Dacia Solenza (engine E7J). Manual - part 13
ENGINE
E7J-262
10
ENGINE ASSEMBLY
10 - 27
CYLINDERS BLOCK DISMOUNTING
Dismount:
- water inlet pipe and oil dipper rod
guide ( their sealing is performed by means of
rubber rings that must be replaced at each dis-
mounting);
- clutch;
- engine flywheel, immobilized by means
of the MOT 582;
- lower crankcase;
- crankshaft gear;
- tightening roller;
- crankshaft closing casing;
Dismounting – Remounting
-
water pump.
Dismount the oil pump attachment screws.
Dismount the oil pump and its driving chain.
Mark the connecting rod caps compared
with the connecting rod body.
ATTENTION!
Do not use punches for marking in or-
der to avoid cracks occurring; a perma-
nent marker is to be used.
Dismount
- connecting rods caps and the bearings;
- jackets maintaining device MOT 484 or
clamps MOT 588;
- assembly jackets-pistons-connecting
rods;
- bearings caps and their bearings;
- crankshaft and axial clearance bearings;
- bearings from the cylinders block.
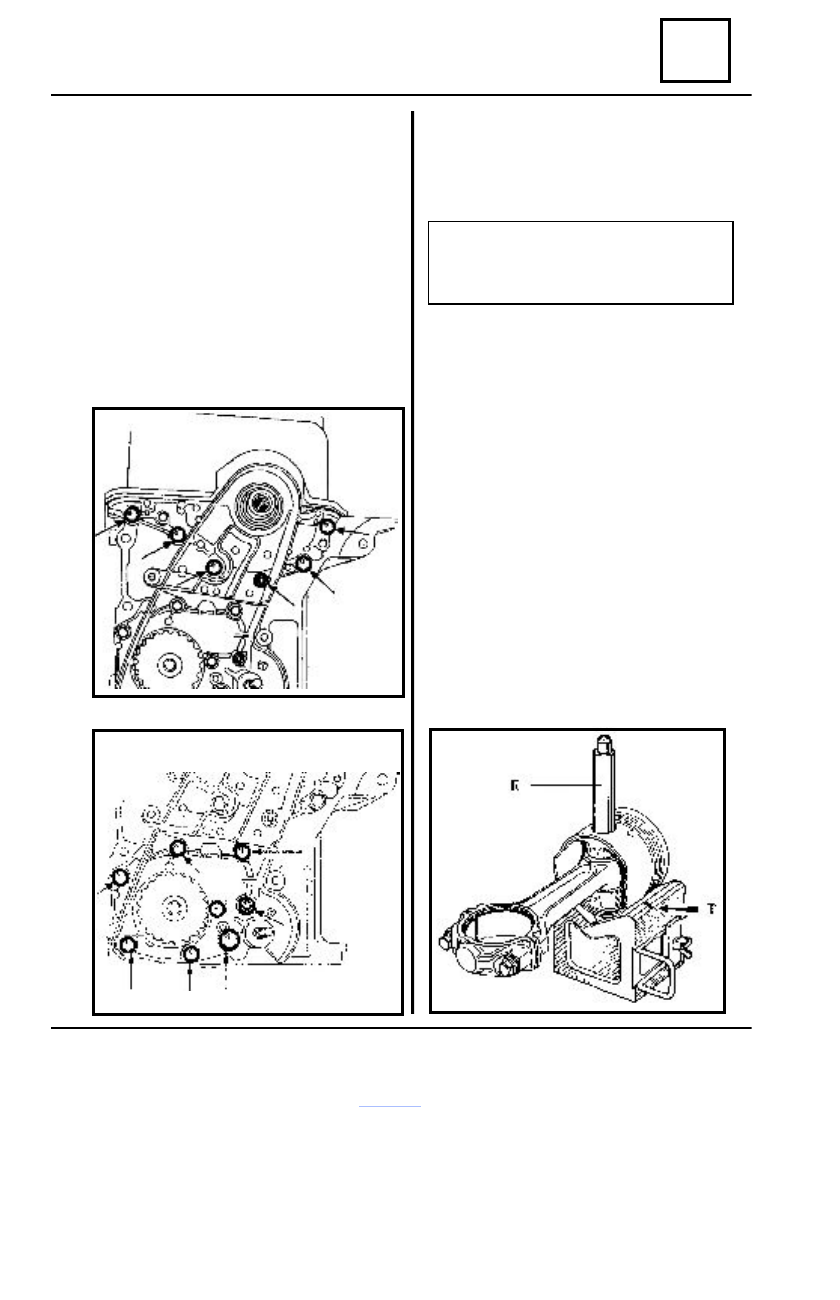
PISTONS SHAFTS DI
SMOUNTING
Place the piston on the support lining up
the piston bolt (shaft) with the gap whole from
the support (two T lines for marking the whole
center are facilitating the lining up).
Remove the bolts using a press by means
of the extraction mandrel E.