содержание .. 14 15 16 17 ..
Справочное руководство по ручной сварке стержневыми электродами EWM - часть 16
6 10.02
Арт. №: WM022208_2.doc
4
4.1
Путeм формовки удаeтся предотвратить или
уменьшить образование оксидной плeнки и
цвета побежалости на обратной стороне шва.
Это важно, например, при сварке нержавеющей
стали, поскольку оксидная плeнка снижает
устойчивость к коррозии сварного соединения,
Рис. 6.
При сварке труб можно просто заглушить их и
ввести внутрь формовочный газ. При сварке
листов он может подаваться из отверстий
пластины подкладки. В качестве формовочного
газа может использоваться смесь аргона и
водорода. Стандартом DIN EN 439 (группа F)
нормируются недорогие формовочные газы.
Они состоят, например, из смеси водорода и
азота. При определeнных условиях для
формования может также использоваться
чистый азот.
Сварочная горелка
Горелка соединена со сварочным аппаратом
пакетом шлангов. С помощью пакета шлангов
протягиваются сварочный кабель, шланг
подачи защитного газа, а также кабель
управления, благодаря которому нажатием
кнопок на пульте управления горелки можно
включать и выключать различные функции.
Охлаждение
Для горелок, которые рассчитаны на силу тока
около 150 А, достаточно охлаждения
протекающим защитным газом и окружающим
воздухом. Горелки более высокой мощности
имеют водяное охлаждение. В этом случае при
помощи пакета шлангов протягиваются шланги
для подвода и отвода воды, причeм сварочный
кабель
охлаждается
отводимой
водой.
Благодаря этому можно обойтись небольшим
поперечным сечением, за счет чего пакет
шлангов остаeтся гибким. Для этой цели в
пакете шлангов имеется комбинированный
токо-водопроводный кабель. Датчик напора,
который чаще всего устанавливается на
сварочном аппарате, контролирует, чтобы при
недостаточной или отсутствующей подаче
охлаждающей воды отключался сварочный ток.
Поскольку вода относительно дорога, то для
охлаждения используют преимущественно
аппараты с обратным водяным охлаждением и
закрытым контуром охлаждения.
Рис. 6 Сварочные работы ВИГ в химической
промышленности
MISTRAL
Сварочная горелка является инструментом для
сварки ВИГ. Ее функции особенно влияют на
сварной шов. На Рис. 7 показана сварочная
горелка ВИГ с газовым охлаждением.
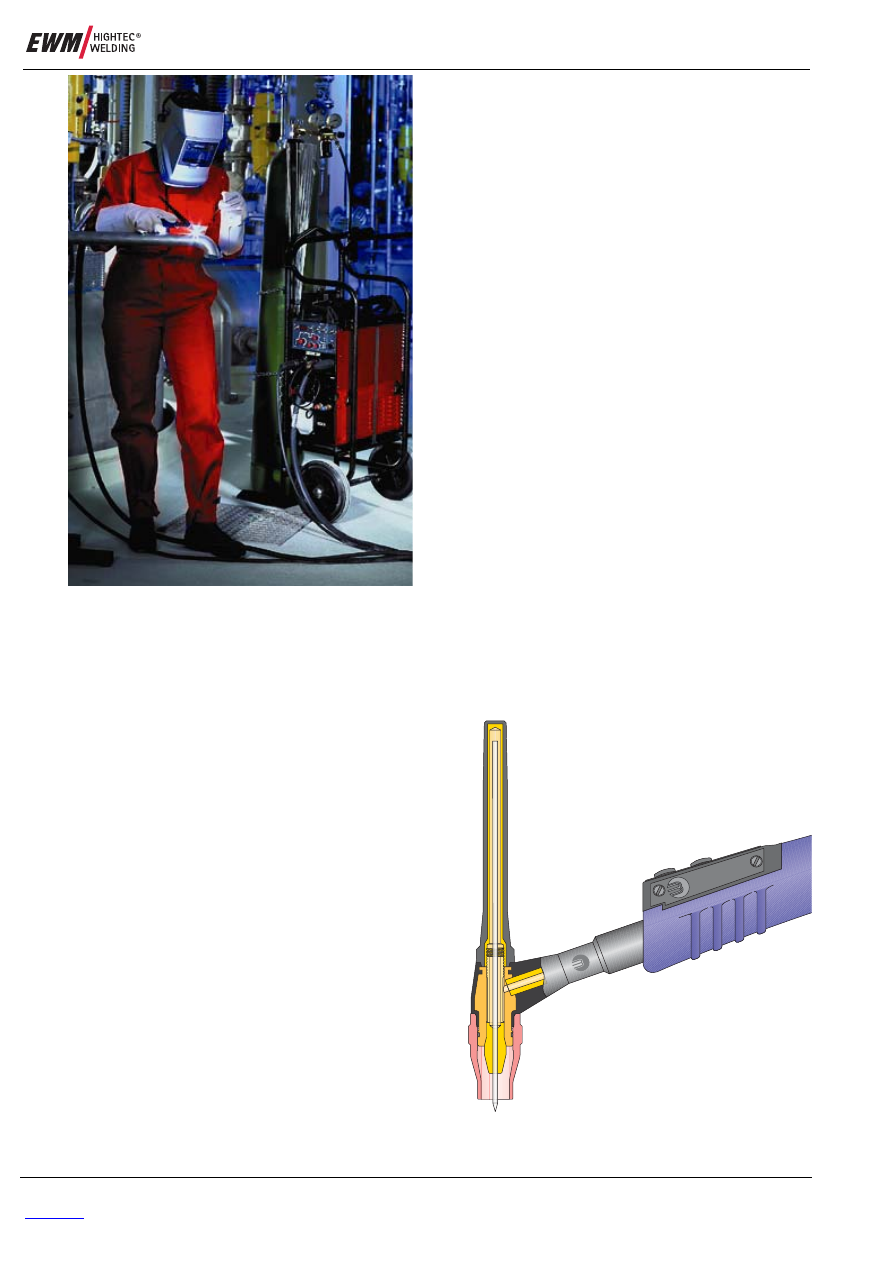
Рис. 7
Сварочная горелка ВИГ с газовым
охлаждением