Isuzu KB P190. Manual - part 773
Engine Mechanical – V6
Page 6A1–315
Page 6A1–315
20
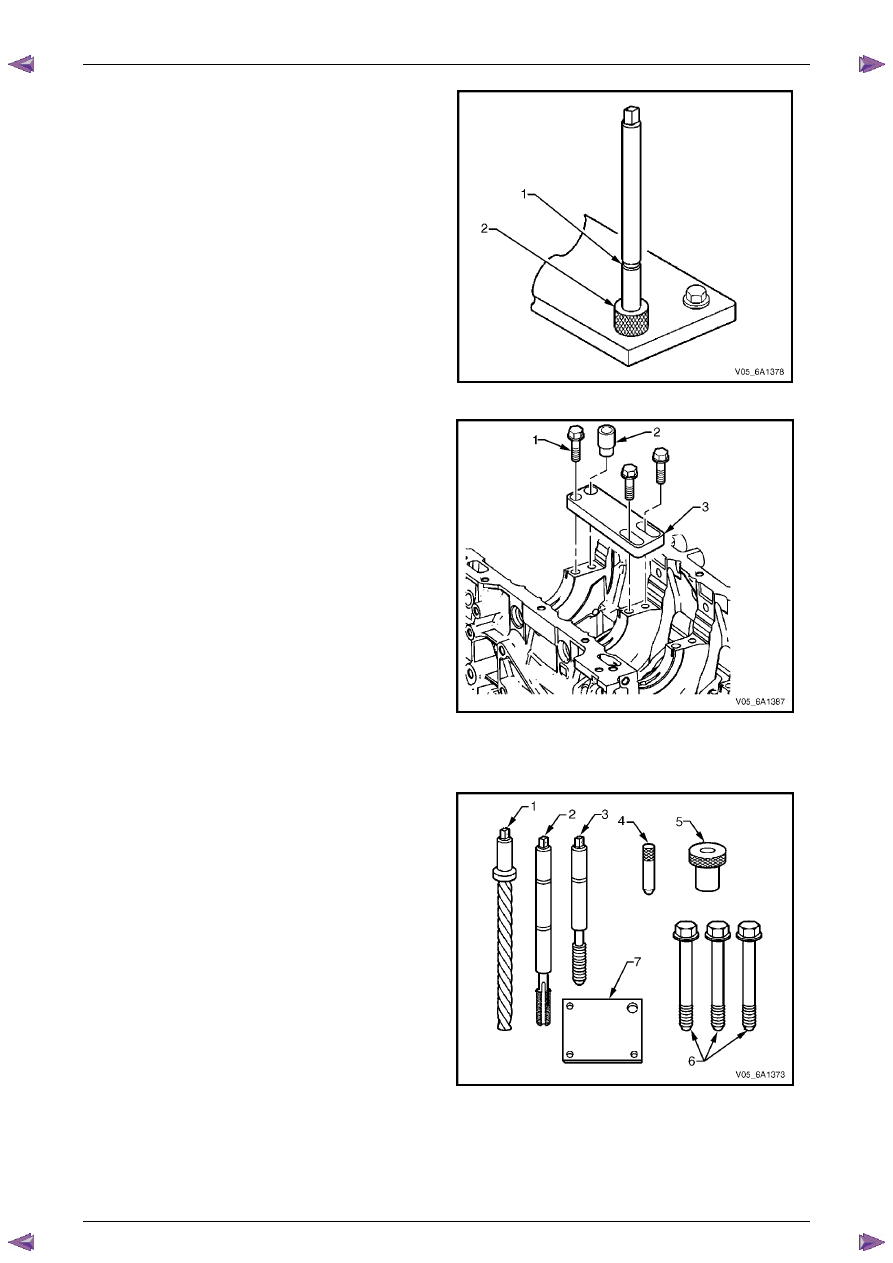
Rotate the driver installation tool until the mark (1) on
the driver installation tool aligns with the top of the
drill bushing (2).
21
Inspect the insert for correct installation into the
tapped hole.
Figure 6A1 – 586
22
Remove the fixture plate bolts (1), bushing (2) and
fixture plate (3).
Figure 6A1 – 587
Cylinder Head Bolt Hole Thread Repair
The cylinder head bolt hole thread repair tools are in Tool
No. J 42385-2000 and J 42385-700 which consist of the
following:
•
Drill (1) J 42385-723
•
Tap (2) J 42385-724
•
Installation driver (3) J 42385-725
•
Alignment pin (4) J 42385-303
•
Bushing (5) J 42385-302
•
Bolts (6) J 42385-733
•
Fixture plate (7) J 42385-401
Figure 6A1 – 588