содержание .. 27 28 29 30 ..
ПРАВИЛА УСТРОЙСТВА ЭЛЕКТРОУСТАНОВОК ПУЭ (Шестое и седьмое издания) - часть 29
П У Э
454
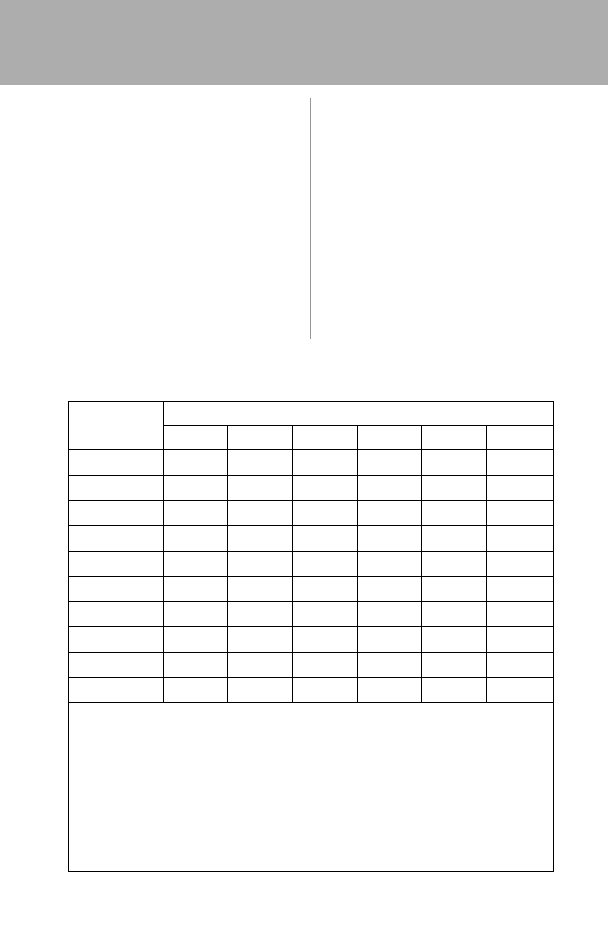
Таблица 7.5.5
Допустимый длительный ток повышенно-средней частоты токопроводов
из двух алюминиевых прямоугольных шин
Ширина шины, мм
Токовая нагрузка, А, при частоте, Гц
500
1000
2500
4000
8000
10 000
25
310
255
205
175
145
140
30
365
305
245
205
180
165
40
490
410
325
265
235
210
50
615
510
410
355
300
285
60
720
605
485
410
355
330
80
960
805
640
545
465
435
100
1160
980
775
670
570
535
120
1365
1140
915
780
670
625
150
1580
1315
1050
905
770
725
200
2040
1665
1325
1140
970
910
П р и м е ч а н и я :
1. В табл. 7.5.5 и 7.5.6 токи приведены для неокрашенных шин с расчетной толщиной, равной 1,2 глубины
проникновения тока, с зазором между шинами 20 мм при установке шин на ребро и прокладке их в гори-
зонтальной плоскости.
2. Толщина шин токопроводов, допустимые длительные токи которых приведены в табл. 7.5.5 и 7.5.6, должна
быть равной или больше расчетной; ее следует выбирать с учетом требований к механической прочности
шин из сортамента, приведенного в стандартах или технических условиях.
3. Глубина проникновения тока,
h
,
при алюминиевых шинах в зависимости от частоты переменного тока
f
:
f,
кГц
0,5
1,0
2,5
4,0
8,0
10,0
h
,
мм 4,2
3,0
1,9
1,5
1,06
0,95
В зависимости от температуры окружающей
среды для кабеля КВСП-М установлены следую-
щие коэффициенты нагрузки
k
н
:
t
,
°
С
25
30
35
40
45
k
н
1
,
0
0,93
0,87
0,80
0,73
7.5.34.
Динамическая стойкость при токах КЗ
жестких токопроводов ЭТУ на номинальный ток
10 кА и более должна быть рассчитана с учетом
возможного увеличения электромагнитных сил
в местах поворотов и пересечений шин. При
определении расстояний между опорами такого
токопровода должна быть проверена возмож-
ность возникновения частичного или полного
резонанса.
7.5.35.
Для токопроводов электротермических
установок в качестве изолирующих опор шинных
пакетов и прокладок между ними в электриче-
ских цепях постоянного и переменного тока про-
мышленной, пониженной и повышенно-средней
частот напряжением до 1 кВ рекомендуется
использовать колодки или плиты (листы) из
непропитанного асбоцемента, в цепях напряже-
нием от 1 до 1,6 кВ — из гетинакса, стеклотек-
столита или термостойких пластмасс. Такие изо-
ляционные материалы в обоснованных случаях
допускается применять и при напряжении до
1 кВ. При напряжении до 500 В в сухих и непыль-
ных помещениях допускается использовать про-
питанную (проваренную в олифе) буковую или
березовую древесину. Для электропечей с удар-
ной резкопеременной нагрузкой опоры (сжимы,
прокладки) должны быть вибростойкими (при
частоте колебаний значений действующего тока
0,5–20 Гц).