содержание .. 123 124 125 126 ..
Mitsubishi: техническое обслуживание автомобилей - часть 125
ГЛАВА 6. КАПИТАЛЬНЫЙ РЕМОНТ ДВИГАТЕЛЯ
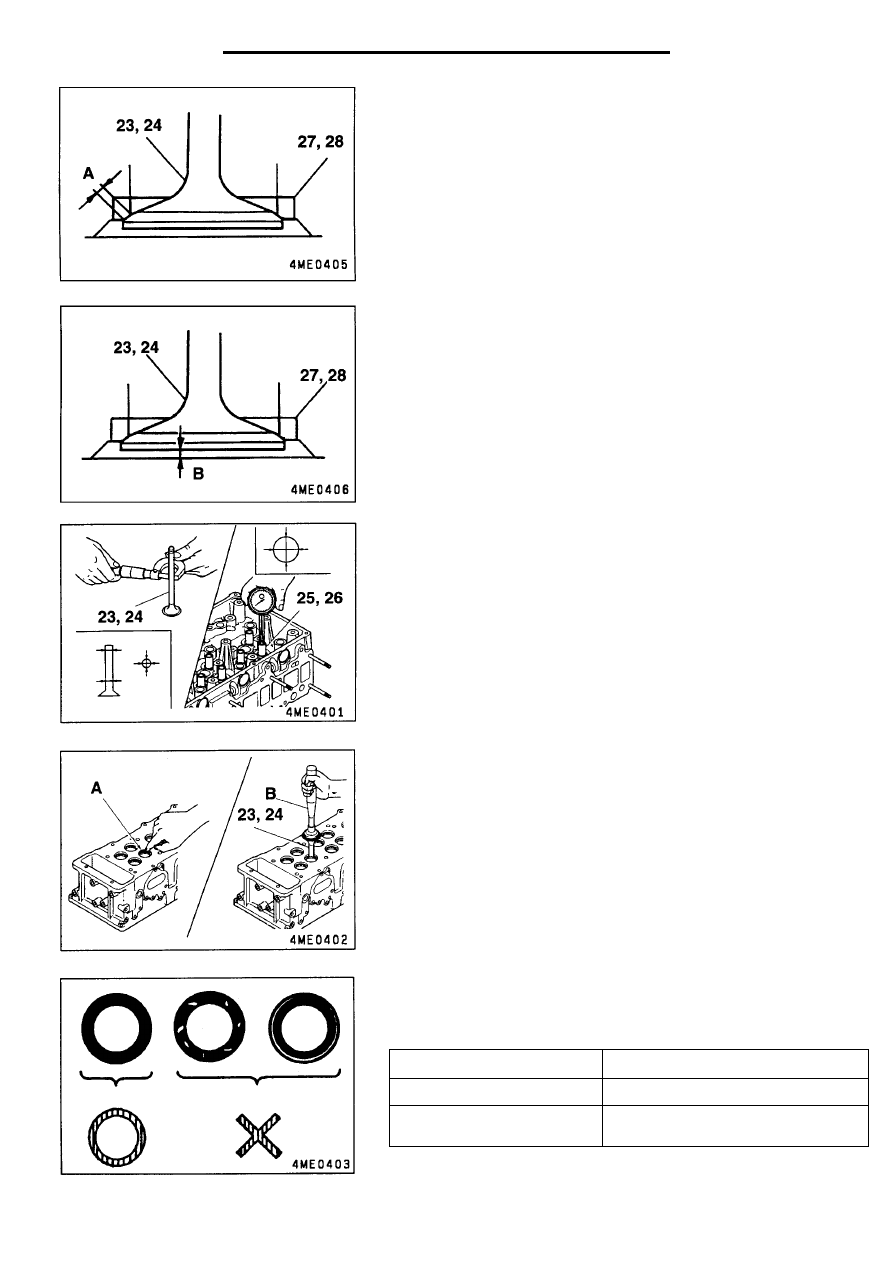
2. Седло клапана
(1) Ширина контактной поверхности седла клапана
Если превышено предельно допустимое значение по техниче-
ским условиям, то замените седло клапана 27 или 28.
А:Ширина контактной поверхности седла клапана
Номинальное значение: 1,8 – 2,2 мм
Предельно допустимое значение: 2,8 мм
Внимание
После исправления или замены седел клапанов 27 и 28
притрите
их с клапанами 23 и 24 для обеспечения правильного пят-
на контакта
(2) Расстояние от тарелки клапана до нижней плоскости головки
цилиндров
Если превышено предельно допустимое значение по техниче-
ским условиям, то исправьте или замените дефектную деталь.
В: Расстояние от тарелки клапана до нижней плоскости голов-
ки цилиндров
Номинальное значение: 0,05 – 0,55 мм
Предельно допустимое значение: 0,8 мм
3. Клапан и направляющая втулка клапана
Если зазор между направляющей втулкой клапана и стержнем
клапана превышает предельно допустимое значение по техни-
ческим условиям, то замените дефектную деталь.
Номинальное значение:
Впускной ................................................0,02 – 0,06 мм
Выпускной.............................................0,05 – 0,09 мм
Предельно допустимое значение:
Впускной ...........................................................0,10 мм
Выпускной........................................................0,15 мм
4. Клапан и седло клапана
(1) Нанесите ровный слой свинцового сурика на посадочную
поверхность А седел клапанов 27 и 28.
(2) Удерживая клапаны от вращения, ударом прижмите клапаны
23 и 24 к седлам клапанов 27 и 28, соответственно.
В:Специальное приспособление для притирки клапана (Valve
Lapper)
Внимание
Перед процедурой проверки пятна контакта тщательно
проверьте, что клапаны 23 и 24 и направляющие втулки 27
и 28 находятся в нормальном состоянии.
(3) Определите состояние пятна контакта клапана с седлом по
рисунку сурика, отпечатавшегося на клапане 23 или 24. Если
имеет место неправильный контакт клапана с седлом, то вы-
полните следующие корректирующие действия.
Состояние
Корректирующее действие
Небольшой дефект
Притрите клапан для лучшей по-
садки
Крупный дефект
Исправьте или замените клапан и
седло клапана
135