содержание .. 21 22 23 24 ..
Peugeot 405. Manual - part 23
10 Piston/connecting rod
assembly - removal
4
1 Remove the cylinder head, sump and oil
pump as described in Part A or B of this
Chapter (as applicable).
2 If there is a pronounced wear ridge at the
top of any bore, it may be necessary to
remove it with a scraper or ridge reamer, to
avoid piston damage during removal. Such a
ridge indicates excessive wear of the cylinder
bore.
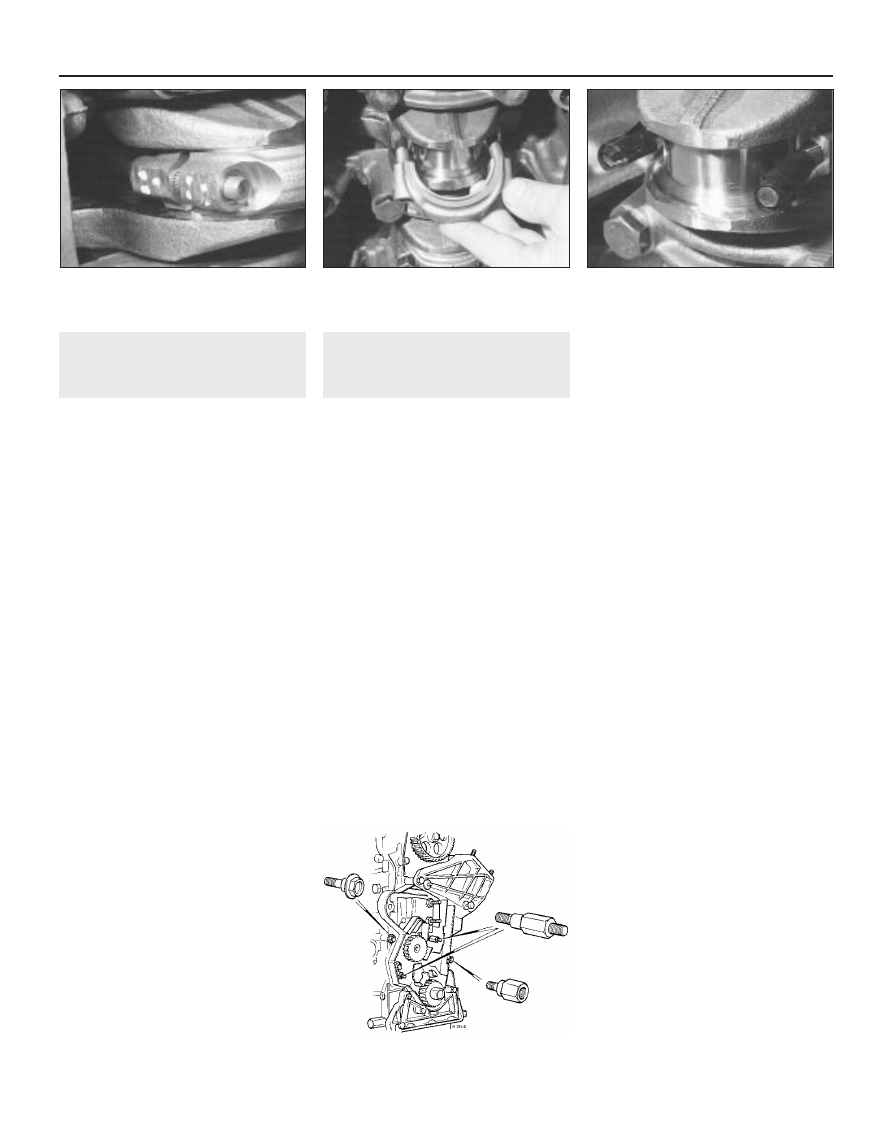
3 Using a hammer and centre-punch, paint or
similar, mark each connecting rod big-end
bearing cap with its respective cylinder
number on the flat machined surface
provided; if the engine has been dismantled
before, note carefully any identifying marks
made previously (see illustration). Note that
No 1 cylinder is at the transmission (flywheel)
end of the engine.
4 Turn the crankshaft to bring pistons 1 and 4
to BDC (bottom dead centre).
5 Unscrew the nuts from No 1 piston big-end
bearing cap. Take off the cap, and recover the
bottom half bearing shell (see illustration). If
the bearing shells are to be re-used, tape the
cap and the shell together.
6 To prevent the possibility of damage to the
crankshaft bearing journals, tape over the
connecting rod stud threads (see
illustration).
7 Using a hammer handle, push the piston up
through the bore, and remove it from the top
of the cylinder block. Recover the bearing
shell, and tape it to the connecting rod for
safe-keeping.
8 Loosely refit the big-end cap to the
connecting rod, and secure with the nuts -
this will help to keep the components in their
correct order.
9 Remove No 4 piston assembly in the same
way.
10 Turn the crankshaft through 180° to bring
pistons 2 and 3 to BDC (bottom dead centre),
and remove them in the same way.
11 Crankshaft - removal
4
1 Remove the crankshaft sprocket and the oil
pump as described in Part A or B of this
Chapter (as applicable). Also unbolt and
remove the timing belt rear cover noting the
position of the special retaining studs (see
illustration).
2 Remove the pistons and connecting rods,
as described in Section 10. If no work is to be
done on the pistons and connecting rods,
there is no need to remove the cylinder head,
or to push the pistons out of the cylinder
bores. The pistons should just be pushed far
enough up the bores that they are positioned
clear of the crankshaft journals.
3 Check the crankshaft endfloat as described
in Section 14, then proceed as follows.
TU series
aluminium block engines
4 Work around the outside of the cylinder
block, and unscrew all the small (6 mm) bolts
securing the main bearing ladder to the base
of the cylinder block. Note the correct fitted
depth of both the front and rear crankshaft oil
seals in the cylinder block/main bearing
ladder.
5 Working in a diagonal sequence, evenly
and progressively slacken the ten large
(11 mm) main bearing ladder retaining bolts
by a turn at a time. Once all the bolts are
loose, remove them from the ladder.
6 With all the retaining bolts removed,
carefully lift the main bearing ladder casting
away from the base of the cylinder block.
Recover the lower main bearing shells, and
tape them to their respective locations in the
casting. If the two locating dowels are a loose
fit, remove them and store them with the
casting for safe-keeping.
7 Lift out the crankshaft, and discard both the
oil seals. Remove the oil pump drive chain
from the end of the crankshaft. Where
necessary, slide off the drive sprocket, and
recover the Woodruff key.
8 Recover the upper main bearing shells, and
store them along with the relevant lower
bearing shell. Also recover the two
thrustwashers (one fitted either side of No 2
main bearing) from the cylinder block.
TU series
cast-iron block engines
9 Unbolt and remove the crankshaft front and
rear oil seal housings from each end of the
cylinder block, noting the correct fitted
locations of the locating dowels. If the
locating dowels are a loose fit, remove them
and store them with the housings for safe-
keeping.
10 Remove the oil pump drive chain, and
slide the drive sprocket off the end of the
crankshaft. Remove the Woodruff key, and
store it with the sprocket for safe-keeping.
11 The main bearing caps should be
numbered 1 to 5 from the transmission
(flywheel) end of the engine. If not, mark them
accordingly using a centre-punch or paint.
12 Unscrew and remove the main bearing
cap bolts, and withdraw the caps. Recover
the lower main bearing shells, and tape them
to their respective caps for safe-keeping.
13 Carefully lift out the crankshaft, taking
care not to displace the upper main bearing
shell.
14 Recover the upper bearing shells from the
cylinder block, and tape them to their
respective caps for safe-keeping. Remove the
thrustwasher halves from the side of No 2
main bearing, and store them with the bearing
cap.
2C•10 Engine removal and overhaul
10.3 Connecting rod and big-end bearing
cap marked for identification
(No 3 cylinder shown)
10.6 To protect the crankshaft journals,
tape over the connecting rod stud threads
prior to removal
11.1 Timing belt rear cover special studs
10.5 Removing a big-end bearing cap
and shell