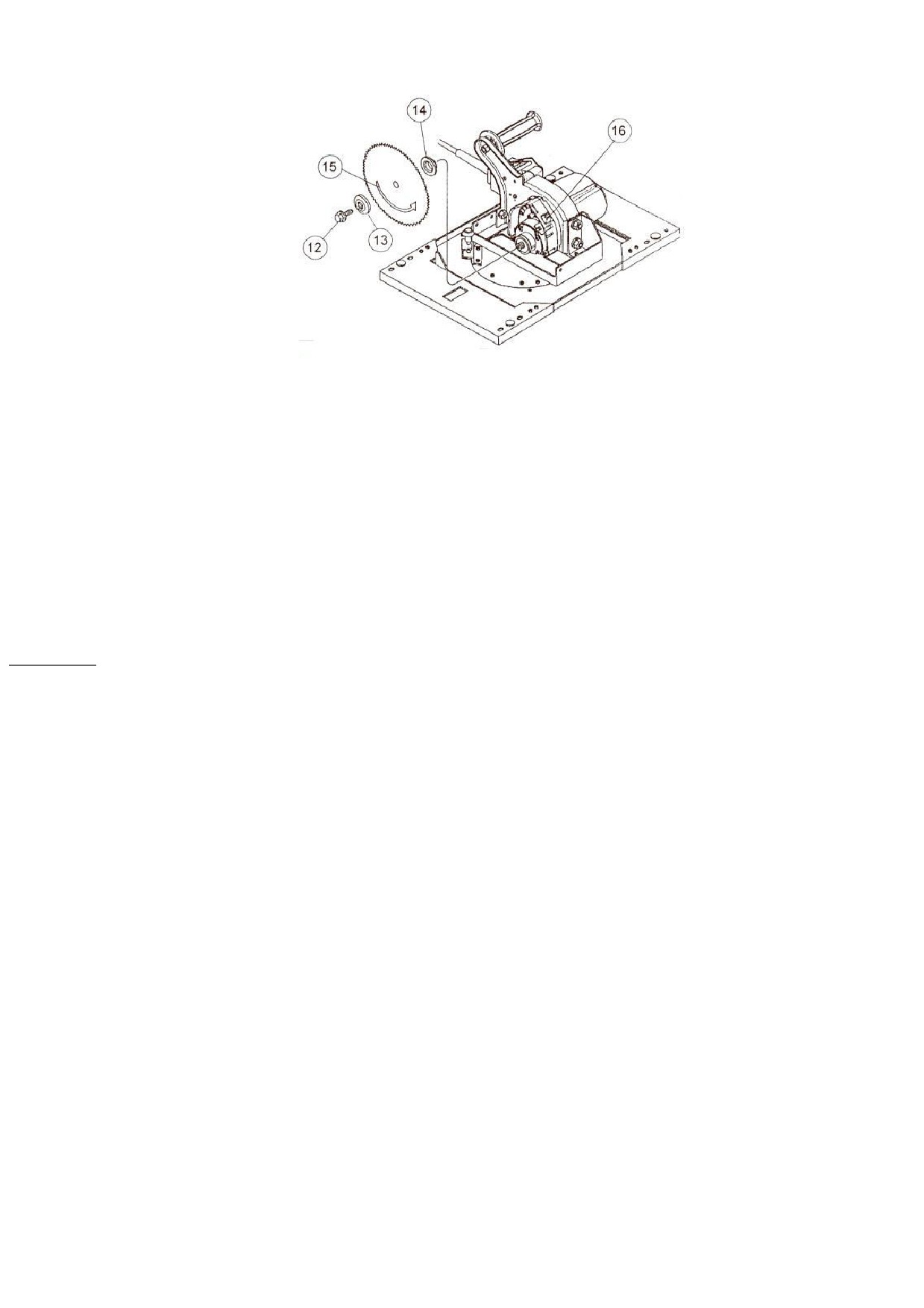
РИС. 5. Установка пильного диска
3. Закрепите пильный узел на удобной для Вас высоте. Удерживая замок шпинделя
(16)
(находится на нижней стороне мотора), необходимо снять прижимной болт (12) (см. РИС. 5) с
мотора, поворачивая его против часовой стрелки (модели станков С4, С5, H4, H5, H6) или по
часовой стрелке (модели 6400 и 6800).. Извлеките внешнюю прижимную прокладку (13), но
оставьте внутреннюю (14) на шпинделе.
4. Установите пильный диск на шпиндель. Стрелка должна указывать против часовой стрелки, как
показано на РИС. 5 (15).
5. Установите внешнюю прижимную прокладку (13) и вручную прижимной болт (12). Чтобы
14
шпиндель не проворачивался, в то время как Вы затягиваете прижимной болт (12), необходимо
держать нажатой кнопку фиксатора шпинделя (16).
Используйте специальный набор гаечных ключей, поставляемых со станком, надежно затяните
болт по часовой стрелке.
6. Ослабьте замок пильного узла, чтобы он вернулся наверх.
ВНИМАНИЕ: Для снижения риска получения травмы, не работайте на станке без установленного
защитного кожуха пильного диска.
2.4.5. Установка защитного кожуха пильного диска
ПРИМЕЧАНИЕ: Модели станков 7400 и 7400XL не имеют отдельного защитного кожуха пильного
диска.
Защитный кожух (см. РИС. 6 или РИС. 7) пильного диска находится в коробке с маркировкой "Saw
Motor". Никогда не работайте на станке без установленного пильного диска. Это может
привести к серьезным травмам. В зависимости от модели, защитный кожух поставляется с двумя
или тремя барашковыми винтами с красной головкой (22). Снимите гайки для установки
защитного кожуха. Не забудьте оставить резиновые шайбы на винтах, так как они препятствуют
произвольному скольжению фиксирующих гаек.

Глава 2. Сборка и настройки станка
Прикрепите защитный кожух к пильному узлу, как показано (21) на РИС. 6 и РИС. 7.
РИС. 6. Установка защитного кожуха пильного диска (модели станков: C4, C5, H4, H5, H6, H7)
15
РИС. 7. Установка защитного кожуха пильного диска (модели станков: 6400, 6800)
2.4.6. Установка фрезы (модели станков: 3400,TR2, SR5, SR5U, SR5UA)
Отключите электропитание станка.
1. Опустите и зафиксируйте на нужной высоте пильный узел (с установленным фрезерным
мотором).
2. Ослабьте гайку на базе фрезерного мотора.
3. Поверните мотор против часовой стрелки, и снимите его.
4. Используя входящий в комплект поставки ключ, ослабьте зажимной патрон и выньте фрезу.
5. Установите новую фрезу и надежно затяните зажимной патрон.
Глава 2. Сборка и настройки станка
2.4.7. Настройка линейки для поперечного разреза (для форматно-раскроечных станков)
Станки имеют одну поперечную и две продольные (по одной на каждой стороне пильного узла)
линейки. Поперечная линейка установлена на заводе и не требует настройки, тогда как обе
продольные необходимо настроить в зависимости от установленного пильного диска. Установите
пильный диск, информация по настройке находится в главе 3.3.8. “ Настройка линейки для
поперечного разреза” данного руководства по эксплуатации.
ПРИМЕЧАНИЕ: После того, как станок полностью собран, Вы можете сделать простой разрез,
чтобы убедиться, что линейки настроены правильно.
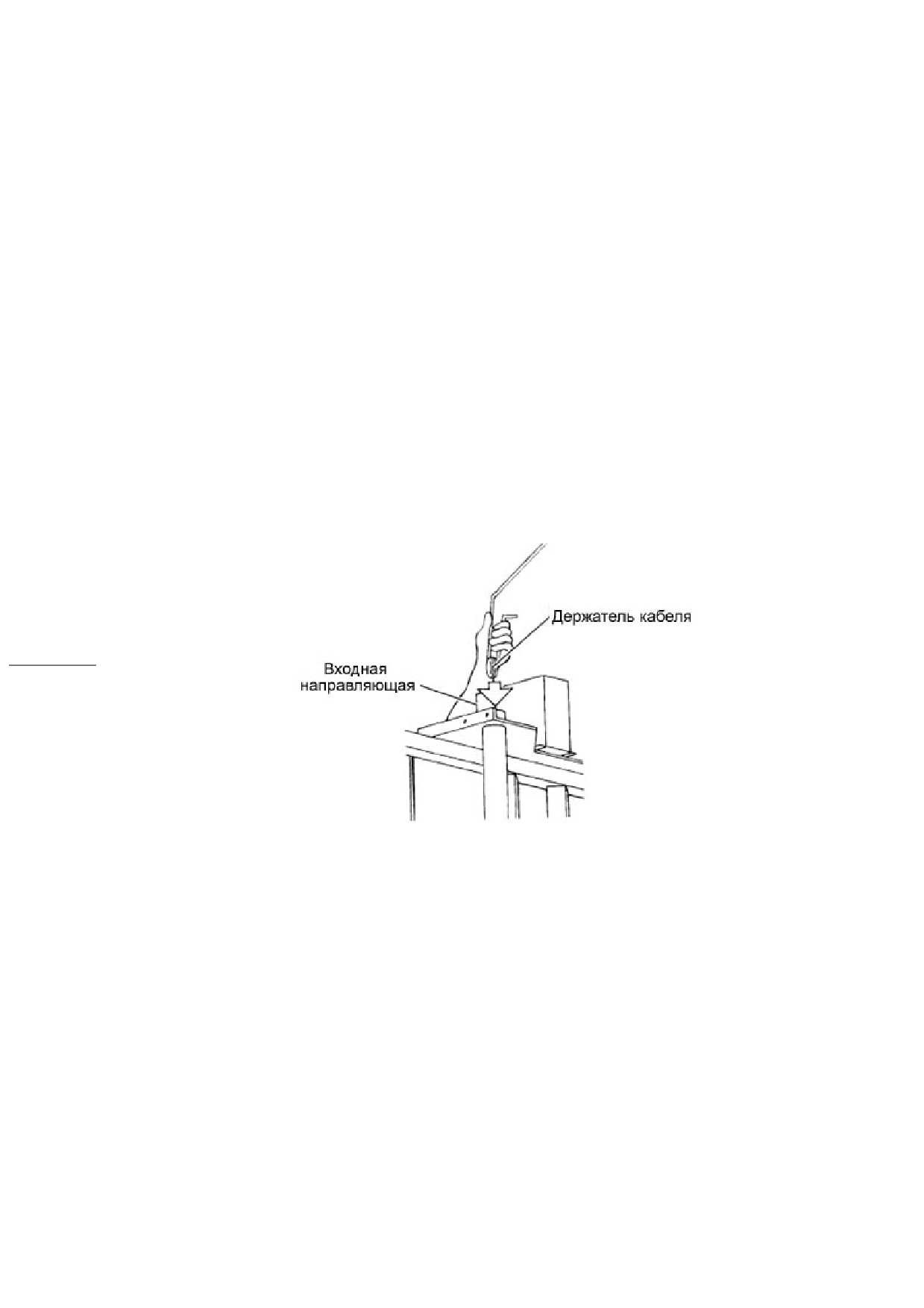
2.4.8. Установка держателя кабеля питания
Держатель кабеля питания необходим для удобства и безопасности. Он не дает кабелю питания
попасть в зону распила. (Модели 7400 и 7400XL имеют встроенный держатель кабеля питания).
1. Сведите концы держателя кабеля питания вместе, как показано на РИС. 8, и опустите его в одну
из направляющих. Аккуратно отпустите концы.
16
РИС. 8. Установка держателя кабеля питания
2. Выньте резиновый замок из кольца держателя. См. РИС. 9. Размотайте кабель питания,
отсоедините его от мотора и проденьте через кольцо держателя.
3. Опустите пильный узел в максимально низкое положение (См. РИС. 9) и натяните кабель
питания. Затем установите резиновый замок кабеля обратно в кольцо держателя.
4. Верните пильный узел в начальное положение.
ПРИМЕЧАНИЕ: Если кабеля слишком много и он провисает или наоборот его не хватает, то нужно
настроить его длину заново.

Глава 2. Сборка и настройки станка
РИС. 9. Установка держателя кабеля питания
17
РИС. 10. Основные компоненты форматно-раскроечного или фрезерного станка (модель H5)
РИС. 11. Основные компоненты пильного узла (модель С4, С5, все станки серии H)
Глава 2. Сборка и настройки станка

РИС. 12. Основные компоненты пильного узла (станки 6400, 6800)
18
РИС. 13. Основные компоненты пильного узла (станки 7400, 7400XL)
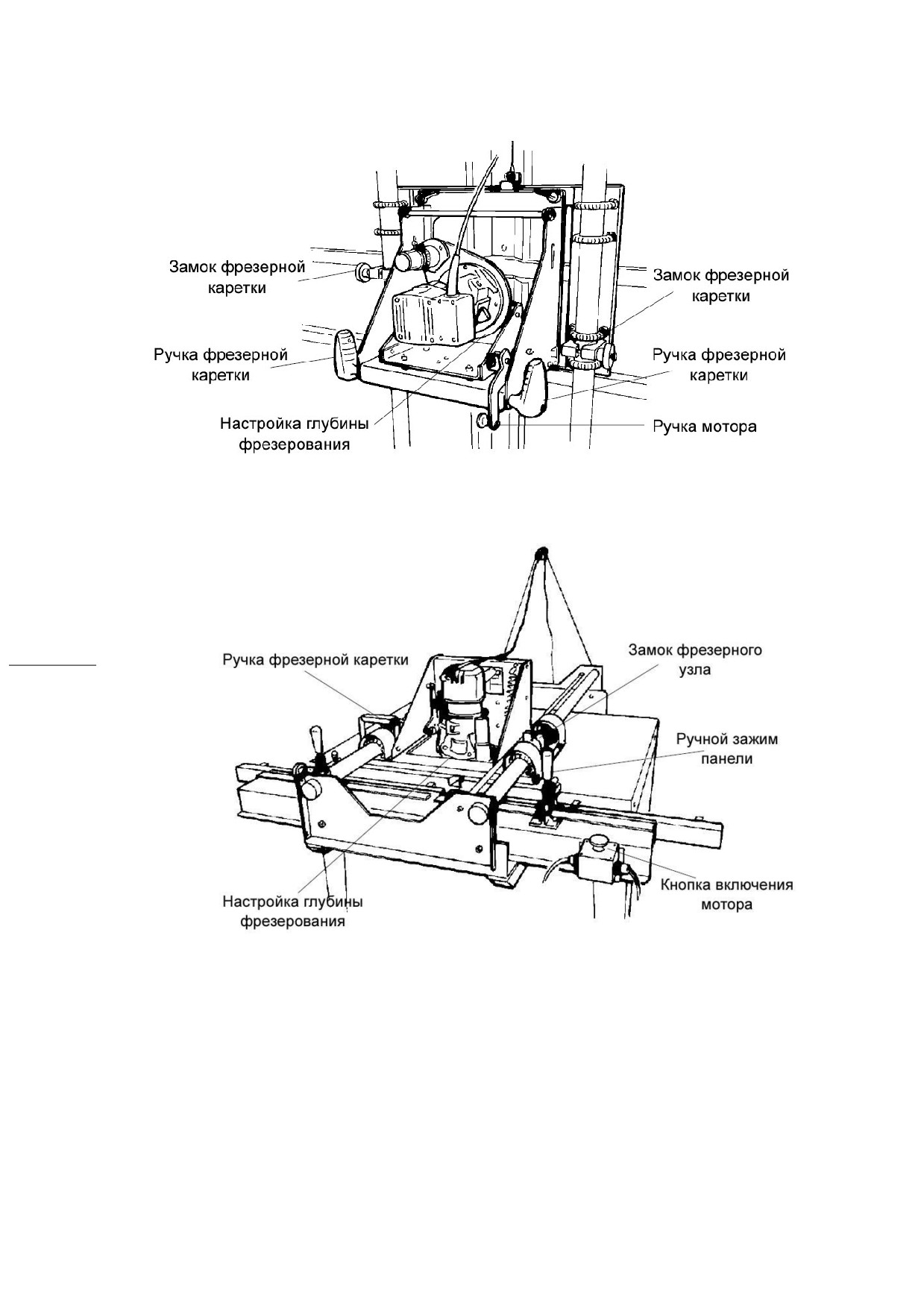
РИС. 14. Основные компоненты пильного узла (станки 3400, SR5U)
Глава 2. Сборка и настройки станка
РИС. 15. Основные компоненты фрезерного узла (станки 3400, SR5)
19
РИС. 16. Основные компоненты горизонтального фрезерного станка TR2

Глава 3. Работа на станке
3.1. Ограничения оборудования
Маленькие размеры обрабатываемого материала
Форматно-раскроечные и фрезерные станки SSC не рекомендуется использовать для обработки
деталей, которые меньше, чем размеры мотора. Никогда не обрабатывайте детали, настолько
маленькие, что необходимо подсовывать руку под мотор, для того, чтобы прижимать деталь к
раме станка. Для обработки таких деталей используйте более подходящие инструменты, такие
как ручная пила.
Максимальная величина поперечного распила / фрезеровки
Модель
Максимальная высота
С4
50 in. (1270 мм)
H4
50 in. (1270 мм)
C5/H5
64 in. (1625 мм)
H6
73 in. (1850 мм)
H7
84 in. (2133 мм)
6400
64 in. (1625 мм)
6800
73 in. (1850 мм)
P7
84 in. (2133 мм)
7400
64 in. (1625 мм)
7400XL
64 in. (1625 мм)
SR5
62 in. (1575 мм)
20
3400
62 in. (1575 мм)
TR2
36 in. (910 мм)
Ограничения по толщине обрабатываемого материала
Максимальная толщина обрабатываемого материала для станков SSC:
55 мм на моделях 7400 и 7400XL
45 мм на всех остальных станках
SSC рекомендует дополнительное оборудование Hold-Down Bar (поддерживающая планка) для
обработки материалов тоньше 19 мм.
Ограничения по поперечному распилу / фрезерованию
При поперечном (вертикальном) распиле / фрезеровки для точной и аккуратной обработки,
деталь должна поддерживаться как минимум 2-мя роликами (РИС. 22). При использовании
дополнительного устройства Midway Fence (серединная планка), деталь должна поддерживаться
как минимум 26,6 мм с каждой стороны серединной планки (РИС. 23)
Обрабатываемая панель не должна выступать больше чем на 1.5 м за последний ролик (для
моделей C4 / C5 - 0,6 м). При обработке более длинных деталей, SSC рекомендует использовать
дополнительное устройство - Frame Extensions (расширение рамы) (РИС. 36).
Глава 3. Работа на станке
Ограничения по продольному распилу / фрезерованию
Минимальные размеры детали для продольного распила / фрезирования - 790 мм, таким
образом, панель будет поддерживаться как минимум 4-мя роликами. Детали с длиной меньше
1220 мм, можно повернуть на 90 градусов и обработать поперечно. При обработке длинных
деталей, SSC рекомендует использовать дополнительное устройство
- Frame Extensions
(расширение рамы) (РИС. 36).
3.2. Выбор нового пильного диска для форматно-раскроечных станков
Всегда выбирайте подходящий для обрабатываемого материала новый пильный диск.
Неправильный выбор пильного диска приводит к его быстрому износу и плохому качеству
распила.
Материал
Алюминиевые
композитные
x
x
x
материалы
Алюминиевые
x
панели
ДСП
x
x
x
x
x
21
Панели с
2-мя
лицевыми
x
x
x
x
сторонами
Листовой картон
x
x
Панели
из
твердой
x
x
x
x
древесины
Ламинированные
x
x
x
панели
Мазонит
x
x
x
x
Меламин
x
x
x
Оргстекло
x
x
Фанера
x
x
x
x
x
Поликарбонат
x
x
Полиэстер
x
x
x
Массив дерева
x
x
x
x
x
Шпон
x
x
x
Винил
x
x
x
Всегда поддерживайте диски чистыми и острыми. При использовании затупленного диска
получается низкое качество распила, т.к. диск может задирать кромку.
Глава 3. Работа на станке
Для станков SSC подходят пильные диски с диаметром 200 мм - 210 мм, с установочным
отверстием
5/8"
(16 мм). Минимальная толщина пропила
0,10 "(2,5 мм). Толщина
расклинивающего ножа 1.98 мм, не следует использовать ножи, которые тоньше, чем это
значение. На станках SSC следует использовать пильные диски, только сделанные в соответствии с
EN847-1: 1997.
3.3. Основные операции
3.3.1. Замена пильного диска
Выключите электропитание станка
1. Убедитесь, что оборудование не может случайно включиться. Проверьте, что электропитание
станка выключено, вилка мотора выдернута из розетки
2. Снимите защитный кожух пильного диска (на всех моделях станков, кроме 7400 и 7400XL).
3. Закрепите пильный узел на удобной для Вас высоте. Удерживая замок шпинделя
(16)
(находится на нижней стороне мотора), необходимо снять прижимной болт (12) (см. РИС. 17) с
мотора, поворачивая его против часовой стрелки (модели станков С4, С5, H4, H5, H6) или по
часовой стрелке (модели 6400 и 6800).
4. Извлеките внешнюю прижимную прокладку (13), пильный диск (15) и внутреннюю прижимную
прокладку (14).
22
5. Очистите все элементы от грязи и пыли.
6. Установите внутреннюю прижимную прокладку (14) на шпиндель и новый пильный диск
(стрелка на пильном диске - против часовой стрелки на моделях C4, C5, всех станках серии H; по
часовой стрелке - на моделях 6400 и 6800). Затем установите внешнюю прижимную прокладку
(13) и затяните прижимной болт (12).
7. Установите защитный кожух пильного диска.
8. Верните пильный узел в начальное положение и включите электропитание станка.
РИС. 17. Замена пильного диска

Глава 3. Работа на станке
3.3.2. Снятие и установка защитного кожуха пильного диска
Выключите электропитание станка
ПРИМЕЧАНИЕ: В модели 7400 и 7400XL имеют интегрированный защитный кожух пильного диска.
Пильный диск на данных станках меняется сзади при помощи 2-х специальных ключей.
В зависимости от модели, защитный кожух поставляется с двумя или тремя барашковыми
винтами с красной головкой (22). Снимите гайки для установки защитного кожуха. Не забудьте
оставить резиновые шайбы на винтах, так как они препятствуют произвольному скольжению
фиксирующих гаек.
Прикрепите защитный кожух к пильному узлу, как показано (21) на РИС. 18 и РИС. 19.
23
РИС. 18. Установка защитного кожуха пильного диска (модели станков: C4, C5, H4, H5, H6, H7)
РИС. 19. Установка защитного кожуха пильного диска (модели станков: 6400, 6800)
3.3.3. Замена фрезы
Выключите электропитание станка
1. Опустите и зафиксируйте на нужной высоте пильный узел (с установленным фрезерным
мотором).
Глава 3. Работа на станке
2. Ослабьте гайку на базе фрезерного мотора.
3. Поверните мотор против часовой стрелки, и снимите его.
4. Используя входящий в комплект поставки ключ, ослабьте зажимной патрон и выньте фрезу.
5. Установите новую фрезу и надежно затяните зажимной патрон.
3.3.4. Включение и выключение мотора
Модели станков: С4, С5, все станки серии Н, SR5. Запустите мотор, подняв педальный
выключатель, расположенный под ручкой. Остановите двигатель, опустив этот выключатель.
Модели станков: 6400, 6800, P7, SR5U, SR5UA. Запустите мотор, отжав выключатель СТАРТ-СТОП.
Остановите двигатель, нажав на этот выключатель.
Модели станков: 7400, 7400XL. Запустите мотор, нажав на черную кнопку СТАРТ. Остановите
двигатель, нажав на красную кнопку СТОП.
Модели станков: SR5, SR5U, SR5UA, 3400. На лицевой части фрезерного мотора расположен
переключатель ON/OFF (ВКЛ/ВЫКЛ). Выберите нужное Вам положение переключателя.
Модели станков: горизонтальный фрезерный станок TR2. Запустите мотор, отжав выключатель
СТАРТ-СТОП. Остановите двигатель, нажав на этот выключатель.
3.3.5. Поворот пильного узла для смены направления обработки
24
Модели станков: С4, С5, все станки серии Н, 6400, 6800, P7, SR5, SR5U, SR5UA. Отожмите оба
штифта одновременно, поверните мотор на пильном узле на 90 градусов, до тех пор, пока они не
встанут в соответствующие отверстия.
Модели станков: 7400 и 7400XL. Отвинтите стопорный штифт, и поверните пильный узел на 90
градусов, пока штифт не совместится с соответствующим отверстием на пильном узле. Вверните
стопорный штифт в новое отверстие и затяните его.
Модели станков: 3400 и горизонтальный фрезерный станок TR2. Данные модели - только
фрезерные станки. На них конструктивно не предусмотрены поворотные пильные узлы.
3.3.6. Движение пильного узла вниз и вверх
Модели станков: С4, С5, все станки серии Н. Используйте ручку, расположенную непосредственно
на моторе.
Модели станков: 6400, 6800, P7. Используйте ручку, расположенную в правом верхнем углу
пильного узла.
Модели станков: 7400, 7400XL. Используйте синюю ручку, расположенную справа от мотора.
Модели станков: SR5, SR5U, SR5UA. Используйте ручку, расположенную в правом верхнем углу
пильного узла.
Глава 3. Работа на станке
Модели станков:
3400 и горизонтальный фрезерный станок TR2. Используйте ручку,
расположенную справа от мотора перед направляющей.
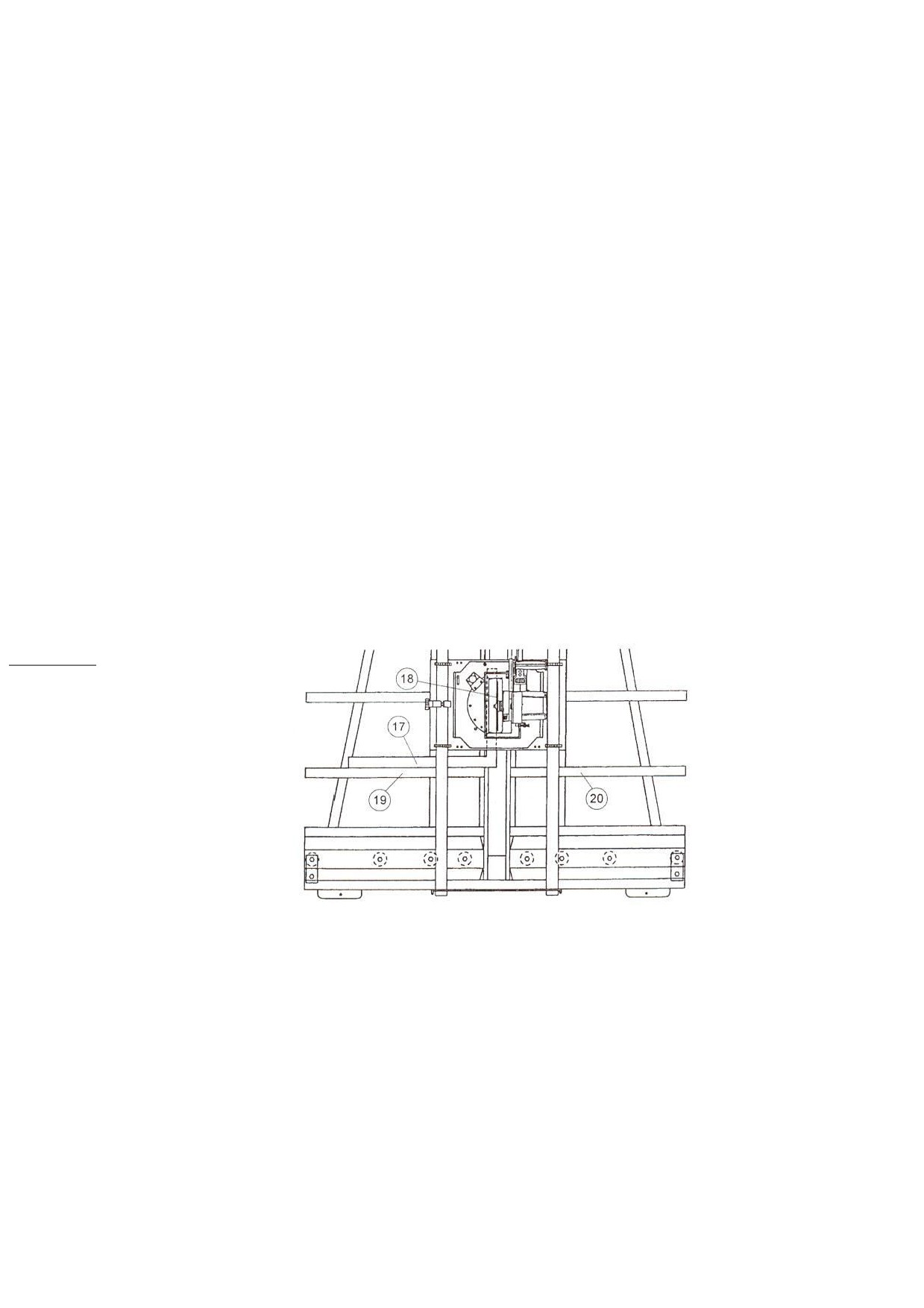
3.3.7. Фиксирование пильного узла на определенной высоте
Для того, чтобы фиксировать пильный узел на определенной высоте необходимо вручную
затянуть красный барашковый винт, расположенный:
На моделях С4, С5, всех станках серии Н - на левой направляющей
На моделях 6400, 6800 и P7 - на правой направляющей
На моделях 7400 и 7400XL - на левой направляющей
На всех фрезерных станках - на обоих направляющих
3.3.8. Настройка линейки для поперечного разреза
Станки имеют одну поперечную и две продольные (по одной на каждой стороне пильного узла)
линейки. Поперечная линейка установлена на заводе и не требует настройки, тогда как обе
продольные необходимо настроить в зависимости от установленного пильного диска. Убедитесь,
что диск установлен, прежде, чем производить нижеуказанные действия.
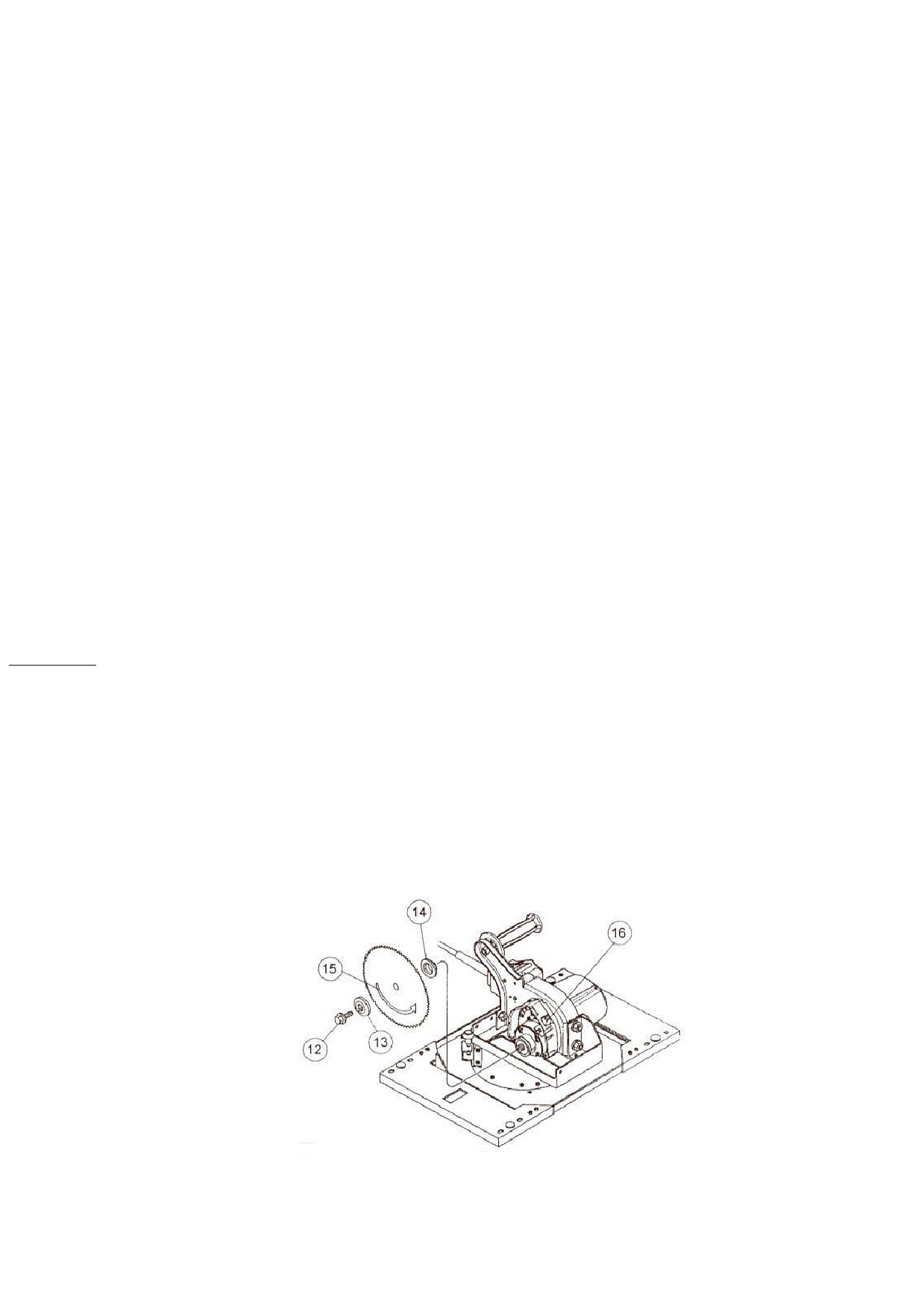
1. Снимите защитный кожух (18) пильного диска
2. Ослабьте замок пильного узла и опустите его, как показано на РИС. 20.
25
РИС. 20. Настройка поперечных линеек
3. Используйте обычный канцелярский треугольник или прямой угол (17), со стороной не менее
356 мм. Совместите одну сторону прямого угла треугольника с пильным диском, а вторую с
горизонтальной линейкой. Двигайте линейку (19) до тех пор, пока значения на линейке и
треугольника не совпадут. Горизонтальные линейки удерживаются магнитом, но Вы
дополнительно можете закрепить ее прозрачной клейкой лентой к раме станка.
4. Повторите действия пункта 3 с горизонтальной линейкой на второй стороне (20).
Глава 3. Работа на станке
5. Установите защитный кожух пильного диска обратно и сделайте контрольный распил, чтобы
проверить точность настроек.
3.3.9. Настройка глубины фрезерования
Отрегулируйте ручку управления фрезерным мотором и шпиндель с фрезой, так чтобы коническая
база с фрезой останавливалась над поверхностью обрабатываемого материала на расстоянии в
3,2 мм. Если не настроить фрезерный мотор (по глубине), то это может привести к его поломке и
неправильной обработки (по глубине фрезерования) материала.
3.3.10. Настройка расклинивателя на станках 7400, 7400XL
26
РИС. 21. Расклиниватель на станках 7400 и 7400XL
Станки
7400 и
7400XL имеют дополнительный расклиниватель панели
(см. РИС.
21),
установленный на вертикальной направляющей слева от пильного узла. Расклиниватель
поддерживает верхнюю часть обрабатываемой панели от провисания вниз и препятствует
защемлению пильного диска при продольных распилах справа-налево. Отрегулируйте
расклиниватель по вертикали, и зафиксируйте его на необходимом месте барашковым винтом.
Когда расклиниватель не используется, переместите его на самый верх.
3.3.11. Использование системы подреза на станках 7400, 7400XL
Дополнительное оборудование для станков серии 7400 и 7400XL - система подреза панели,
включает в себя тонкий нож из карбида, который срезает верхний слой панели строго по одной
линии с основным пильным диском. Систему подреза легко регулируется по ширине пропила, в
зависимости от установленного пильного диска. Дополнительную информацию по эксплуатации и
настройке смотрите в соответствующей инструкции.
3.4. Советы по эксплуатации
Для гладких и чистых распилов, необходимо использовать острые промышленные пильные
диски и фрезы с зубчиками из карбида. Тупые, неправильно заточенные лезвия или биты могут
вызвать зазубрины на панели, перегрузку мотора. Если Вы не уверены, что на станок
установлен острый пильный диск или фреза, лучше заменить оснастку на новую.
Глава 3. Работа на станке
При горизонтальных распилах, когда Вы двигаете обрабатываемую панель, и при вертикальных
распилах, когда Вы двигаете пильный узел вверх-вниз, делайте это медленно, без лишних
усилий и, если это возможно, без остановок. Лишнее усилие на панели (при горизонтальных
распилах) или на пильном узле (при вертикальных распилах) приводит к быстрому износу
пильного диска / фрезы, плохому качеству распила, дополнительной нагрузки на мотор.
Будьте осторожны, когда Вы опускаете панель на поддерживающие ролики (на раме станка).
Во избежание поломок поддерживающих роликов, не бросайте тяжелые панели на них.
При распилах, для достижения максимально чистого разреза, рекомендуется располагать
панель задней стороной лицом к Вам.
Подача материала при распилах должна всегда осуществляться против направления вращения
пильного диска.
Станки SSC предназначены для обработки больших панелей. Когда общий размер панели
становится все меньше и меньше, используйте другие виды инструментов для обработки
панели. Это и безопаснее и удобнее.
При обработки панелей на вертикальных фрезерных станках (3400, SR5, SR5U, SR5UA), всегда
старайтесь подавать панель справа налево (при горизонтальной обработке) и сверху вниз (при
вертикальной обработке)
При обработки маленьких по размеру панелей на вертикальных фрезерных станках (3400, SR5,
SR5U, SR5UA), используйте дополнительный аксессуар MIDWAY FENCE (серединная планка),
или установите станок выше над полом.
Регулярно обслуживайте Ваш станок (см. Главу "Техническое обслуживание”)
27
3.5. Порядок Работы: Поперечный распил
Поперечный распил представляет собой вертикальный разрез панели, который проводится сверху
до низу обрабатываемой панели, как показано на РИС. 22 или 23. (См. также “Общие советы по
эксплуатации” и “Ограничения оборудования”).
ВНИМАНИЕ: Для того, чтобы снизить риск получения травмы, не кладите руки на или под пильный
узел или на пути пильного диска.
1. Поместите пильный узел в вертикальную позицию (пильный диск в вертикальном положении).
См. Главу 3, раздел 3.3.5 “Поворот пильного узла для смены направления обработки”
2. Ослабьте замок пильного узла и переместите его на самый верх направляющих
3. Поместите панель наверх поддерживающих роликов. Делайте это аккуратно и не кидайте
панель на ролики, т.к. это может их повредить
4. Переместите панель на нужную позицию, используя линейки или системы Stop Bar (стопперы)
или Quick Stop, которые поставляются отдельно
5. Убедитесь, что обрабатываемая панель правильно поддерживается и устойчиво стоит на
поддерживающих роликах станка. См. также раздел
“Ограничения оборудования”.
Обрабатываемая панель может придерживаться одной рукой; но не беритесь за панель так, что
Ваша рука окажется позади пильного узла или на пути пильного диска

Глава 3. Работа на станке
6. Запустите мотор (см. Глава 3, раздел 3.3.4. “Включение и выключение мотора”). Необходимо,
чтобы мотор достиг рабочей скорости до начала распила
7. Когда мотор достигнет рабочей скорости, медленно и плавно потяните за ручку пильного узла
вниз, так что пильный диск проходил сквозь панель. Одну руку всегда держите на ручке пильного
узла. Не прилагайте дополнительных усилий на пильный узел, это может привести к
заклиниванию пильного диска. Если пильный диск заклинило в обрабатываемой панели, то
выключите мотор, поднимите его наверх, перезапустите мотор и заново начните распил.
8. Когда распил будет закончен, удалите отрезанную часть панели
9. Когда распил будет закончен, выключите мотор и подождите, пока пильный диск полностью
остановиться. Уберите вторую часть панели со станка, поднимите пильный узел на самый верх
направляющих и закройте замок пильного узла.
10. Когда производится отрез части панели с шириной меньше, чем 25,4 мм (см. РИС. 26)
убедитесь, что гаситель вибраций
(расположен внутри защитного кожуха пильного диска)
расположен на рабочей части панели, а не на отрезаемой (шириной меньше, чем 25,4)
ПРЕДУПРЕЖДЕНИЕ: после распила, прежде чем поднимать пильный узел наверх, всегда
дождитесь полной остановки пильного диска. Иначе, вращающийся по инерции, пильный диск
может испортить края панели.
28
РИС. 22. Поперечный разрез (панель должна
РИС. 23. Поперечный разрез с использованием
стоять как минимум на 2-х поддерживающих
дополнительного оборудования MIDWAY FENCE
роликах)
(серединная планка)

Глава 3. Работа на станке
3.6. Порядок Работы: Продольный распил
Продольный или горизонтальный распил может быть сделан как слева направо, так и справа
налево, как показано на РИС. 24 и РИС. 25. Продольные распилы производятся перемещением
панели на поддерживающих роликах, в направлении стрелки нанесенной на пильном узле.
ПРЕДУПРЕЖДЕНИЕ: для уменьшения риска получения травмы, продольный распил панели всегда
должен производиться по направлению стрелки, нанесенной на пильном узле.
1. Прежде, чем начать работу, убедитесь, что с обеих сторон станка имеется достаточно
свободного места для данной работы.
2. Выберите направление продольного распила, справа налево или слева направо. Затем
поверните пильный узел на 90 градусов в нужном направлении (См. Главу 3, раздел 3.3.5
“Поворот пильного узла для смены направления обработки”). По умолчанию на заводе, станок
настроен на направление распила справа налево.
3. Установите пильный узел на нужной высоте, используя вертикальную линейку. Для этого
ослабьте замок пильного узла, опустите его на нужную высоту и закройте замок.
4. Запустите мотор (см. Глава 3, раздел 3.3.4. “Включение и выключение мотора”). Необходимо,
чтобы мотор достиг рабочей скорости до начала распила.
5. Аккуратно опустите панель на поддерживающие ролики и медленно, плавно двигайте панель
на роликах по направлению стрелки на пильном узле. Затем, перейдите на другую сторону станка
29
и, держась за верхнюю часть панели, аккуратно тяните панель до конца распила.
6. Когда работа будет закончена, выключите мотор, поверните пильный узел в вертикальное
положение и верните его наверх. Закройте замок пильного узла.
7. Когда производится отрез части панели с шириной меньше, чем 25,4 мм (см. РИС. 26)
убедитесь, что гаситель вибраций
(расположен внутри защитного кожуха пильного диска)
расположен на рабочей части панели, а не на отрезаемой (шириной меньше, чем 25,4).
ПРЕДУПРЕЖДЕНИЕ: после распила, прежде чем поднимать пильный узел наверх, всегда
дождитесь полной остановки пильного диска. Иначе, вращающийся по инерции, пильный диск
может испортить края панели.
РИС. 24. Продольный распил
РИС. 25. Продольный распил с установленной
серединной планкой MIDWAY FENCE
Глава 3. Работа на станке

РИС. 26. Положение гасителя вибраций (показана модель H, в положении поперечного разреза)
3.7. Порядок Работы: Фрезерование
30
1. Выберите нужное положение каретки с фрезерным мотором по высоте (при горизонтальной
обработке) и зафиксируйте ее.
2. На фрезерном моторе настройте необходимую глубину обработки (см. Главу 3, 3.3.9. Настройка
глубины фрезерования).
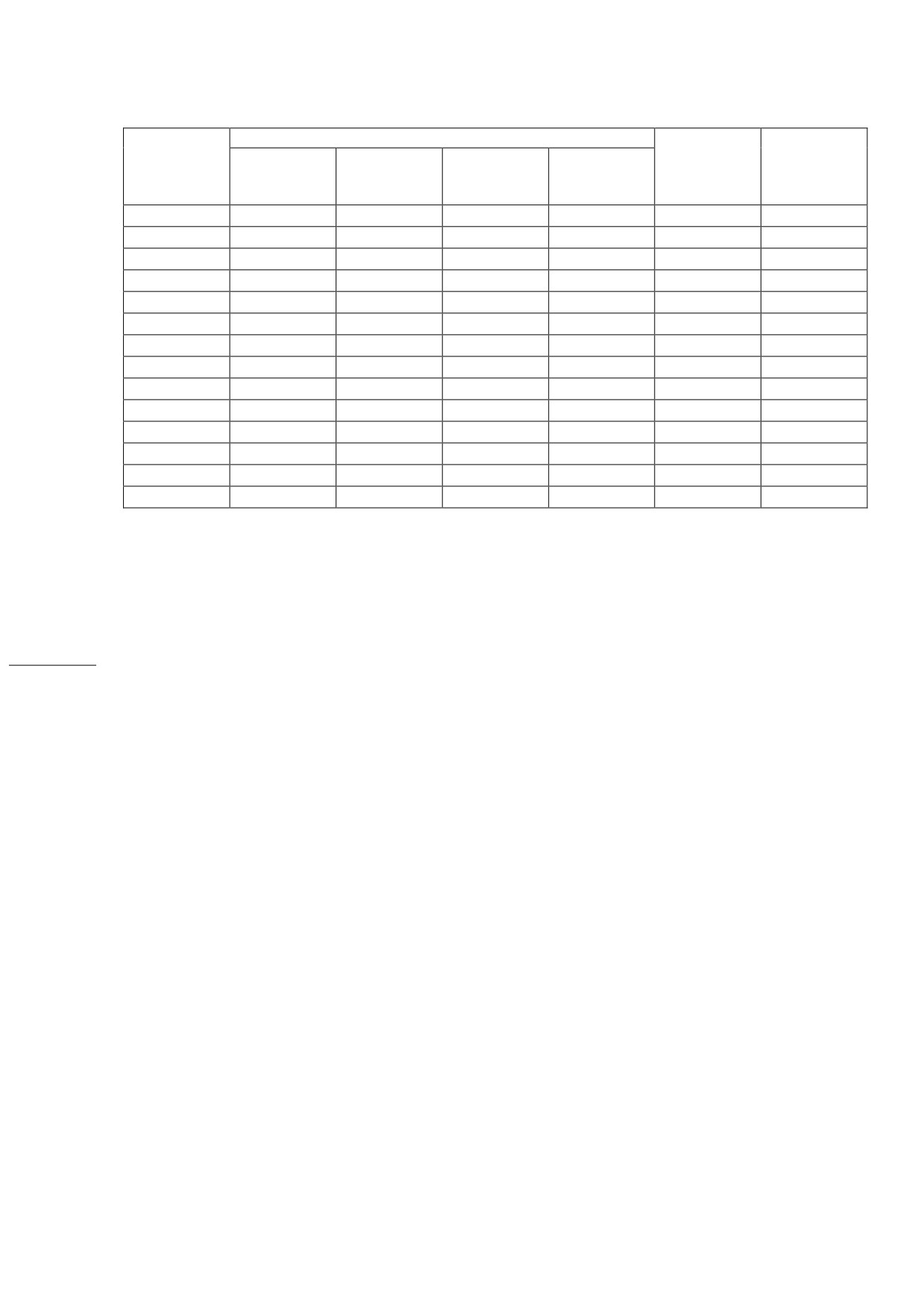
3. Аккуратно поставьте панель на поддерживающие ролики. При вертикальной обработке,
настройте нужное положение панели при помощи горизонтальной линейки, дополнительных
устройств Quick Stop или Stop Bar, и зафиксируйте панель на раме станка при помощи двух ручных
зажимов (см. РИС. 27).
4. Для того, чтобы поднять или опустить фрезу, используйте кольцо на фрезерном моторе. Оно
показывает точное расстояние между фрезой и базой фрезерного мотора. Таким образом,
настраивается глубина обработки панели.
5. Запустите мотор (см. Глава 3, раздел 3.3.4. “Включение и выключение мотора”). Необходимо,
чтобы мотор достиг рабочей скорости до начала обработки панели.
6. При вертикальной обработке, двигайте каретку с мотором и опущенной фрезой сверху вниз,
используя ручку на каретке. При горизонтальной обработке, медленно и аккуратно двигайте
панель справа налево.
Глава 3. Работа на станке
7. Как фрезерование будет закончено, поднимите фрезу при помощи ручки мотора, если
необходимо поверните каретку на
90 градусов и поднимите ее в верхнее положение,
зафиксируйте ее.
РИС. 27. Ручной зажим панели
3.8. Перестройка комбинированных станков SR5, SR5U, SR5UA c фрезерного на форматно-
раскроечный и обратно
ВНИМАНИЕ: Перед началом работ по перестройке всегда отключайте электропитание станка
Для примера рассмотрена процедура перестройки станков с форматно-раскроечного в
31
фрезерный:
1. Выньте кабель питания. Выньте пильный узел, отвинтив два барашковых винта, расположенных
наверху поворотной базы.
2. Вставьте узел с фрезерным мотором в поворотную базу и зафиксируйте его 2-мя барашковыми
винтами.
3. На раме станка закрепите два ручных зажима панели (см. РИС. 27.) Для этого, вставьте L-
образный винт в специальное отверстие в зажиме и закрепите его красной стопорной гайкой.
Для перестройки станков с фрезерного в форматно-раскроечный, проведите указанные действия в
обратном порядке.
3.9. Снятие мотора с пильного узла
3.9.1. Модели C4, C5, H4, H5, H6, H7
Для того, чтобы снять пильный мотор с поворотной базы, необходимо (см. РИС. 28):
1. Вынуть кабель питания.
2. Снять защитный кожух пильного диска.
3. Снять пильный диск.
4. Отвинтить гайки с двух нижних крепежных винтов (6 и 10 на РИС. 28)

Глава 3. Работа на станке
5. Придерживая мотор рукой, отвинтить верхний крепежный болт (10) и подкладку (9)
РИС. 28. Снятие мотора на всех станках серии С и Н
3.9.2. Модели 6400, 6800, P7
32
Для того, чтобы снять пильный мотор с поворотной базы, необходимо:
1. Вынуть кабель питания.
2. Снять защитный кожух пильного диска.
3. Снять пильный диск.
4. Придерживая мотор рукой, отвинтить верхний и нижний крепежный винт (см. РИС 29)
РИС. 29. Снятие мотора на станках 6400, 6800, Р7
3.9.3. Модели 7400, 7400XL
Для того, чтобы снять пильный мотор с поворотной базы, необходимо:
1. Вынуть кабель питания.
2. Снять защитный кожух ремня.
Глава 3. Работа на станке
3. Снять ремень.
4. Придерживая мотор рукой, отвинтить 4-ре крепежных винта.
3.9.4. Все модели фрезерных станков
Для того, чтобы снять фрезерный мотор, необходимо:
1. Вынуть кабель питания.
2. Ослабить крепежную гайку на базе фрезерного мотора.
3. Придерживая мотор рукой, вращать его против часовой стрелки.
33
Глава 4. Техническое обслуживание
ПРЕДУПРЕЖДЕНИЕ: для того, чтобы снизить риск получения травмы всегда отключайте
электропитание перед выполнением любых работ по обслуживанию. Никогда не разбирайте или
собирайте подключенный к электросети станок. Для проведения работ по электрике, обратитесь к
квалифицированному электрику.
Проведение регулярных работ по техническом обслуживанию поможет содержать станок в
отличном состоянии. Перед каждым использованием, проверьте общее состояние станка,
осмотрите защитные приспособления, выключатели, кабель питания и удлинитель. Проверьте
затяжку всех винтов, правильность сборки, и любые другие условия, которые могут повлиять на
безопасную эксплуатацию станка. Если, во время работы, появился необычный шум или возникает
вибрация, немедленно выключите станок и исправьте данную проблему перед дальнейшим
использованием. Никогда не используйте поврежденный инструмент. Пометьте сломанный
станок табличкой
“НЕ ИСПОЛЬЗОВАТЬ”, до тех пор, пока необходимый ремонт не будет
произведен.
4.1. Очистка станка
Если не установлена система пылеудаления, то необходимо после каждой рабочей смены
очищать отверстие в корпусе мотора от пыли и мусора. Держите ручки пильного узла чистыми,
сухими и очищенными от масла и жира. Для очистки станка используйте только влажную ткань
или щетку. Для очистки пользуйтесь мыльным раствором, т.к. некоторые чистящие средства и
растворители могут повредить пластмассовые элементы станка. Для очистки нельзя пользоваться
бензином, скипидаром, растворителями, растворителем для краски, растворителями на основе
34
хлора, нашатырным спиртом, другими бытовыми моющими средствами, содержащими аммиак.
Никогда не используйте легковоспламеняющиеся или горючие растворители для очистки станка.
ПРЕДУПРЕЖДЕНИЕ: для снижения риска получить травму, поражения электрическим током и
повреждения инструмента, никогда не погружайте мотор в жидкость, не давайте жидкости
попасть внутрь мотора.
4.2. Обслуживание мотора
В нормальных условиях, техническое обслуживание двигателя не требуется до тех пор, пока щетки
мотора не потребуют замены.
Каждые шесть месяцев:
Проверьте щетки, и при необходимости замените их.
Осмотрите и очистите шестерни, шпиндели, подшипники, корпус и др.
Проверьте выключатель, кабель питания, др.
4.3. Смазка направляющих
Пильный узел должен плавно, без сопротивления двигаться вверх и вниз по направляющим
трубам. Однако, если направляющие грязные или пыльные, то пильный узел может плохо
перемещаться и не скользить по ним. Периодически очищайте направляющие влажной тканью,
следуя указаниям в разделе “Очистка станка” выше. Используйте спрей с силиконовой смазкой.
Другие смазочные материалы могут вызвать наливание пыли и мусора на направляющих и
подшипниках.

Глава 5. Дополнительное оборудование
5.1. Колесики
Установленные на раму станка колесики, позволяют с легкостью перемещать Ваш станок, не
поднимая его. Пакет включает в себя: 2 колеса и крепежные винты.
На модели станков 7400 и 7400XL, колесики устанавливаются как стандартное оборудование.
Колесики нельзя установить на горизонтальный фрезерный станок TR2.
Установка колесиков показана на РИС. 30
РИС. 30. Установка колесиков
5.2. Стойка станка
35
Дополнительное оборудование
- фиксированная или складывающаяся стойка, позволяет
установить Ваш вертикальный станок в любое место. Комплект фиксированной стойки включает:
две длинные стальные опоры, которые крепятся к правому и левому верхним углам рамы станка;
одну металлическую полоску, которая крепится к низу рамы станка и крепежные элементы.
Стойки немного отличаются друг от друга, в зависимости от модели станка, размеров его рамы.
РИС. 31. Общий вид стойки станка
На модели станков 7400 и 7400XL, стойки устанавливаются как стандартное оборудование на
заводе SSC. Стойки не предусмотрены для горизонтального фрезерного станка TR2.

Глава 5. Дополнительное оборудование
Установка стойки показана на РИС. 32
РИС. 32. Установка стойки станка
Если стойка не заказывается, то вертикальные станки должны быть установлены вплотную к стене
или любой другой твердой вертикальной поверхности. Рама станка должна быть наклонена на 15
градусов. Это значит, что низ станка должен находиться на расстоянии около 76 см от стены (при
высокой раме). Стены не должны касаться пильный узел, направляющие, противовес и другие
элементы наверху станка. Никогда не используйте веревки для крепления станка к стене.
36
Глава 6. Геометрические размеры, вес и спецификация станков
Масс-габаритные характеристики
Макс.
Макс.
Модель
поперечный
глубина
станка
Длина, мм
Высота, мм
Глубина, мм
Вес нетто, кг
распил /
обработки
фрезеровка
С4
1525
1900
356
88
1270 мм
45 мм
С5
1525
2286
356
99
1625 мм
45 мм
H4
3050
1900
356
111
1270 мм
45 мм
H5
3050
2286
356
135
1625 мм
45 мм
H6
3050
2500
356
163
1850 мм
45 мм
6400
3050
2286
356
271
1625 мм
45 мм
6800
3050
2500
356
299
1850 мм
45 мм
7400
3050
2440
1170
431
1625 мм
55 мм
7400XL
5118
2440
1170
476
1625 мм
55 мм
SR5
3050
2286
356
145
1575 мм
45 мм
SR5U
3050
2286
356
250
1575 мм
45 мм
SR5UA
3050
2286
356
250
1575 мм
45 мм
3400
3050
2286
356
299
1575 мм
45 мм
TR2
2460
1145
1448
129
910 мм
45 мм
37
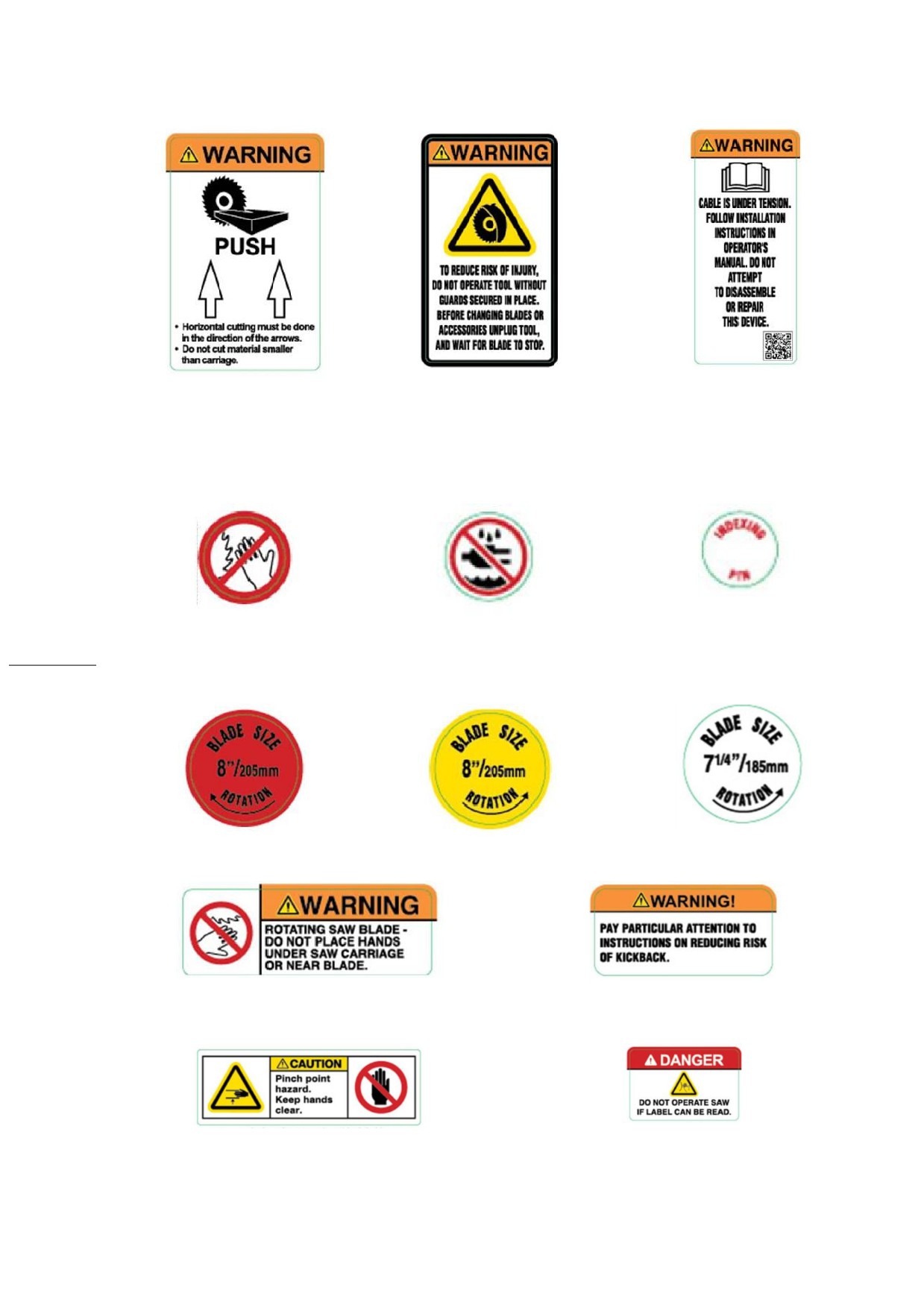
Глава 7. Предупреждающие знаки
Стрелки
показывают
Не работайте на станке без
Трос
под
натяжением.
направление горизонтального
защитного кожуха пильного
Следуйте руководство по
распила
диска
эксплуатации. Не разбирайте /
ремонтируйте
данное
устройство
Будьте осторожны при работе
Не работайте на станке во
Стопорный штифт
38
на станке; не располагайте
влажных условиях
руки под пильным узлом
Установите пильный диск по направлению стрелки
Не располагайте руки под пильным узлом или Прочтите руководство по эксплуатации для
рядом с пильным диском
того, чтобы уменьшить риск отдачи. См. пункт
21 Главы 1.
Будьте аккуратны с руками, избегайте риска их Не используйте станок, если предупреждающие
защемления
знаки удалены или нечитаемы.
Глава 8. Доступные комплектации станков SSC
Модель станка
Название комплектации
Состав комплектации
1) Фиксированная или складная стойка
станка
L+
2) Лазерная указка
3) Колесики
4) Набор из 3-х пильных дисков
1) Фиксированная или складная стойка
станка
BRONZE
2) Система QUICK STOP 1.52м
3) Колесики
4) Набор из 4-х пильных дисков
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 1.52м
BRONZE+
3) Колесики
4) Набор из 4-х пильных дисков
5) Hold down bar (поддерживающая
планка)
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 1.52м
BRONZE-EX
3) Колесики
4) Набор из 4-х пильных дисков
5) Frame extensions (расширение рамы
станка)
С4
1) Фиксированная или складная стойка
станка
39
2) Система QUICK STOP 2.44 м
3) Колесики
SILVER
4) 1 пильный диск
5) Frame extensions (расширение рамы
станка)
7) Hold down bar (поддерживающая
планка)
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 2.44 м
3) Колесики
4) 1 пильный диск
5) Frame extensions (расширение рамы
станка)
GOLD
6) MIDWAY FENCE (серединная планка)
7) Шланги для пылеудаления (без
промышленного пылеулавливателя)
8) Hold down bar (поддерживающая
планка)
9) Дополнительные запасные части -
дополнительный противовес и щетки
обмотки мотора

Глава 8. Доступные комплектации станков SSC
1) Фиксированная или складная стойка
станка
L+
2) Лазерная указка
3) Колесики
4) Набор из 3-х пильных дисков
1) Фиксированная или складная стойка
станка
BRONZE
2) Система QUICK STOP 1.52м
3) Колесики
4) Набор из 4-х пильных дисков
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 1.52м
BRONZE+
3) Колесики
4) Набор из 4-х пильных дисков
5) Hold down bar (поддерживающая
планка)
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 1.52м
BRONZE-EX
3) Колесики
С5
4) Набор из 4-х пильных дисков
5) Frame extensions (расширение рамы
станка)
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 2.44 м
40
3) Колесики
SILVER
4) 1 пильный диск
5) Frame extensions (расширение рамы
станка)
7) Hold down bar (поддерживающая
планка)
1) Фиксированная или складная стойка
станка
2) Система QUICK STOP 2.44 м
3) Колесики
4) 1 пильный диск
GOLD
5) Frame extensions (расширение рамы
станка)
6) MIDWAY FENCE (серединная планка)
7) Hold down bar (поддерживающая
планка)

Глава 8. Доступные комплектации станков SSC
1) Фиксированная стойка станка
2) Лазерная указка
L+
3) Колесики
4) Набор из 3-х пильных дисков
1) Фиксированная стойка станка
2) Система QUICK STOP 1.52м
BRONZE
3) Колесики
4) Набор из 4-х пильных дисков
1) Фиксированная стойка станка
2) Система QUICK STOP 1.52м
3) Колесики
BRONZE+
4) Набор из 4-х пильных дисков
5) Hold down bar (поддерживающая
H4, H5, H6, H7
планка)
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
3) Колесики
SILVER
4) 1 пильный диск
5) Hold down bar (поддерживающая
планка)
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
3) Колесики
GOLD+
4) 1 пильный диск
5) Hold down bar (поддерживающая
планка)
6) MIDWAY FENCE (серединная планка)
41
MH
1) Фиксированная стойка станка
2) MIDWAY FENCE (Серединная планка)
3) Hold down bar (поддерживающая
планка)
BRONZE
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
3) Колесики
4) Набор из 4-х пильных дисков
BRONZE+
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
6400, 6800
3) Колесики
4) Набор из 4-х пильных дисков
5) Hold down bar (поддерживающая
планка)
GOLD
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
3) Колесики
4) 1 пильный диск
5) Hold down bar (поддерживающая
планка)
6) MIDWAY FENCE (серединная планка)

Глава 8. Доступные комплектации станков SSC
1) Фиксированная стойка станка
B
2) Система стопперов STOPBAR
3) Набор из 5-ти пильных дисков
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44м
BRONZE
3) Колесики
4) Набор из 4-х пильных дисков
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44м
3) Колесики
SR5, SR5U, SR5UA
BRONZE+
4) Набор из 4-х пильных дисков
5) Hold down bar (поддерживающая
планка)
1) Фиксированная стойка станка
2) Система QUICK STOP 2.44 м
3) Колесики
GOLD
4) 1 пильный диск
5) Hold down bar (поддерживающая
планка)
6) MIDWAY FENCE (серединная планка)
42