содержание .. 629 630 631 632 ..
Mitsubishi: техническое обслуживание автомобилей - часть 631
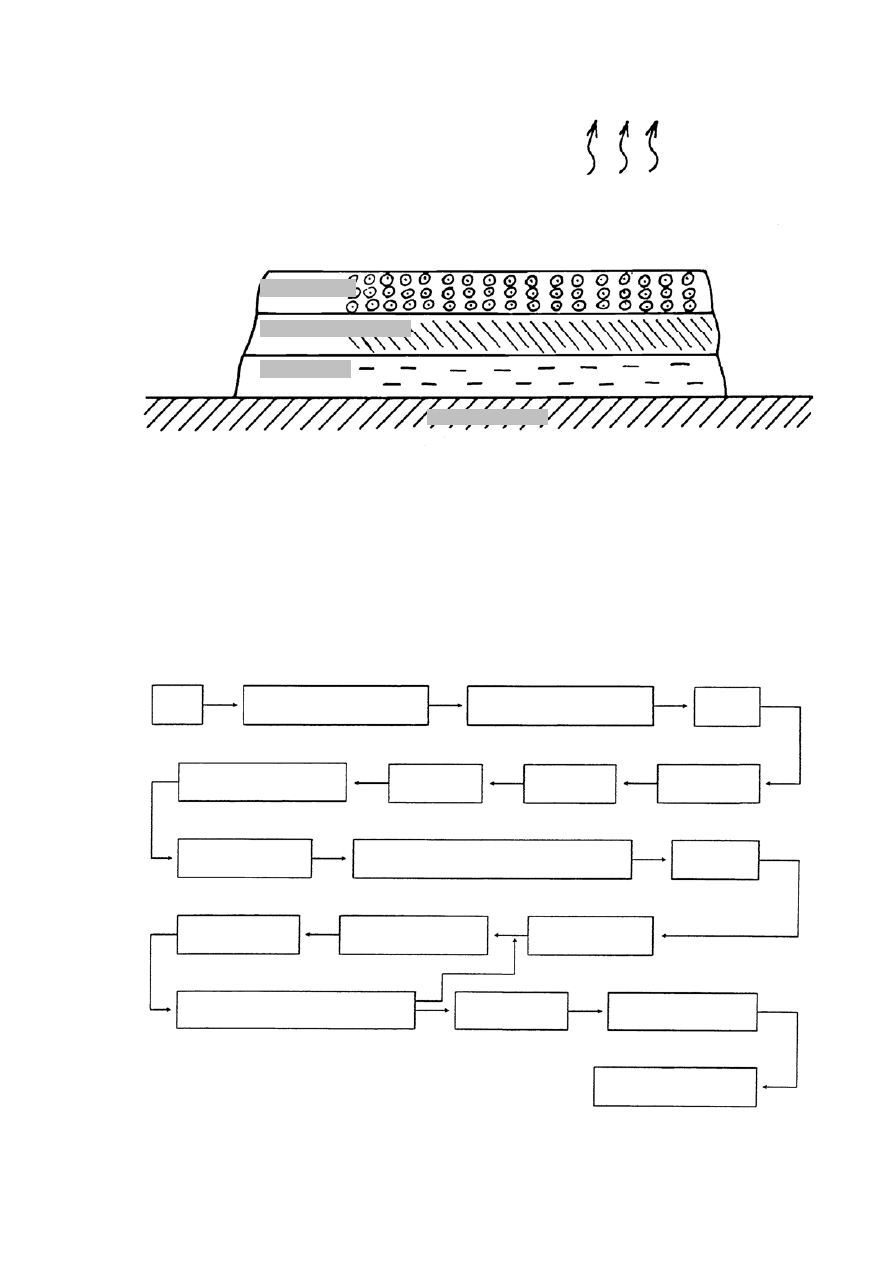
Устройство защитного покрытия
Покрытие
Испарение
(растворение, утончение)
(пигмент с эпоксидной
смолой)
Верхний слой
Промежуточный слой
Нижний слой
Стальная панель
Рисунок 11.2
11.02. Окраска новых автомобилей
Общие сведения о процессе окраски
От качества окраски кузова зависит его внешний вид и сопротивляемость
коррозии. Поэтому окраска кузовов – более сложный процесс, чем окраска других
изделий. Как правило, окраска состоит из четырех процессов: предварительная
антикоррозионная обработка, нанесение внутреннего слоя (грунтовки), нанесение
промежуточного слоя и, наконец, верхнего слоя. В реальном технологическом
процессе окраски выполняется также множество других операций.
Обезжиривание поверхности
и сушка кузова
Герметиза
ция швов
Нанесение нижнего слоя,
(гальванизация), сушка
Кузов
Исправление дефектов,
сухое шлифование
Контроль
Сушка
Нижний слой
Нанесение мастики
Промежуточный слой Æ Окраска внутренних
поверхностей (нанесение грунтовки)
Сушка
Нанесение верхнего
слоя и сушка
Шлифование
Контроль проме-
жуточного слоя
Контроль верхнего слоя Æ Исправление
дефектов Æ Проверка
Двухслойная
окраска
Окончательный
контроль
НА СБОРКУ
Рисунок 11.3 Стандартный процесс окраски кузовов легковых автомобилей
160